Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Многопроходный цикл глубокого сверления G73Содержание книги
Поиск на нашем сайте
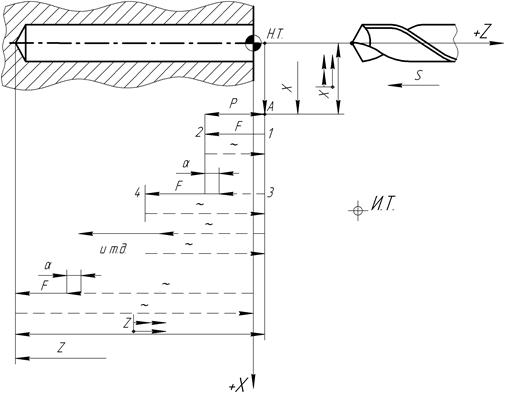
Глубокое сверление должно производиться с периодическими вводами и выводами сверла с целью охлаждения сверла и снятия напряжения продольного изгиба. Общая длина отверстия (глубина сверления) делится на участки, обозначаемые символом Р (величина Р не должна равняться диаметру сверла). Цикл задается функцией G73, с помощью которой программируют автоматический вывод сверла из отверстия после прохода заданного участка, а затем повторный ввод на быстром ходу. При каждом повторном вводе сверло не доходит на некоторую величину зазора а до конца предыдущего рабочего хода (рис. 26). Величина а задается предварительно постоянным параметром, вводимым в память системы ЧПУ при первичной наладке станка.
Рис. 26. Схема автоматического цикла глубокого сверления G73
После окончания цикла сверло отходит в точку А, находящуюся на расстоянии X мм от оси X и на расстоянии Z мм от нулевой точки детали. Структура цикла: G73*, X* (Х где X – координата смещения инструмента по оси X в точку А после выполнения цикла; Z – координата конечной точки перемещения сверла по оси Z; F – шаг резьбы (дискретность 0,0001); Р – длина участка сверления между выводами инструмента. На рис. 27 показана деталь, в которой необходимо просверлить отверстие диаметром – 28 мм на длине – 160 мм. Недоход (воздушный зазор) до заготовки составляет 6 мм, перебег – 14 мм. Общий путь рабочего хода L = 160 + 6 + 14 = 180 мм. Его расчленяют на участки длиной 48 мм (четырехпроходный цикл). Подачу принимают 0,2 мм/об, частоту вращения шпинделя – 700 об/мин.
Рис. 27. Схема для сверления глубокого отверстия по циклу G73
Управляющая программа для сверления глубокого отверстия диаметром 28 мм имеет вид:
Безусловный переход Р
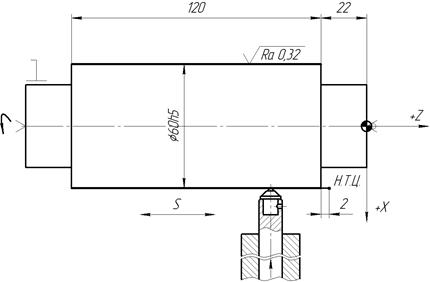
Для изменения порядка выполнения кадров управляющей программы применяется команда так называемого безусловного перехода, обозначаемого символом Р. С помощью этого символа можно вводить в управляющую программу дополнительные кадры. Например, если алмазный выглаживатель, поджимаемый пружиной, должен совершать цикл подач «влево – вправо» (рис. 28), то чтобы не задавать в управляющей программе весь цикл, включающий многократное движение выглаживателя, записывают лишь два хода, а затем под адресом Р проставляют номера этих кадров:
Рис. 28. Пример автоматического цикла с применением символа безусловного перехода P («зацикливание»)
Фрагмент управляющей программы для «зацикливания» проходов алмазного выглаживания цилиндрической поверхности диаметром – 60 h 5 имеет вид:
Теперь цикл «влево – вправо» будет выполняться многократно до нажима на клавишу «Стоп». Такой прием называется «зацикливанием» управляющей программы.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 597; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.118.154 (0.007 с.) |

 )*, Z* (Z
)*, Z* (Z 
 *
*
 *
*