
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Повторение части программы G25
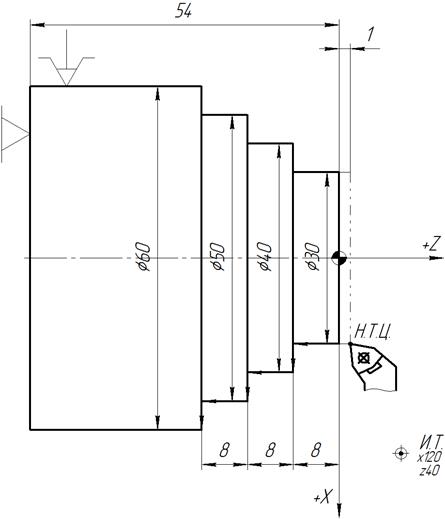
Для повторения части управляющей программы служит функция G25. После функции G25 записываются два символа – Р1 и Р2. Первый указывает, с какого и по какой кадр повторяется программа, а второй – количество повторений. Часть программы, которая должна повторяться, записывается в относительной системе отсчета в приращениях. В формат параметра Pl вводят цифры 0, 3; 3. Первые три цифры определяют номер кадра, с которого часть программы повторяется, вторые три цифры – номер кадра, которым оканчивается вызываемая часть программы. Нуль в первой части кода формата означает, что нули перед номером начального кадра можно опустить. Отсутствие нуля во второй части кода свидетельствует о том, что незначащие нули номера конечного кадра не опускаются. Например, для вызова части программы с кадра N8 до кадра N15 записывают Р8015, с кадра N5 до кадра N8 – Р5008, с кадра N85 до кадра N105 – Р85105. Формат параметра P2 0, 5 означает, что нуль впереди числа повторяемых кадров не ставится, а само число может быть пятизначным. Максимальное число повторений по Р2 − не более 23767. Если P2 опущен, то повторяемая часть управляющей программы отрабатывается один раз. Например, нужно повторить кадры с N4 по N12 – 15 раз. Запись фрагмента управляющей программы в этом случае имеет вид: N28 G25* N29 P4012* N30 P15. На рис. 29 приведена трехступенчатая деталь с повторяющимися ступенями. При составлении управляющей программы для ее обработки следует учесть, что перемещение вершины резца по оси Z на 8 мм (Z-800) и по оси X на 5 мм (X1000) должно повторяться три раза.
Рис. 29. Схема для обработки ступенчатой детали с применением функции повторения кадров G25
Управляющая программа для обработки ступенчатой детали имеет вид:
На рис. 30, а приведена деталь, на которой необходимо проточить три канавки шириной 13 мм на глубину 10 мм. Торец и левая стенка каждой канавки имеет скос 3×6 мм.
Рис. 30. Схема к протачиванию канавок со скосом с применением цикла G25: а – схема детали, совмещенная со схемой наладки; б – геометрическое построение для определения координат точек С и D. Работу выполняют с охлаждением одним прорезным резцом с шириной режущей кромки 5 мм, закрепленным в позиции револьверной головки Т3. Начало координат детали – в центре правого торца. Координаты исходной точки (И.Т.) – Х 150 мм, Z 50 мм. Протачивание канавок, а затем и обработку скосов задают с использованием циклов G75. Определение координат точек С и D следует из построения (рис. 30, б). Протачивание второй и третьей канавок задают с использованием цикла G25 по тем же командам, что и первую канавку, а скосы на канавках – повторением тех же команд, что и для обработки скоса на торце детали (с учетом смещения на шаг). Управляющая программа для обработки канавок со скосом с применением цикла G25 имеет вид:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 1395; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.134.104.173 (0.029 с.) |
 *
*

 *
*






