
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Снятие фаски/закругление углов ⇐ ПредыдущаяСтр 5 из 5
В кадрах, в которых угол образуется при пересечении дуги с прямой или другой дугой, снятие фаски или закругление углов может выполняться при задании ",C" или ",R" в конце первого кадра. Параметры "l_", "K_", "C_" могут быть заданы для фаски вместо ",C_", и "R_" может быть задано вместо ",R_" для закругления. Задание снятия фаски и закругления углов может выполняться как в абсолютных, так и в инкрементных значениях. Снятие фаски производится при задании ",C" (или "l_", "K_", "C_") в первом из двух кадров, имеющих круговые движения. Для дуги это будет длина хорды. Снятие фаски выполняется при точке пересечения N100 и N200.
Пример программы:
Рис. 2.14. Эскиз обрабатываемого элемента
N10 G01X20Z0F40; N20 Z-20; N30 X60,A5; N40 Z-50
Закругление углов ",R_" (или "R_") закругление угла выполняется при задании ",R_" (или "R_") в первом из двух кадров, имеющих круговые движения. Закругление угла выполняется при точке пересечения N100 и N200.
Пример программы:
Рис. 2.15. Эскиз обрабатываемого элемента
N10 G01X20Z0F40; N20 X100Z-60,R10; N30 Z-140;
Цикл нарезания комбинированной резьбы; G76 Функция и назначение Постоянный цикл G76 позволяет обрабатывать заготовки под необходимым углом посредством задания начальной и конечной точек нарезания резьбы, при этом автоматически обеспечивается постоянное усилие резания при обработке. Резьба с различными углами может нарезаться исходя из заданных координат конечной точки резьбы и величины конуса. Формат команды G76 PmraRd; G75 X/UZ/WRiPkQ∆dFλ,; m – Количество проходов обработки: 00 ~ 99 (модальное значение) r – Величина фаски: 00 ~ 99 (модальное значение) Диапазон величин зависит от шага резьбы "λ" и задается двухзначным целым числом без десятичной запятой от 0.0 λ, до 9.9 λ,. a - Угол инструмента (угол резьбы): 00 ~ 99 (модальное значение) Угол от 0° до 99° задается в единицах 1°. "m", "r" и "a" задаются подряд в адресе P. (Пример) При m=5, r=1.5 и a=0° P равно 051500, начальные и конечные нули при этом не могут быть опущены, d – Чистовой припуск (модальное значение) X/U – Координата конечной точки резьбы по оси X Координата X конечной точки резьбы задается при помощи абсолютного или
инкрементного значения Z/W – Координата конечной точки резьбы по оси Z Координата Z конечной точки резьбы задается при помощи абсолютного или инкрементного значения. i – Параметр конуса (радиальная величина) для цилиндрической резьбы "i" равно нулю k – Высота резьбы Задается положительным радиальным значением. ∆d – Глубина врезания Глубина врезания для первого прохода задается положительным радиальным значением λ – Шаг резьбы (Примечание 1) Две команды G76 не могут находиться в одном кадре. Значения, заданные P, Q и R, автоматически идентифицируются в зависимости от наличия или отсутствия осевых адресов X/U и Z/W. (Примечание 2) Параметр может быть использован для задания указанных выше модальных значений "r", однако значения данного параметра (#8014) перезаписываются программным значением. (Примечание 3) Заданная величина закругления действует также для постоянных циклов нарезания резьбы. (Примечание 4) Программная ошибка (P204) выдается в следующих случаях. (a) Если "a" находится вне диапазона (b) Если команды X и Z не были заданы либо если координаты конечной и начальной точек совпадают для любой из команд X или Z. (c) Если резьба превышает перемещение оси Х в нижней позиции резьбы (Примечания 5) Меры предосторожности для команды нарезания резьбы (G33) и цикла нарезания резьбы (G78) должны соблюдаться. ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ: 1. По заданным примерам осуществить декодирование команд. 2. Выделить кадры управляющей программы, содержащие геометрическую информацию. Задание №1:
Рис. 2.16. Эскиз обрабатываемого элемента O2 (REZBA) G54G90G0X15 Z200S500M3; N1 T0201 (PROHODN); M6; G0X34Z0M8; G1X-2F0.05; Z1F0.3; G0X25; G1Z-45F0.2; X32Z-47; G0Z1; X18; G1Z0F0.2; X24Z-3F0.15; Z-45; X32Z-47; G0X150Z200; N2 T0403 (REZBOW); M6; S400M3; G0G54G90X30Z6M8; G76P020060R0.05; G76X20.752Z-30R0 P1.624Q0.3F3; G0Z200X150M9; M5; M2; %
G76 – функция нарезки резьбы, P02 – число чистовых проходов, 00 – высота фаски резьбы, 60 – угол заточки резца, R0.05 – X20.752 –ф впадин резьбы, Z-30 – длинна нарезаемой резьбы, R0 – угол резьбы, P1.624 – высота зуба, Q0.3 – припуск одного прохода, F3 – шаг.
Задание №2:
Рис. 2.17. Эскиз обрабатываемой детали
Черновой цикл: O1 (TEST) G90 G54 S600 M3; T04 04; M6; G0 X34 Z0 M8; G1 X-2 F0.1; G0 Z1; X30; G71 U1.5 R1 H1; G71 P5 Q10 U0.8 W0.2 F0.2; N5 G1 X4 Z0; X7 Z-1.5; Z-10; G3 X24 Z-21.478 R12; G1 X28; Z-35; N10 X30; G0 X150 Z200; Чистовой цикл: T02 02; M6; S700M3; G0 X30 Z1; G70 P5 Q10; G0 X150 Z200 M9 M5; M2 %
Задание №3:
O1 N10 G0G54G90X150Z200S400M3; N20 T0101 (PROHOD); N30 M6; N40 G0X76Z85M8; N50 G1X-2F0.2; N60 G0Z86; N70 X132; N80 Z42; N90 G96S90; N100 G0X74F0.3; N110 G0X76Z43; N120 X132; N130 Z39; N140 G1X74F0.3; N150 G0X76Z40; N160 X132; N170 Z32.2; N180 G1X124Z36.2F0.3; N190 X74; N200 G0X78Z37.2; N210 Z86; N220 X76; N230 G71U2R1H1; N240G71P250Q300U0.4W0.3F0.3; N250 G1X44Z85F0.3; N260 Z60; N270 X54; N280 X56Z59; N290 G2X72Z36R37; N300 G1Z29; N310X122; N320 X130Z25; N330 Z22; N340 G0X150Z200; N350 G97; N360 T0303M6 (PROHOD); N370 S700M3M8; N380 G96S96; N390 G0G54G90X76Z86; N400 G70P250Q330; N410 X150Z200M9; N420 G97; N430 M5; N440 M2; %
Задание №4:
Текст УП: O1 №10 G54G90G0X150Z200S400M3; №20 T0101M6; №30 M8; №40 G0X42Z-2; №50 G1X-2F0.3; №60 G0X40; №70 G96S100; №80 G71U1.5R1H1; №90 G71P100Q130U0.5W1F0.2; №100 G1X20F0.2; №110 Z-52; №120 X36; №130 X40Z-54; №140 G0X42Z-2; №150 X20; №160 G70P100Q130; №170 G0X150Z200M9M5; №180G97 №190M2 % Задание №5: Эскиз детали Эскиз заготовки
Текст УП: O2 №10 G54G90G0X150Z200S500M3; №20 T0101M6; №30 M8; №40 G0X62Z-2; №50 G1X-2F0.3; №60 G0X150Z200M9M5; №70 T0202M6; №80 G54G90G0X60Z-2S600M3; №90 M8; №100 G96S100; №110 G71U1.5R1H1; №120 G71P120Q150U0.5W1F0.4; №130 G1X22F0.4; №140 X44Z-78; №150 X56; №160 X60Z-80; №170 G0X150Z200M9M5; №180 G97 №190 T0303M6; №200 G54G90G0X24Z-2S600M3; №210 M8; №220 G96S120; №230 G70P120Q150F0.3; №240 G0X150Z200M9M5; №250 G97; №260 M2; %
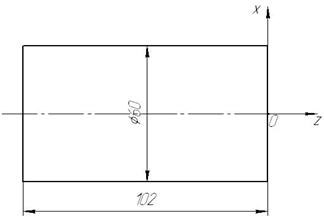
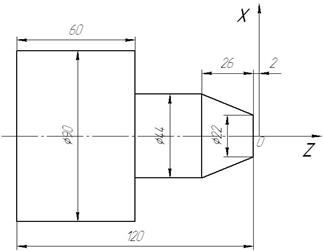
Текст УП: O3 №10 G54G90G0X150Z200S500M3; №20 T0101M6; №30 M8; №40 G0X72Z-2; №50 G1X-2F0.3; №60 G0X26; №70 G96S100; №80 G71U1R1H1; №90 G71P100Q110U0W0F0.3; №100 G1Z-34F0.3; №110 X70Z-92; №120 G97; №130 G0X150Z200M9M5; №140 M2; % Задание №7: Эскиз детали Эскиз заготовки
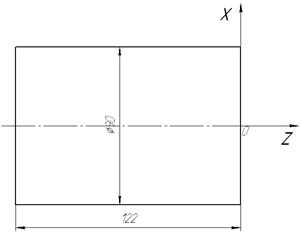
Текст УП: O4 №10 G54G90G0X150Z200S500M3; №20 T0101M6; №30 M8; №40 G0X112Z-2; №50 G1X-2F0.4; №60 G0X110; №70 G96S100; №80 G71U1R1H1; №90 G71P100Q140U0W0F0.3; №100 G1X40Z-2F0.3; №110 Z-92; №120 X60; №130 Z-202; №140 X110; №150 G97; №160 G0X150Z200M9M5; №170 M2; % Задание №8:
Текст УП: O5 №10 G54G90G0X150Z200S400M3; №20 T0101M6; №30 M8; №40 G0X922Z-2; №50 G1X-2F0.3; №60 G0X90; №70 G96S100; №80 G71U1.5R1H1; №90 G71P100Q130U0W0F0.2; №100 G1X22Z-2F0.2; №110 x44Z-28; №120 Z-84; №130 X90; №140 G97; №150 G0X150Z200M9M5; №160 M2; % Задание №9:
Текст УП: O1 №10 G54G90G0X150Z200S400M3; №20 T0101M6; №30 G0X47Z-2 M8; №40 G1X-2F0.3; №50 G0X150Z200M9M5; №60 T0202M6; №70 S400M3M8; №80 G96S80; №90 G0G54G90X150Z200; №100 Z-1; №110 X40.4 №120 G71U2.3R1H1; №130 G71P140Q200U1W0.5F0.3; №140 G1X20Z-2F0.3; №150 Z-17; №160 X26; №170 X30Z-22; №180 G2X41Z-42R42; №190 G1Z-47; №200 X45; №210 G97; №220 G0X150Z200M9M5; №230 T0303M6; №240 S500M3M8; №250 G96S96; №260 G0G54G90X150Z200; №270 Z-1; №280 X20; №290 G1Z-17F0.3; №300 X26; №310 X30Z-22; №320 G2X41Z-42R42; №330 G1Z-47; №340 X45; №350 G97; №360 G0X150Z200M9M5; №370 T0404M6; №380 G90G54S500M3; №390 M8; №400 G99G83X0Z-7R3Q5F0.1; №410 G80; №420 G0X150Z200M9M5; №430 T0505M6; №440 G90G54S500M3; №450 M8; №460 G99G83X0Z-17R3Q5F0.1; №470 G80; №480 G0X150Z200M9M5; №490M2 % Задание №№10, 11: Экизы детали и заготовки
Эскиз заготовки
· Операция 1: Задание №10:
Текст УП: O1 №10 G54G90G0X150Z200S400M3; №20 T0101M6; №30 G0X47Z-2 M8; №40 G1X-2F0.3; №50 G0X150Z200M9M5; №60 T0202M6; №70 G54G90S500M3; №80 M8; №90 G99G83X0Z-7R3Q5F0.1; №100 G80; №110 G0X150Z200M9M5;. №120 T0303M6; №130 G54G90S500M3; №140 M8; №150 G99G83X0Z-52R3Q26F0.1; №160 G80; №170 G0X150Z200M9M5; №180 T0404M6; №190 G90G54S200M3; №200 M8; №210 G89G98X0Z-22R3F1.5P1; №220 G80; №230 G0X150Z200M9M5; №240 T0505M6; №250 S500M3; №260 G0G54G90X47Z-140M8; №270 G1X-2F0.2; №280 G0X150Z200M9M5; №290 M2; % Задание №11: · Эскиз детали, Операция 2:
Кодирование:
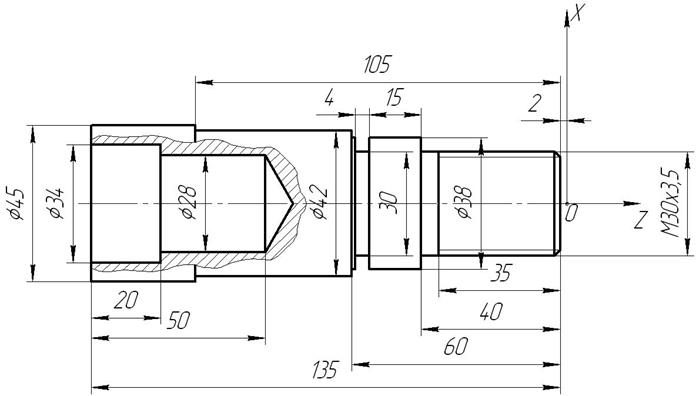
Текст УП: O2 №10 G54G90G0X150Z200S400M3; №20 T0606M6; №30 G0X47Z-2 M8; №40 G1X-2F0.3; №50 G0X150Z200M9M5; №60 T0707M6; №70 S400M3M8; №80 G0G54G90X42Z0; №90 G1Z-107F0.3; №100 G0X45Z-2; №110 X150Z200M9M5; №120 T0808M6; №130 S400M3M8; №140 G96S80; №150 G0G54G90X30Z-2; №160 G71U1R1H1; №170 G71P180Q210U0W0F0.3; №180 G1Z-42F0.3; №190 X38; №200 Z-62; №210 X42; №220 G97; №230 G0X150Z200M9M5; №240 T0909M6; №250 S200M3M8; №260 G54G90G0X32Z0; №270 G76P020060R0.05; №280 G76X26.211Z-37R0P1.894Q0.3F3.5; №290 G0X150Z200M9M5; №300 T10T10M6; №310 S600M3M8; №320 G54G90G0X40Z-61; №330 G1X30F0.1; №340 G0X40; №350 X150Z200M9M5; №360 M2; %
G-code [править] Материал из Википедии — свободной энциклопедии Перейти к: навигация, поиск G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-код обозначается, как код ИСО 7-бит (ISO 7-bit). Производители систем управления используют G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.[1]
[править] Сводная таблица кодов Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
[править] Таблица основных команд
[править] Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
[править] Параметры команд Параметры команд задаются буквами латинского алфавита
[править] См. также
[править] Пример
Обработка буквы W (вписанной в прямоугольник 34х27 мм, см рис.) на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 4 мм, в заготовке из органического стекла: Красным цветом выделен результат обработки.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 4889; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.70.157 (0.135 с.) |







 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки

 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки

 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки


 Эскиз детали, операция 1 Эскиз заготовки
Эскиз детали, операция 1 Эскиз заготовки
 Эскиз детали Эскиз заготовки
Эскиз детали Эскиз заготовки



