Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изучение устройства и работы вертикально- - -сверлильного станка. Режущий инструметСодержание книги
Поиск на нашем сайте
1. ЦЕЛЬ РАБОТЫ: Изучить устройство и работу вертикально-сверлиль-ного станка, ознакомится с основными видами сверлильного инструмента и их применением.
2. КРАТКИЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
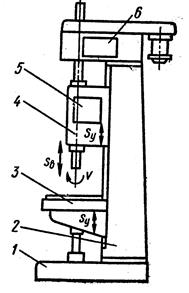
Сверление – распространенный метод получения отверстий в сплошном материале. Сверлением получают сквозные и несквозные (глухие) отверстия и обрабатывают предварительно полученные отверстия в целях увеличения их размеров, повышения точности и снижения шероховатости поверхности. Сверление осуществляют при сочетании вращательного движения инструмента вокруг оси (главного движения) и поступательного движения вдоль оси (движения подачи), т.е. оба движения на сверлильном станке сообщают инструменту. На рисунке 1 представлен общий вид вертикально-сверлильного станка. На фундаментной плите 1 смонтирована колонна 2. В верхней части колонны расположена коробка скоростей 6, через которую шпинделю с режущим инструментом сообщают главное вращательное движение. Движение подачи (поступательное вертикальное) инструмент получает через коробку подач 5, расположенную в кронштейне 4. Заготовку устанавливают на столе 3. Стол и кронштейн имеют установочные перемещения по вертикальным направляющим колонны 2. Совмещение оси вращения инструмента с заданной осью отверстия достигается перемещением заготовки.
Рисунок 1 - Общий вид вертикально-сверлильного станка
На сверлильных станках выполняют сверление, рассверливание, зенкерование, цекование, зенкование, нарезание резьбы и обработку сложных отверстий. Для одновременной обработки нескольких отверстий применяют многошпиндельные вертикально-сверлильные станки. Шпиндели на этих станках устанавливают в сверлильной головке в зависимости от расположения отверстий в заготовке. Обработка заготовок на сверлильных станках проводится сверлами, зенкерами, развертками, метчиками и комбинированными инструментами. Сверла
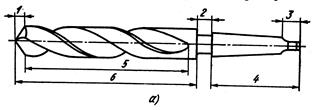
Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент - спиральное сверло (рисунок 2, а), состоящее из рабочей части 6, шейки 2, хвостовика 4 и лапки 3. В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя. Сверлами проводят сквозное сверление (рисунок 2, б) и рассверливание (рисунок 2, в).
Рисунок 2 - Спиральное сверло: а – общий вид; б – сквозное сверление; в – рассверливание
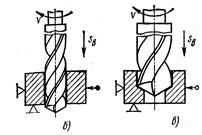
Сверлением обрабатывают отверстия диаметром до 80 мм, причем сверлят диаметры до 30 мм, а большие рассверливают после предварительного сверления. Сверление применяется как предварительная обработка при изготовлении точных отверстий. Имеются сверла специальных конструкций. Центровочные сверла (рисунок 3, а) предназначены для формирования углублений с торца валов, с помощью этих углублений заготовка устанавливается на центрах станка. Отверстия протяженностью более 3…5 диаметров являются глубокими, поэтому для их обработки нужны специальные сверла для глубокого сверления: шнековые (рисунок 3, б), специальные ружейные одно- и двустороннего резания (рисунок 3, в) и кольцевого сверления (рисунок 3, г).
Рисунок 3 - Специальные сверла: а – центровочное; б – шнековое; в – ружейное; г – кольцевого сверления
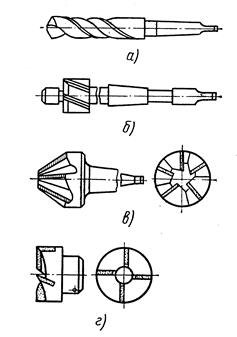
Зенкеры Зенкерами обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. В отличие от сверл зенкеры снабженытремя или четырьмя главными режущими кромками и не имеют поперечной кромки. По виду обрабатываемых поверхностей зенкеры бывают цилиндрические (рисунок 4, а, б), конические (рисунок 4, в) и торцевые (рисунок 4, г). По конструкции зенкеры различают цельные, насадные и с припаянными твердосплавными пластинками. Зенкеры обеспечивают более высокую точность и производительность, чем спиральные сверла.
Рисунок 4 - Зенкеры: а, б – цилиндрические; в – конический; г - торцовый
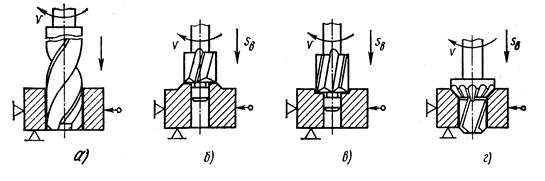
Зенкерами на сверлильных станках проводят следующие работы: - зенкерование – обработка предварительного полученных отверстий для придания им правильной геометрической формы, повышение точности и снижения шероховатости (рисунок 5, а); - цекование – обработка торцовой поверхности отверстия торцовым зенкером для достижения перпендикулярности плоской торцовой поверхности к его оси (рисунок 5, б); - зенкование – получение в имеющихся отверстиях цилиндрических или конических углублений под головки винтов, болтов, заклепок и др. деталей. На рисунке 5, в показано зенкование цилиндрического углубления цилиндри-ческим зенкером (зенковкой); - обработка отверстий сложного профиля проводится с помощью комбинированного инструмента. На рисунке 5, г показан комбинированный зенкер для обработки двух поверхностей: цилиндрической и конической.
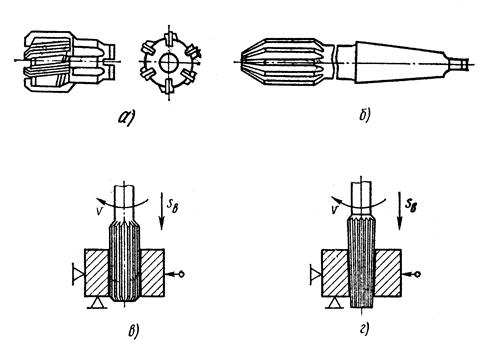
Рисунок 5 - Обработка заготовок зенкерами: а – зенкерование; б – цекование; в – зенкование; г – обработка отверстий сложного профиля Развертки Развертки (рисунок 6, а, б) представляют собой многолезвийный инструмент для окончательной обработки отверстий, они снимают малый слой (припуск) металла, поэтому обеспечивают высокую точность. Развертки имеют 6-12 главных режущих кромок. Как и зенкеры, развертки подразделяют по виду обрабатываемых поверхностей на цилиндрические и конические, а по конструкции - на цельные, со вставными зубьями и насадные. Развертывание (рисунок 6, в, г) проводится, как правило, после зенкерования для получения высокой точности и качества поверхности.
Рисунок 6 - Развертки: а, б – общий вид цилиндрической и конической разверток; в, г – развертывание
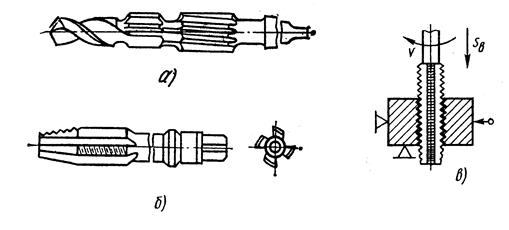
Метчики Метчики (рисунок 7, а) служат для нарезания резьбы в отверстиях (рисунок 7, в). Метчик представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки. Метчик закрепляют в специальном патроне, чтобы нарезать правильную резьбу и избежать поломки инструмента. В крупносерийном и массовом производствах широко применяются комбинированные метчики (рисунок 7, б).
Рисунок 7 - Метчики: а, б – общий вид обычного и комбинированного метчика; в – нарезание резьбы
Для изготовления режущего инструмента, предназначенного для сверлильного станка, применяют различные материалы. Наиболее часто для сверл, зенкеров, разверток и метчиков используют следующие материалы: - углеродистые инструментальные стали (У10-У13); - легированные инструментальные стали (6ХС-9ХС,ХВСГ, В1и др.); - быстрорежущие стали (Р6М5, Р6М3, Р12, Р12Ф3, Р12Ф4К5 и др.).
3. НЕОБХОДИМЫЕ ПРИБОРЫ, ОБОРУДОВАНИЕ И МАТЕРИАЛЫ
3.1. Вертикально-сверлильный станок. 3.2. Сверлильный инструмент (сверла, зенкеры, развертки, метчики).
4. МЕТОДИЧЕСКИЕ УКАЗАНИЯ И СОДЕРЖАНИЕ ОТЧЕТА
4.1. Изучить устройство и работу вертикально-сверлильного станка. Привести общий вид вертикально-сверлильного станка. 4.2. Зарисовать спиральное сверло и отметить его части и элементы. 4.3. Привести классификацию сверлильного инструмента и зарисовать схемы обработки заготовок на вертикально-сверлильном станке. 4.4. Указать материалы, применяемые для изготовления сверлильного инструмента.
5. РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
5.1. Технология конструкционных материалов: Учебник для студентов машиностроительных ВУЗов / А.М. Дальский, Т.М. Барсукова, Л.Н. Бухаркин и др.; Под общ. ред. А.М. Дальского. – 5-е изд., испр. – М. Машиностроение, 2009. – 511 с. 5.2. Фетисов, Г.П. Материаловедение и технология металлов: Учеб. для ВУЗов по машиностроительным специальностям / Г.П. Фетисов, М.Г. Кафпман, В.М. Матюнин и др. – М.: Высш. шк., 2009. – 637 с. Лабораторная работа № 12
|
||||
|
|
Последнее изменение этой страницы: 2016-12-15; просмотров: 567; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.15.241.87 (0.006 с.) |