Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Номера программы, последовательностей, кадров; O, N, BСодержание книги
Поиск на нашем сайте
Данные номера используются для наблюдения за исполнением программы обработки, а также для вызова программ обработки и отдельных этапов программ обработки. 1. Номера программ соответствуют деталям или отдельным подпрограммам и обозначаются через адрес «O», за которым следует набор из 8 цифр. 2. Номера последовательностей закрепляются за соответствующими группами кадров, которые образуют некую последовательность обработки. Они обозначаются через адрес «N», за которым следует набор измаксимум 5 цифр. 3. Номера кадров автоматически определяются устройством. Для них автоматически задается нулевое значение каждый раз, когда производится чтение номера программы или номера последовательности, и их номер увеличивается на один, пока номера программ или номера последовательностей не будут заданы для кадров, которые впоследствии будут считаны. По этой причине все кадры программ обработки, приведенные в таблице ниже, могут быть определены без комбинации номеров программ, номеров последовательностей и номеров кадров. Таблица 2.1 Нумерация кадров в УП
Перечень G-функций Перечень применяемыхG-функций показан в таблице 2.2. Таблица 2.2 Перечень G-функций
Функции интерполяции Позиционирование (быстрый ход); G00 Функция и назначение Данная команда сопровождается значениями координат. Она позиционирует инструмент по линейной или нелинейной траектории от текущей (начальной) точки до конечной точки, координаты которой задаются. Формат команды G00 Xx/UuZz/Ww; x, u, z, w - Значения координат Адреса команды действительны для всех дополнительных осей. Подробное описание 1. После выдачи команды, режим G00 сохраняется, поканебудет отменен другой G-функцией, либо пока не будет отдана команда G01, G02, G03 или G33 из группы 01. Если следующей командой будет G00, то требуется задать только значения координат. 2. По команде G00 в начальной точке кадра производится разгон, а в конце кадра-замедление. Переход к следующему кадру выполняется после того, как будет отработано заданное перемещение, и будет отсутствовать ошибка позиционирования. Величина допустимой ошибки позиционирования определяется параметром CNC. 3. Любая G команда (G83~G89) в группе 09 отменяется (G80) командой G00. 4. Позиционирование инструмента по линейной или нелинейной траектории определяется параметром, однако при этом время позиционирования не изменяется. (a) Линейная траектория. То же, что и линейная интерполяция (G01), (b)Нелинейная траектория. Позиционирование резца происходит 5. Если за G адресом не следует номер, адрес рассматривается как G00. Команды без значения после G" рассматриваются при работе как "GOO". Пример программы
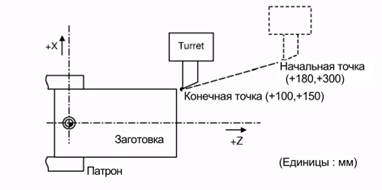
Рис. 2.1. Схема перемещений в рабочей зоне
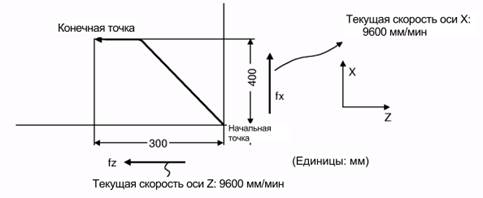
Фрагмент управляющей программы для случая, показанного на рисунке 2.1. GOOX100000 Z150000 -Абсолютное задание GOOU-80000W-150000 - Инкрементное задание (с единицей задания 0.001мм) (Примечание 1) Если для параметра "#1086 GOIntp" задано значение 0, траектория, вдоль которой происходит позиционирование резца, будет кратчайшим путем, соединяющим начальную и конечную точки. Скорость позиционирования рассчитывается автоматически, чтобы получить минимальное время перемещения, но чтобы скорости для каждой оси не превысили скорость быстрого хода. Если скорости быстрого хода по осям Х и Z равны 9600мм/мин, резец будет следовать по траектории, указанной на рисунке ниже, при следующей программе: G00 Z-300000 X400000; (с единицей задания 0.001мм)
Рис 2.2. Схема перемещений в рабочей зоне (Примечание 2) Если для параметра "#1086 GOIntp" задано значение 1, инструментбудет передвигаться от начальной точки к конечной точке, при этом каждая ось будет двигаться на скорости быстрого хода. Если скорости быстрого хода по осям Х и Z равны 9600мм/мин, то резец будет следовать по траектории, указанной на рисунке ниже, при следующей программе: G00 Z - 300000 X400000; (с единицей задания 0.001 мм)
Рис. 2.3. Схема перемещений в рабочей зоне
Линейная интерполяция; G01 Функция и назначение Данная команда сопровождается значениями координат и заданием величины подачи. Она заставляет инструмент перемещаться (интерполировать) линейно на скорости, заданной адресом F, от текущей (начальной) точки до конечной точки, координаты которой задаются. В таком случае подача, определяемая адресом F, всегда действует как линейная скорость вершины инструмента. Формат команды G01 Xx/UuZz/WwaaFf; ("a" является дополнительной осью)
Рис. 2.4. Схема перемещений в рабочей зоне Подробное описание После выдачи команды, режим G01 сохраняется, пока не будет задана другая Gфункция (G00, G02, G03, G33) из группы 01, которая отменяет режим G01. Если следующей командой будет также G01 и скорость подачи остается неизменной, то требуется задать только значения координат. Если команда F не будет задана в кадре, содержащем первую функцию G01, выводится ошибка программирования (P62). Величина подачи для оси вращения задается в мм/мин (десятичный вид). (F300 = 300мм/мин) Функции G (G70 ~ G89) из группы 09 отменяются (G80) командой G01. Примеры программ Пример 1
Рис. 2.5. Схема перемещений в рабочей зоне Фрагмент УП: G01 Х50.0 Z20.0 F300; Пример 2 Обработка в последовательности Р1 —► Р2 —► РЗ —► Р4 при подаче 300 мм/мин РО —► Р1, Р4 —► РО отвод резца
Рис. 2. Схема перемещений в рабочей зоне Фрагмент УП:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 344; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.235.141 (0.007 с.) |