Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Резьбовые соединения обсадных трубСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Профиль резьбы 5.1.1 Форма и геометрические параметры профиля трапецеидальной резьбы резьбовых соединений ОТТМ и ОТТГ обсадных труб и муфт к ним должны соответствовать указанным на рисунке 1 и в таблице 1. Предельные отклонения геометрических параметров профиля резьбы должны соответствовать указанным в таблицах 1 и 2.
_______________ * Размер для справок. α - угол профиля; α1, α2 - углы наклона сторон профиля; b - ширина вершины профиля; b1 - ширина впадины профиля; φ - угол уклона резьбы; h1 - высота профиля; Р - шаг резьбы; r, r1, r2, r3 - радиусы скругления профиля Рисунок 1 - Форма и геометрические параметры профиля трапецеидальной резьбы резьбовых соединений Таблица 1 - Геометрические параметры профиля трапецеидальной резьбы резьбовых соединений ОТТМ и ОТТГ В миллиметрах
Таблица 2 - Предельные отклонения шага и конусности трапецеидальной резьбы резьбовых соединений ОТТМ и ОТТГ В миллиметрах
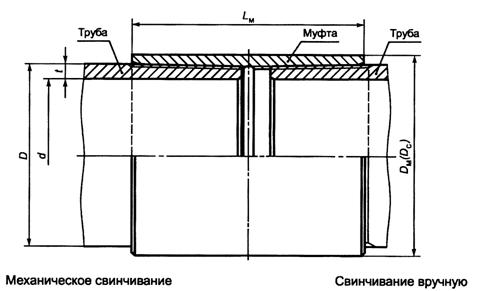
Основные параметры резьбового соединения ОТТМ 5.2.1 Общий вид резьбового соединения ОТТМ при свинчивании вручную и при механическом свинчивании показан на рисунке 2.
D - наружный диаметр трубы; DM - наружный диаметр обычной муфты; DC - наружный диаметр специальной муфты; d - внутренний диаметр трубы; LM - длина муфты; t - толщина стенки трубы Рисунок 2 - Общий вид резьбового соединения ОТТМ 5.2.2 Основные геометрические параметры и предельные отклонения параметров резьбового соединения ОТТМ должны соответствовать указанным на рисунках 3 и 4 и в таблицах 3 и 4.
_______________ * Размер для справок. ** Размер не регламентируется. D - наружный диаметр трубы; dВН - внутренний диаметр резьбы в основной плоскости; d1 - наружный диаметр резьбы в плоскости торца трубы; d2 - внутренний диаметр резьбы в плоскости торца трубы; L - общая длина резьбы трубы (от торца трубы до конца сбега резьбы); l -длина резьбы трубы с полным профилем (длина резьбы от торца трубы до основной плоскости); l1 -длина резьбы с неполным профилем; l2 - длина сбега резьбы трубы Рисунок 3 - Основные геометрические параметры резьбового соединения ОТТМ трубы Таблица 3 - Основные геометрические параметры резьбового соединения ОТТМ трубы В миллиметрах
_________________ * Размер для справок. В - ширина торцовой плоскости обычной муфты; dBH - внутренний диаметр резьбы в основной плоскости; dQ - диаметр фаски в плоскости торца муфты; d3 - внутренний диаметр резьбы в плоскости торца муфты; l3 - длина резьбы с полным профилем муфты; r - радиус скругления кромки торца специальной муфты Примечания 1. Для выхода резьбообразующего инструмента на середине муфты может быть выполнена проточка глубиной, превышающей высоту профиля резьбы h1 не более чем на 0,50 мм. Проточка не должна иметь острых кромок. При отсутствии проточки допускается перерез встречных ниток в середине муфты на длине резьбы с неполным профилем. 2 Для специальных муфт допускается замена фаски 35° ±5° скруглением кромки торца радиусом, не превышающим ширину фаски. Рисунок 4 - Основные геометрические параметры резьбового соединения ОТТМ муфты Таблица 4 - Основные геометрические параметры резьбового соединения ОТТМ муфты В миллиметрах
5.2.3 `На расстоянии менее (l - 10) мм от торца трубы не допускаются витки резьбы с черновинами. На расстоянии (l - 10) мм и более от торца трубы допускаются витки резьбы с черновинами общей протяженностью на каждом витке не более 25% длины витка резьбы: - на одном витке резьбы - для труб условным диаметром до 194 мм включительно; - на двух витках резьбы - для труб условным диаметром 219 мм и более. 5.2.4 Минимальная толщина стенки трубы под резьбой в плоскости торца трубы должна быть не менее 1,5 мм. Толщину стенки трубы под резьбой в плоскости торца трубы вычисляют по следующей формуле
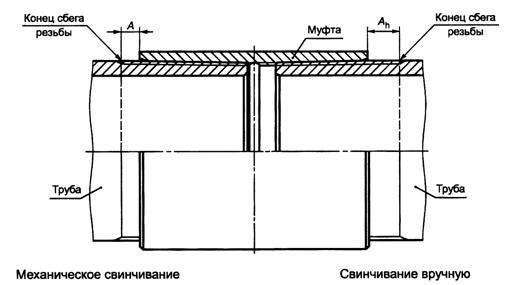
где tr - толщина стенки трубы под резьбой в плоскости торца трубы, мм, округленная до 0,1 мм; t - номинальная толщина стенки трубы, мм; D - номинальный наружный диаметр трубы, мм; d2 - внутренний диаметр резьбы в плоскости торца трубы, мм. Если расчетное значение tr менее или равно 1,5 мм, то минимальная толщина стенки трубы под резьбой в плоскости торца трубы должна быть не менее 1,5 мм. Если расчетное значение tr более 1,5 мм, то минимальная толщина стенки трубы под резьбой в плоскости торца трубы должна быть не менее расчетного значения. 5.2.5 Разностенность в плоскости торца специальных муфт не должна превышать 1,00 мм. 5.2.6 Оси резьбы обоих концов муфты должны совпадать. Предельное отклонение от соосности резьбы в плоскости торца муфты не должно превышать 0,75 мм, предельное отклонение от соосности резьбы на расстоянии 1 м от середины муфты не должно превышать 3,00 мм. 5.2.7 При свинчивании труб с муфтами вручную натяг Аh (расстояние от торца муфты до конца сбега резьбы на трубе) должен быть равен (14,0 ±3,0) мм (рисунок 5).
А - натяг при механическом свинчивании труб с муфтами; Ah - натяг при свинчивании труб с муфтами вручную Рисунок 5 - Схема свинчивания труб и муфт с резьбовым соединением ОТТМ При механическом свинчивании труб с муфтами натяг А должен быть не более 5,0 мм, т.е. торец муфты должен совпадать с концом сбега резьбы трубы или не доходить до него не более чем на 5,0 мм (рисунок 5).
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 2031; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.012 с.) |