
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологічного процесу на дільницях
Вихідними даними для розробки проекту технологічного плану кожної конкретної дільниці слугують такі матеріали попередніх проектних рішень і нормативної документації: • компонувальні плани цехів і орієнтовні площі приміщень • специфікації, технологічні інструкції та виробничі регламенти, проспекти, технічні паспорти на визначене проектом технологічне устаткування і виробничі меблі; • норми технологічного проектування на розміщення устаткування і на його оснащення; • маршрутні карти технологічних процесів (блок-схеми та алгоритми процесів, регламенти на технологічні режими і засоби контролю, санітарні норми конкретних технологічних операцій); • норми технічного проектування інженерних служб; • відомості про кількість працюючих і санітарно-технічні норми на відповідні категорії робітників. Визначена за розрахунками кількість устаткування усіх цехів, дільниць і служб зводиться у загальну специфікацію (табл. 10.2), де наводяться габарити машин (оснащення робочих місць) та їх необхідні параметри інженерного забезпечення, що слугують основою усіх ТЗ на розробку інженерних комунікацій. Технологічний план дільниці (цеху в цілому) показує детальне розташування робочих місць, виробничого, транспортного та
Розділ 10. Планування структури і конфігурації виробничих потоків _____ інженерного устаткування, виробничих меблів, проходів і проїздів; баз півфабрикатів; ремонтних майстерень; санітарно-побутових приміщень.
План дільниць повинен забезпечувати: • чітку послідовність виконання технологічних операцій, контролю і перенесення (транспортування) матеріалів і півфабрикатів з одного робочого місця на інше; • зручність і безпеку при роботі на машинах (верстатах, пристроях) при їх обслуговуванні, монтажі, демонтажі та ремонті; • зручність і безпечність: у подачі матеріалів і півфабрикатів, транспортуванні готової продукції (найбільш короткі транспортні шляхи). З економічної, технологічної та санітарно-технічної точок зору слід дотримуватися певних правил розміщення деяких служб. Наприклад, не розташовувати на плані фасаду будівлі клеєварку, приміщення для підготовки фарб, сходи тощо. Приміщення з обробкою фото- і формних матеріалів краще орієнтувати на північ, пожежно- та вибухонебезпечні дільниці виробництва краще розміщувати у кутку будівлі і т.д. На дільницях недопустимо повернення у зворотному напрямку вантажопотоків (петляння вантажу) та пересічення вантажів з рухом людей. Відстані між робочими місцями і машинами, між робочими місцями і конструктивними елементами будівлі (колонами, стінами), а також ширина проїздів і проходів визначається нормами технологічного проектування, санітарними нормами і ергономічними рекомендаціями. Головні проходи повинні мати ширину не менше 1,5 м, а допоміжні — не менше ніж один метр. Проходи й проїзди необхідно робити прямими, без різких поворотів, враховуючи також можливості в окремих місцях зустрічного транспорту. У таких випадках ширину проїздів треба подвоїти. Розташування вантажних ліфтів у багатоповерхових будівлях залежить від схеми виробничого процесу і остаточного розміщення устаткування. Біля ліфтів і підйомників треба передбачити місця для тимчасового зберігання матеріалів і півфабрикатів. Відповідно до протипожежних норм ліфти розміщуються на де- ______ Розділ 10. Планування структури і конфігурації виробничих потоків якій віддалі від сходів, тому що накопичення вантажів може заважати евакуації людей сходами у випадку виникнення пожежі.
На рис. 10.2 і 10.3 наведено приклади попереднього ескізного планування запроектованого двоповерхового корпусу регіонального поліграфічного підприємства з виготовлення картонного паковання (тари). За даними попереднього планування дільниць і цеху в цілому складається ТЗ на будівельне проектування й на розробку інженерного забезпечення виробничих процесів цеху (див. табл. 10.1). Остаточні технологічні плани і остаточне взаємне розташування всіх технологічних дільниць, допоміжних служб цеху, а також засоби і методи транспортування матеріалів, півфабрикатів і готової продукції переносяться на робочі будівельні креслення після їх остаточного узгодження з відповідними фахівцями. Результатом завершеної роботи над остаточним робочим планом цеху будуть креслення поверхів будівлі у горизонтальному розрізі площиною на рівні віконних і дверних отворів. За необхідності, надаються й вертикальні розрізи будівлі площиною на рівні кроку колон (як правило, для робочих місць крупногаба-ритного устаткування і для трас складних транспортних та інженерних шляхів). На всіх робочих кресленнях показують вісі колон, з їх маркуванням вздовж і впоперек будівлі, а також усі стіни, перегородки, ліфти, сходи, основне устаткування, його оснащення і робочі місця, транспортне устаткування в умовно визначеній конфігурації. Робочі креслення відрізняються від попередніх ескізних тим, що на них зображають усе устаткування, виробничі меблі, інвентар; місцеві патрубки для відсмоктування повітря; точки підводу електроенергії, води, стисненого повітря, каналізації; відводу і підводу пневмотранспорту, встановлення комп'ютерів (комп'ютерні мережі); точки радіозв'язку і відео-спостереження тощо. Точне розташування кожної точки відводу і підводу до устаткування визначають прив'язкою до колон і капітальних стін з фіксацією відстані у повздовжньому і поперечному напрямку. На підставі робочих технологічних і будівельних креслень і розрахунків необхідної кількості фізичних параметрів електро- (E> О о о ТГ Ремонтно-механічна майстерня
П
Ш ш Ш Формна дільниця
TJ и ш ш Ежаґ Дільниця дизайну та обробки інформації
(D- І U є [2] IJ ІІ5І Ч3=з , ПП U '
о о о <* <м О о о CD
®- О О о О)
Буфет
=13=
Ш Дільниця виготовлення штампів Ш ш
_П_ U ГР ш Вент-камера т—■ Начальник цеху, майстри
Розділ 10. Планування структури і конфігурації виробничих потоків
Р 03 ,ї о З
CO І І
X т- Tt
Т т- т- s.„. — - t < s
9 оо х О Ф ■=
zr
а с
SSe®S £ о с5 VO s АГ -ї
С О х g с;
ї CO K X 2 О 2ю >2 й ах а... Р- о і о >s h!£ ■Є- 2 -Є- "З? ■
к а > <S ' ю
х
X 03
ш
н о
X X
ф
І
о
ф >s £ X со, lagafeI .S s a x 2 -
aT
CO er,
CO ^J CM CO olE'SOs
_ ю ^ X О ■-
2^5 X Ф й X с ^ ^ с' а 8 с о t: З © ф і 9 о. і і 5 ї о 'и о о
$ 5 ф ° ^
.Око:
енергії, води, повітря проектуються і розробляються інженерні проекти на кабельні мережі; магістральні водогони; системи каналізації, вентиляції, кондиціювання повітря; місцевого і загального освітлення; встановлюються фундаменти машин з необхідним підведенням комунікацій і робляться технологічні прорізи у стінах і перекриттях. Всі ці проектні роботи виконуються відповідними фахівцями — проектувальниками інших розділів комплексного проекту (див. також розд. 11). Друкарські машини балконного типу можна розміщувати у комбінованих одноповерхових та двоповерхових будівлях. Наприклад, друкарська машина Mercury з трьома баштами компонується по схемі: «зарядка + зарядка + башта + башта + фальцапарат + башта + зарядка». При цьому мається на увазі, що машина вибрана в партерному виконанні (тобто всі агрегати машини розміщуються на одному поверху). Довжина машини у такому виконанні буде рівною приблизно 35 м. З них на кожну друкарську башту припаде приблизно 2 м, на рулонну зарядку — до 5 м, на вивідний транспортер фальцапарата—до 6 м. Якщо довжина приміщення обмежена, то можна розмістити рулонні зарядки збоку і під кутом 90° до кожної з друкарських секцій. Така побудова значно скорочує довжину машини (у даному прикладі до 18 м, тобто напо- Розділ 10. Планування структури і конфігурації виробничих потоків
ill р * ,_ а.
ю, ■Е-мЛ |§
в
In -©
сз а
\ю И
Ю О о о
&' CM r CM tf
О хю r n D U H IJ a a U
Рч IJ a Ю t—■ ■з- L a ^ CO g Q Ii BJ CO CO CO nil CO \, V О о о co CD -?) 45)
CM EI
□ U H IJ >ю а -ю О о о со
О
© OOOfrS M) (ш © Розділ 10. Планування структури і конфігурації виробничих потоків
co S p ї о ю I
M Q_ i— 00 2 ?л о CM CO Lf
* CO LZ ф 2
p ф * •- 1r: О О. Ф P ^f X CO rf -D 0- <
x _
s- O CO > И И 5e
H CO f-О CX
о
■a ^ ~ —. —
О ь- СЕ со Ф Q. О rf.ft. X CO >- S ^
•2 s m - -
> ш ^ Q- x
cj co co
CO CO
X J3
CO ■ -; r- -«
ffl ю Q. § 3 zr ^-" і -a ' I 1 a
d c -9-LQ
co о
z Јfc ш a._
§a
a, o^gci5D^cx>cox
5ȣ
X З
_ СХ < і І о о ю с Ш со ловину) і траєкторію руху паперового полотна від рулону до башти, що у свою чергу сприяє зменшенню відходів у макулатуру при кожному склеюванні і пуску машини. Проте слід мати на увазі, що в цьому випадку збільшиться ширина машини, рулонні зарядки попадуть на ділянки управління і обслуговування друкарських башт і зростуть вимоги до геометрії паперових рулонів. Адже «биття» (вертикальне коливання) рулонів при кожному їх оберті сприяє утворенню невеликої петлі, яка після повороту під кутом 90° в друкарській башті може викликати вже поперечне синусоїдальне переміщення паперового полотна із відповідним порушенням приведення фарб. Такі машини масою секцій 10... 11 т бажано встановити на першому поверсі (без підвалу) на самостійний залізобетонний фундамент з відповідними вимогами фірми-виробника. Причому загальна вага бетонного фундаменту повинна бути більша за вагу машини мінімум на 10 %. Та все ж за необхідності подібні машини можуть бути встановлені на другому поверсі будівлі. У цьому випадку посилення колон, перекриття і фундаментної залізобетонної плити під машину повинні конструкційно і розрахунково точно вирішувати фахівці-будівельники. Розділ 10. Планування структури і конфігурації виробничих потоків В усіх випадках необхідно намагатися аби план цехів був оптимальним: без тісноти і без зайвого простору. Загальну площу цехів визначають по довжині та ширині і вона повинна бути кратною 6. Наприклад, при ширині цеху 24 м (9 х 6 х 9), довжині 6 м помноженій на 18 прольотів колон, загальна площа визначається перемноженням відповідних цифр: S3 = (6 м х 18) х 24 м = 2592 м2. (10.7)
Забороняється встановлювати устаткування на температурні та усадкові стики будівельних конструкцій. Приклади компонування робочих місць у типових будівельних конструкціях наведені нарис. 10.4... 10.12. Ш=т=гї 7D TF .1200
W її □ =п=
О о о ^7 :е О о CM , 2-ш О
іm О о о И^і* о д.
Рис. 10.4. Технологічний план робочого місця оператора з виготовлення форм плоского офсетного друку за технологією CtP: 1 — насвітлювач; 2 — пульт управління; 3 — процесор обробки пластин; 4 — електрощитова; 5 — робочий стіл; 6 — раковина-мийка; 7 — шафа для термообробки копій; 8 — стелаж для форм (пластин); 9 — пристрій для загинання клапанів форм (пробивання отворів D D □ D
J--
D □ D D
GO ■4 Рис. 10.5. Технологічний план робочого місця бригади друкарів: 1 — восьмиф офсетного друку зі стапельною і рулонною зарядкою та аркушевим і позошит 2 — пульт управління зарядкою; 3 — комп'ютерний пульт управління; 4 — ша 5 — стіл для контролю; 6 — платформи для продукції; 7 — піддони для паперу для контролю друкарських форм; контур робочої пло Розділ 10. Планування структури і конфігурації виробничих потоків
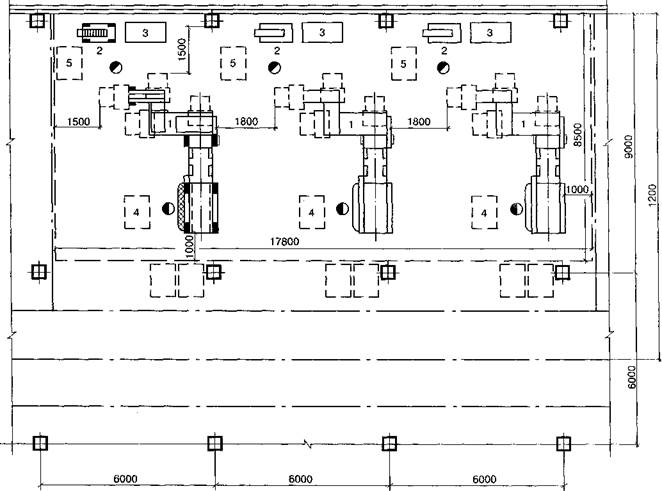
Рис. 10.6. Технологічний план робочого місця бригади друкарів: 1 — рулонна офсетна машина «Рондосет-Петіт» у партерному виконанні; 2 — пульт управління; 3 — електрощитова; 4 — пристрій для викладання зошитів у стапель; 5 — робочий стіл; 6 — шафа для зберігання технічного оснащення; 7 — стіл контролю; 8 — стійка для валиків; 9 — піддони; контур робочої площі (Sp) n u u m тг
-si CD
Рис. 10.7. Технологічний план робочого місця бригади друкарів 4-фарбової
Рис. 10.8. Технологічний план дільниці підготовки зошитів: 1 — касетна фальцю 2 — пакувально-обжимний прес; 3 — робочий стіл; 4 — платформа (піддон); 5 — --------- контур робочої площі (Sp) Розділ 10. Планування структури і конфігурації виробничих потоків п 600|
зо ■І 1 І || І І 1 І І І ' її 4 І І 14 1 14 І ч__ J ^__ |^4_!_ jL^J „L^j і 9500 \ о о о о о
Т] II
Рис. 10.9. Технологічний план дільниці приклеювання форзаців: 1 — автомат для приклеювання зошитів; 2 — стіл робочий; 3 — пакувально-в'язальний верстат; 4 — фура для форзаців; контур робочої площі (Sp) Розділ 10. Планування структури і конфігурації виробничих потоків
ТТЖ ■ —І ш ж і 1000
"г - f *п - т- -, 4 1 14 1 14! ___ І___ І. _ і. _ J,____. і" "І- "І" -Г -і І І 4 1 14 1 і _ j —'j-j-'j- •< І І І -Г ~, І 4 І 14 1 | і _ J _ _>------------ 1 _ _і
-га- Й-
14700 Ф Ф Ф -$-
_г_т_1_1__|. 8 1 18 1 І 8 1 І і __U_!._i._J-_l-_ _ -. L, — L. _ і. - J _ J --Г-Т-Т-1--1--, --г-т~т-т--і 181 I 8 I 18, 81 181 181 № - ■ і 3^j
5b _ЈL _EL _EL
Рис. 10.10. Технологічний план робочих місць комплектації блоків: 1 — 18-и секційна підбиральна машина; 2 і 6 — робочий стіл; 3 і 7 — пакувально-обжимний прес; 4 і 8 — піддон для продукції; 5 — 24-х секційна підбиральна машина;----------- контур робочої площі (Sp); контур загальної площі (S3an) Розділ 10. Планування структури і конфігурації виробничих потоків
ЗО, ;И з з -щг -Й-
.. ш * * *
ГТТ1 ГТТ1 І І І І he-j-e+H г-Ч-Ч-Ч L6_L6J_6J U6-L6-i-6J Рис. 10.11. Технологічний план дільниць брошурувального цеху: а — скріплення дротом: 1 — вкладально-швейно-різальний агрегат на 8 станцій; 2 — електрощитова; 3 — компресор; 4 — робочий стіл; 5 — пакувально-в'язальний верстат; 6 — піддон; б — незшивного клейового скріплення: 1 — агрегат незшивного клейового скріплення блоків полівінілацетатною дисперсією на 12 станцій; 2 — пульт уп Розділ 10. Планування структури і конфігурації виробничих потоків
о І а.
аз о І. а с; со ш са > Q. Q. Н- II О CO Q.. _ Ю с; s "Р
2 ° ■ 3 >Х 5 2
X \о
X < £ X CD Ф -, S з
Є х а ш
)S S І т "|_ о І' X т_ ф.. . х CNI § О S а. Розділ 10. Планування структури і конфігурації виробничих потоків
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-27; просмотров: 270; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.82.23 (0.344 с.) |
 Специфікація (відомість) на необхідну кількість устаткування (робочи
Специфікація (відомість) на необхідну кількість устаткування (робочи © ® ® © (І)©®®
© ® ® © (І)©®®
 0
0
 GO
GO





 - - Г - 7 ' "1 ~ І' ~,
- - Г - 7 ' "1 ~ І' ~,






 tBF
tBF 2000
2000



