Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика метода фрезерования.Содержание книги
Поиск на нашем сайте
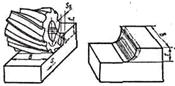
Сущность процесса фрезерования. Фрезерование — процесс резания металла, осуществляемый вращающимся режущим инструментом при одновременной линейной подаче заготовки. Материал с заготовки снимают на определенную глубину фрезой, работающей либо торцовой стороной, либо периферией. Главным движением при фрезеровании является вращение фрезы v (рис. 33). Скорость главного движения определяет скорость вращения фрезы. Движением подачи s при фрезеровании является поступательное перемещение обрабатываемой заготовки в продольном,
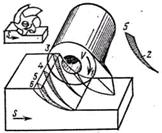
Рис. 33. Схемы фрезерования: а — цилиндрическое, б и в—торцовое фрезерование; 1—обработанная поверхность, 2-ось вращения фрезы, 3 — обрабатываемая поверхность, 4— стружка, 5 — заготовка, 6 — нож фрезы. поперечном или вертикальном направлениях. Процесс фрезерования является прерывистым процессом. Каждый зуб фрезы снимает дружку переменной толщины. Операции фрезерования могут быть подразделены на два типа: а) цилиндрическое фрезерование (рис. 33, а); б) торцовое фрезерование (оис. 33, б и в). При цилиндрическом фрезеровании резание осуществляется зубьями, расположенными на периферии фрезы, и обработанная поверхность 1 является плоскостью, параллельной оси вращения фрезы 2. На рис. 33, а показана фреза с прямым зубом. Наряду с прямозубыми применяются фрезы с винтовыми зубьями (рис.34).
Рис. 34. Фрезерование цилиндрической винтовой фрезой: В — ширина фрезерования, t — глубина фрезерования, s— наибольшая толщина среза При торцовом фрезеровании (см. рис. 33) резание осуществляется периферийными и торцовыми режущими кромками зубьев. Толщина среза увеличивается к центру среза и уменьшается в месте выхода фрезы из контакта с заготовкой. Начальная и конечная толщина среза зависит от отношения ширины заготовки к диаметру фрезы. Изменение толщины среза зависит также от симметричности расположения фрезы относительно заготовки. Большинство других процессов фрезерования являются комбинацией цилиндрического и торцового методов фрезерования. Особенности стружкообразования при фрезеровании. Процесс образования стружки при фрезеровании сопровождается теми же явлениями, что и при точении. Это деформации, теплообразование, образование нароста, вибрации, износ инструмента и др. Но при фрезеровании имеются свои особенности. Резец при точении находится под постоянным действием стружки вдоль всей длины обработки. При фрезеровании зуб за один оборот фрезы находится под действием стружки незначительное время. Большую часть оборота зуб не участвует в резании, за ^о время он охлаждается, что положительно отражается на его стойкости. Вход зуба в контакт с обрабатываемой заготовкой сопровождается ударом о его режущую кромку; ударная нагрузка снижает стойкость зуб; фрезы. Фрезерование против подачи и по подаче. При фрезеровании цилиндрическими и дисковыми фрезами различают встречное фрезерование — против подачи и попутное—фрезерование по подаче. Когда окружная скорость фрезы противоположна на правлению подачи (рис. 35,а), процесс
Рис. 35. Фрезерование против подачи (о) и по подаче (б) фрезерования называется встречным. Толщина среза изменяется от нуля (в точке А) до максимальной величины при выходе зуба из контакта с заготовкой (в точке В). Когда направление окружной скорости фрезы и скорости подачи совпадают (рис. 35,6), процесс фрезерования называется «попутным» фрезерованием. При этом способе фрезерования толщина среза изменяется от максимального значения в точке В в начале входа зуба в контакт с заготовкой до нуля в точке А (при выходе зуба из контакта с заготовкой). Встречное фрезерование характеризуется тем, что нагрузка на зуб увеличивается постепенно, так как толщина среза изменяется от нуля при входе до максимума при выходе зуба из заготовки. Зуб фрезы работает из-под корки, выламывая корку снизу, фреза «отрывает» заготовку от стола, приподнимая вместе с ней и стол станка, увеличивая зазоры между направляющими стола и станины, что при значительных нагрузках приводит к дрожанию и увеличению шероховатости обработанной поверхности. При попутном фрезеровании заготовка прижимается к столу, выбирая имеющиеся зазоры в направляющих стола и станины. Зуб фрезы начинает работать с наибольшей толщиной и сразу подвергается максимальной нагрузке. Равномерность фрезерования. В процессе фрезерования прямозубой фрезой зуб фрезы входит в контакт с обрабатываемой заготовкой и выходит из него сразу по всей ширине фрезерования. Может оказаться, что в работе будет находиться только один зуб прямозубой фрезы, т. е. когда впереди идущий зуб уже вышел из контакта с обрабатываемой заготовкой, а следующий за ним зуб не вышел в контакт. В этом случае площадь поперечного сечения среза будет изменяться от нулевого значения до максимального с последующим падением до нуля или от максимального значения до нуля. Также неравномерно будет изменяться сила резания, а следовательно, будет неравномерная периодическая нагрузка на станок, инструмент и обрабатываемую заготовку. Это явления носит название неравномерности фрезерования. На рис. 36
Рис. 36. Схема работы однозубой (условной) фрезой показана упрощенная схема работы прямозубой фрезы. На фрезе условно показан один зуб. Зуб врезается в заготовку сразу по всей ширине фрезерования. Фреза испытывает толчок. При дальнейшем повороте фрезы толщина стружки будет постепенно увеличиваться (положения 2, 3, 4), будет увеличиваться и сила резания. На участке 4—5 зуб фрезы одновременно выходит из обрабатываемого металла, и сила резания быстро уменьшается до нуля. Как видно, нагрузка на зуб фрезы в процессе резания резко изменяется. Чем большее число зубьев будет участвовать в работе одновременно, тем более равномерным будет фрезерование. На рис. 37 показана схема работы цилиндрической фрезы с винтовыми зубьями. Зуб такой фрезы врезается в
Рис. 37. Схема работы фрезы с винтовым зубом обрабатываемую деталь не сразу по всей длине, а постепенно. На участке 1— 3 площадь сечения срезаемого слоя (заштрихована) увеличивается, а значит, увеличивается и сила резания. На участке 3 — 4 площадь сечения срезаемого слоя и силы резания оказываются постоянными. При дальнейшем движении зуба (участок 4—6) площадь сечения срезаемого слоя и сила резания постепенно уменьшаются. Таким образом, изменение силы резания при работе винтового зуба происходит более плавно, а на некоторых участках сила резания постоянна. Для обеспечения равномерности фрезерования в работе одновременно должно участвовать не меньше двух зубьев фрезы. Каждый следующий зуб должен вступать в работу в тот момент, когда предыдущий начинает выходить из металла. Для выполнения этого условия нужно, чтобы в тот момент, когда один из двух зубьев попал в положение 6, второй зуб был в положении 1. Это возможно, если расстояние между двумя соседними зубьями фрезы, измеренное вдоль её оси (осевой шаг), должно быть равной ширине фрезерования В (см. рис. 34). Если в работе одновременно участвует более двух зубьев, то осевой шаг должен укладываться по ширине фрезерования целое число раз. Необходимым условием равномерного фрезерования является равенство или кратность (в целых числах) ширины фрезерования В осевому шагу фрезы. При торцовом фрезеровании всегда имеет место неравномерность фрезерования. Чем больше число одновременно работающих зубьев торцовой фрезы и чем больше отношение ширины фрезерования к диаметру фрезы, тем больше будет равномерность фрезерования.
|
||||
|
|
Последнее изменение этой страницы: 2017-01-24; просмотров: 1021; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.214.28 (0.007 с.) |