Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Цикл глубокого поперечного сверления; G83
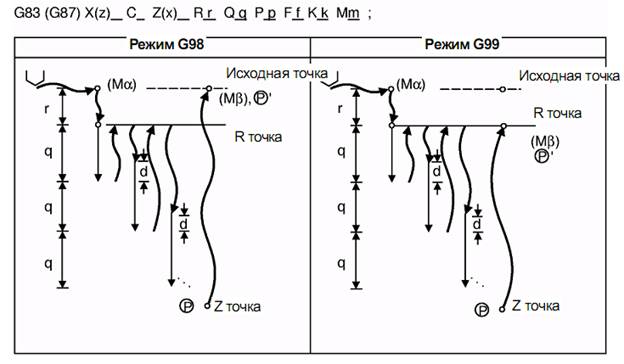
Если задана команда Q (глубокое сверление)
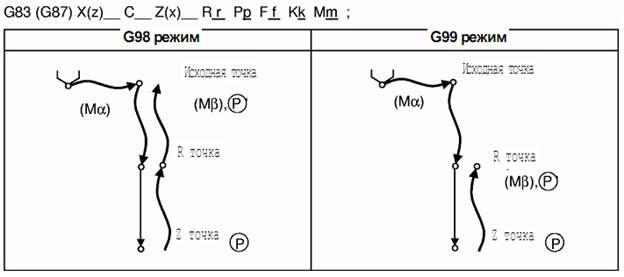
Рис. 2.11. Схема перемещений в рабочей зоне (1) Величина возврата "d" задается параметром (#8013 G83 RETURN). Возврат инструмента производится на скорости быстрого хода. (2) (Mα): Команда M (Mm) задается, если необходима фиксации оси C. (3) (Mβ): Команда М расфиксации оси С (команда М фиксации оси С + 1 = Mm + 1) задается, если прежде задавалась команда М фиксации оси C (Mm). (4) (Р): Выдержка времени выполняется в соответствии с заданием P. (5) (Р)': После задания команды М расфиксации оси С (Mm+2) выдержка времени выполнятся в соответствии с параметром (#1184 clmp_ D). Если команда Q отсутствует (сверление)
Рис. 2.12. Схема перемещений в рабочей зоне G83 XZRQF XиZ – координаты, R – безопасное расстояние (обычно 3 мм), Q – глубина сверления за один проход, F – подача, G98 – выход сверла, G99 – выход сверла на безопасное расстояние. Пример программы: O3 G90G54S500M3; T0808; M6; G0X0Z3M8; G99G83 X0Z-40R3Q5F0.1; G80 – отмена цикла, G0X150Z200M9M5; M2; %
Цикл поперечного нарезания метчиком; G84 (Цикл продольного нарезания метчиком; G88)/ цикл поперечного обратного нарезания; G84.1 (цикл продольного обратного нарезания; G88.1) При задании цикла обратного нарезания G84.1 (G88.1), направление вращения метчика меняется на обратное.
Рис. 2.13. Схема перемещений в рабочей зоне
(1) Смотри цикл глубокое поперечное сверление "Если задана команда Q (глубокое сверление)" для получения подробной информации по Mα, Mβ, (Р) и (P)'. (2) При выполнении G84 (G88) процентовка подачи будет отменена и для процентовки автоматически будет задано значение 100%.. (3) Холостой прогон возможен, если параметр "G00 DRY RUN" включен и разрешен для команд позиционирования. Если нажата кнопка блокировки подачи во время выполнения G84 (G88), происходит останов по концу кадра после завершения возврата. (4) При покадровом режиме ось не останавливается при нарезании метчиком. (5) Во время модального задания G84 (G88) выдается сигнал NC "Резка метчиком". (6) Во время синхронного нарезания метчиком G84 (G88) коды M3, M4, S и т.д. не будут выдаваться. (7) Инструмент останавливается в исходной точке и задается прямое вращение инструмента. (8) Вращение инструмента изменяется на обратное у дна отверстия. (9) Если необходимо задание команды остановки инструмента (M05) перед заданием обратного (M04) или прямого вращения (M03), необходимо произвести редактирование подпрограммы постоянного цикла.
G84 XZRFP R – безопасное расстояние, F – тип резьбы, P – выдержка времени на глубине.
Пример программы: O5 (TEST) G90G54S200M3; T0707; M6; G0 X0 Z4 M8; G84G99X0Z-12R4F1.5P1; G80; G0X150Z200M9M5; M2; %
|
||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 409; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.172.115 (0.005 с.) |