Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет заклепочных соединений
Неразъемные соединения деталей машин и строительных конструкций имеют две основные разновидности: заклепочные и сварные. Неразъемными эти соединения называют потому, что для их разборки необходимо разрушить соединительные элементы — заклепки, сварные швы. Сварные соединения имеют целый ряд существенных достоинств по сравнению с заклепочными и почти полностью заменили их во многих отраслях промышленности. Вопросы расчета и конструирования заклепочных и сварных соединений подробно изучаются в курсах деталей машин и стальных конструкций. Здесь ограничимся рассмотрением основных вопросов расчета заклепочных соединений для случаев, когда соединяемые элементы работают на растяжение или сжатие. На рис.6.11,а представлено соединение двух полос внахлестку, а на рис.6.11,б — встык с одной накладкой. В том и другом случае при разрушении заклепок срез каждой из них происходит по одному поперечному сечению (отмечено волнистой линией), поэтому эти соединения называют односрезными.
Расчет заклепочных соединений ведется на срез и смятие на основе допущений, указанных в предыдущем параграфе. Между склепываемыми элементами развиваются значительные силы трения, и работа заклепок на срез начинается лишь после того, как внешние силы станут больше сил трения и начнется сдвиг склепанных полос. При расчетах это обстоятельство не учитывают. Склепываемые элементы (полосы, уголки и т. п.) рассчитывают на растяжение (сжатие) с учетом ослабления их поперечных сечений отверстиями для заклепок. Отверстия в склепываемых элементах имеют диаметр, на 0,5-1 мм больше, чем диаметр непоставленной заклепки. В расчетные формулы входит диаметр d отверстия, так как в выполненном соединении заклепка практически полностью заполняет отверстие. Зависимости для проверочных расчетов имеют следующий вид: а) на срез где i — общее число заклепок, передающих заданную нагрузку б) на смятие При односрезных соединениях (рис.6.11) вместо
При проектировочном расчете заклепочного соединения диаметром заклепок задаются, принимая его примерно равным а) из условия прочности на срез
б) из условия прочности на смятие
По меньшему из допускаемых усилий определяют требуемое число заклепок:
11. Соединения сварные. Область применения, критерии работоспособности и методика расчета. Образуются при местном или общем нагреве, а также при пластическом деформировании свариваемых материалов. Сварка – один из самых экономичных и производительных методов создания соединений, вес сварной конструкции на 20% меньше клепанной. Процесс легко автоматизировать
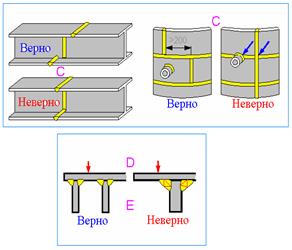
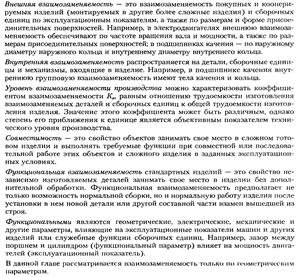
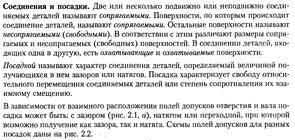
A. Располагать сварные швы вне зон высоких напряжений. C. Не использовать пересечение стыковых сварных швов.
Стандартизация и взаимозаменяемость в машиностроении. Допуски и посадки. Точность выполнения размеров. Точность форм и взаимного расположения поверхностей. Номинальный размер. Поле допуска. Понятия о зазорах, натягах и посадках. Ряды нормальных размеров. Единая система допусков и посадок. Сертификация механизмов, машин и приборов
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 502; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.119.148 (0.007 с.) |



 ; к — число плоскостей среза одной заклепки: для конструкций по рис.6.11 — k = 1 и по рис.6.12 — k = 2;
; к — число плоскостей среза одной заклепки: для конструкций по рис.6.11 — k = 1 и по рис.6.12 — k = 2;
 надо подставлять в формулу значения меньшей из толщин склепываемых элементов, а при двухсрезных— меньшей из величин
надо подставлять в формулу значения меньшей из толщин склепываемых элементов, а при двухсрезных— меньшей из величин  (рис.6.12,а). Для соединения по рис.6.12,б под
(рис.6.12,а). Для соединения по рис.6.12,б под  надо понимать толщину полки уголка.
надо понимать толщину полки уголка. . При различной толщине склепываемых элементов под
. При различной толщине склепываемых элементов под