Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Дефектація шатуна двигуна ЗМЗ-53 в зборі
Мета роботи Вивчити способи, послідовність проведення операцій дефектації шатуна, та зробити висновки по ліквідації дефектів.
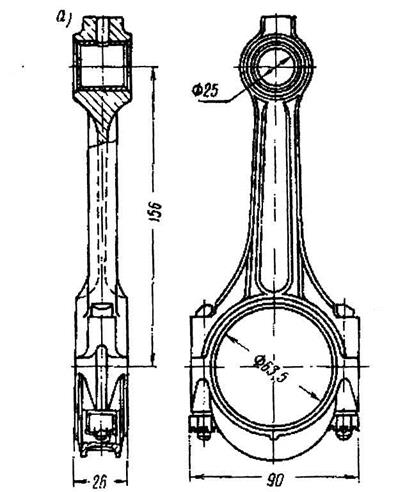
Теоретичні відомості Основні конструктивні елементи шатуна: верхня та нижня головки; стержень; отвори під болти нижньої головки. Шатуни сучасних автомобільних двигунів виготовляють зі сталі 40, 40Х та 40Г, штампуванням або методом періодичної прокатки з послідуючою термообробкою, яка включає нормалізацію, загартування та високий відпуск. В результаті термообробки твердість шатунів значно підвищується і досягає НВ 207...255 (сталь 40), НВ 229...255 (сталь 40Г), НВ 228...269 (сталь 45, 40Х). Точність розмірів оброблюваної поверхні повинна знаходитися в межах 4 -5 квалітетів, а відхилення розташування поверхонь не повинно перевищувати 0,02...0,05 мм на 100 мм довжини. Шатуни повинні відповідати заданій вазі. Відстань між осями головок витримується з точністю до ± 0,05 мм. У процесі роботи на шатуни діють значні навантаження від тиску газів у циліндрах та інерційних сил, які спричиняють появу дефектів у вигляді деформацій, згинання, викривлення та спрацювання поверхонь шатуна. Найчастіше зустрічаються такі дефекти шатуна: – згинання й закручення стержня; – забоїни або спрацювання на площинах прилягання головок шатунних болтів та гайок; – спрацювання нижньої головки шатуна й кришок по ширині; – забоїни або риски на робочих поверхнях нижньої головки; – спрацювання отвору верхньої головки шатуна; – деформування та спрацювання отвору нижньої головки шатуна; шатуни вибраковуються при наявності різноманітних тріщин, а також скривлення, не придатного до правки. Виявлені спрацювання шатунів ліквідують слюсарно-механічною обробкою та залізненням. Деформація шатуна ліквідується правкою з послідуючою термічною стабілізацією. Згідно з приведеними вище технічними умовами на ремонт та вибраковку шатуна, визначені основні дефекти і занесені до таблиці 5.1, а їх розташування показано на рисунку 5.1.
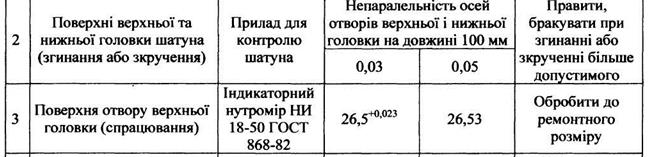
Рисунок 5.1 – Ескіз шатуна двигуна ЗМЗ – 53 Таблиця 5.1 – Послідовність операції дефектації шатуна в зборі двигуна ЗМЗ - 53
Продовження таблиці 5.1
Описання лабораторного стенду Лабораторний стенд включає: лабораторний стіл, шатуни двигуна ЗМЗ-53 в зборі, лупа 4-х кратного збільшення, лещата слюсарні, універсальний прилад для контролю шатунів, індикаторні нутроміри НИ 18-50 та 50-100 (ГОСТ 868-82), мікрометри МР 50 та МР 75 (ГОСТ 4381-80), штангенциркуль ШЦ-П-160 ГОСТ 166-80.
Порядок виконання роботи 1. Провести зовнішній огляд шатуна та виявити дефекти візуально. 2. Для кожного конструктивного елемента визначити технологічні параметри і розміри по нормативно-технологічній документації, допуски без ремонту, вимоги до точності, форми та якості робочих поверхонь. Визначити способи дефектації (данні занести до звітного бланку). 3. Визначити стан нижньої головки шатуна. Для цього затягнути гайки болтів кришки динамометричним ключем з заданим моментом по РК. Виміряти діаметр отвору індикаторним нутроміром. Вимірювання провести за схемою вимірювань (рисунок 5.2) в перерізах І-І та ІІ-ІІ в площинах А-А, Б-Б, В-В (під кутом 45° від площини А-А на кожен бік). Відстань перерізів І-І та ІІ-П від торців головки прийняти l1 = 1/4 та l2 = 3/4 ширини головки. Результати вимірювань занести до звітного бланку. 4. Визначити стан верхньої головки шатуна. Виміряти діаметр отвору індикаторним нутроміром. Вимірювання провести в перерізах І-І та ІІ-П згідно зі схемою вимірювань (рисунок 5.2) на відстані l1 та l2 від торця головки і в площинах Г-Г та Д-Д. Результати вимірювань занести до звітного бланку (таблиця 5.2).
Рисунок 5.2 – Схема вимірювання діаметрів отворів нижньої (а) та верхньої (б) головки шатуна
5. Визначити стан шатуна в зборі, для чого виміряти відстань між осями нижньої та верхньої головок шатуна, мм
де l – відстань між головками, мм; Д1 – діаметр отвору верхньої головки, мм; Д2 – діаметр отвору нижньої головки, мм. 6. Налагодити прилад для контролю шатуна. Виміряти паралельність і неспіввісність верхньої та нижньої головок для визначення зкруглення та викривлення шатуна. Кожне вимірювання повторити 2...З рази і до звітного бланку занести середній результат. 7. Визначити овальність та конусність нижньої головки шатуна, мм
8. Визначити величину спрацювання отвору нижньої головки шатуна, мм
9. Визначити овальність та конусність верхньої головки шатуна, мм
10. Визначити величину спрацювання отвору верхньої головки шатуна, мм
11. Скласти звіт по формі, яка наведена на звітному бланку. Таблиця 5.2 – Форма звітного бланку до лабораторної роботи №5
Лабораторна робота № 6
|
|||||||||
|
|
Последнее изменение этой страницы: 2017-01-28; просмотров: 276; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.73.125 (0.009 с.) |