Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Связь между диаграммами состояния и технологическими свойствами сплава.Содержание книги
Поиск на нашем сайте
Диаграммой состояния называется графическое изображение, показывающее фазовый состав сплавов в зависимости от температуры и концентрации химических компонентов в условиях равновесия. Фазой называется однородная часть системы, отделенная от других частей поверхностью раздела, при переходе через которую свойства сплава изменяются скачкообразно. На рис. 1.9 изображена диаграмма состояния железоуглеродистых сплавов, имеющая большое практическое значение. Структурные составляющие железоуглеродистых сплавов. В зависимости от температуры и концентрации углерода железоуглеродистые сплавы имеют следующие составляющие. Аустенит - твердый раствор углерода в Феррит - твердый раствор углерода в Цементит - химическое соединение железа с углеродом Fe3C (6,67 % С); ферромагнитен до температуры Кюри 210 °С, имеет высокие твердость и хрупкость. Перлит - механическая смесь (эвтектоид) феррита и цементита, образующаяся при эвтектоидном распаде аустенита (0,8 % С); сталь, имеющая структуру перлита, ферромагнитна, обладает повышенными прочностью и твердостью. Ледебурит (4,3 % С) - механическая смесь (эвтектика) аустенита и цементита; ниже температуры 727 °С аустенит превращается в перлит, при этом образуется смесь перлита и цементита - превращенный ледебурит. Графит - углерод в свободном состоянии, образующийся в чугунах в результате распада цементита при медленном охлаждении. Графит немагнитен, мягок, имеет низкую прочность. Диаграмма состояния железоуглеродистых сплавов. Основные свойства сплава определяются содержанием углерода. Взаимодействие углерода с На диаграмме состояния железо- углерод (см. рис. 1.9) линия ABCD – линия ликвидуса, выше нее сплав находится в жидком состоянии; линия AECF – линия солидуса, ниже нее сплав находится в твердом состоянии. При температурах соответствующих линии AECF, заканчивается первичная кристаллизация. В точке С при концентрации углерода 4,3 % образуется эвтектика, которая носит название ледебурит. Линия PSK - линия эвтектоидного превращения, на которой заканчивается процесс вторичной кристаллизации. Линия PS - линия нижних критических точек А1. Линия GSE - начало процесса вторичной кристаллизации твердого раствора. Линия GS ~ линия верхних критических точек А3, она показывает температуру начала выделения феррита из аустенита. Линия SE - линия верхних критических точек Ат, она показывает температуру начала выделения вторичного цементита и является линией, определяющей предельную растворимость углерода в аустените. Сплавы, содержащие до 2,14 % С, условно называют сталями, более2,14 % С - чугунами. Сталь, содержащая0,8 % С, называется эвтектоидной; сталь, содержащая менее 0,8 % С, - доэвтектоидной, сталь, содержащая более 0,8 % С, -заэвтектоидной. Термическая обработка заключается в нагреве сплавов до определенных температур, выдержке их при этих температурах и последующем охлаждении с различной скоростью. При этом изменяются структура сплава, а следовательно, и его свойства. Изменяя скорость охлаждения, можно получить различные физико-механические свойства и структуры железоуглеродистых сплавов. Основные виды термической обработки - отжиг, нормализация, закалка и отпуск. Отжиг - нагрев доэвтектоидной стали выше точки А3, заэвтектоидной - выше точки Аm, с последующим охлаждением вместе с печью. После полного отжига структура сплава состоит из феррита и перлита (доэвтектоидные стали). Отжиг снимает внутреннее напряжение, снижает твердость, повышает пластичность, улуч Нормализация - нагрев выше точки А3, охлаждение на воздухе; нормализация приводит к измельчению зерна и повышению прочности. Закалка - нагрев выше точки Аз, быстрое охлаждение в воде или масле; повышает твердость и прочность, снижает пластичность. Регулируя скорость охлаждения стали из аустенитного состояния,- можно получать различные структуры: мартенсит, троостит, сорбит, перлит. Отпуск - нагрев ниже точки А1 и медленное охлаждение; его применяют как сопутствующую операцию после закалки для получения более устойчивых структур. Высокий отпуск (нагрев до температуры 700 °С) применяют для повышения пластичности и обрабатываемости при небольшом снижении прочности закаленной стали; низкий отпуск (нагрев до температуры 250 °С) применяют для повышения вязкости закаленной стали при сохранении прочности.
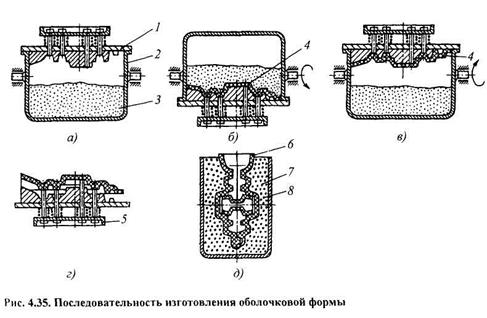
Вопрос №10. Литье в оболочковые формы. Сущность литья в оболочковые формы заключается в изготовлении отливок путем заливки расплавленного металла в разовую тонкостенную разъемную литейную форму, изготовленную из песчаносмоляной смеси с термореактивным связующим по металлической нагреваемой модельной оснастке, с последующим затвердеванием залитого расплава, охлаждением отливки в форме и выбивкой ее из формы. Отличительными особенностями способа являются: -малая интенсивность теплообмена между отливкой и формой; - использование песчано-смоляной смеси с высокой подвижностью для получения четкого отпечатка модели; -применение термореактивных смол в качестве связующих для получения тонкостенных форм с высокой прочностью и повышенной размерной точностью полости формы; -использование мелкозернистого огнеупорного материала для получения поверхностного слоя отливок с малой шероховатостью. Оболочковые формы (разъемные, тонкостенные) изготовляют следующим образом. Металлическую модельную плиту, нагретую до температуры 200…250°С, покрывают разделительным составом из термостойкого каучука, закрепляют на опрокидывающемся бункере (рис. 4.35, а) с формовочной смесью 3 и поворачивают его на 180° (рис. 4.35, б). Формовочная смесь, состоящая и мелкозернистого кварцевого песка (93…96 %) и термоактивной смолы ПК-104(4... 7 %), насыпается на модельную плиту и выдерживается 10... 30 с. От теплоты модельной плиты термоактивная смола в пограничном слое переходит в жидкое состояние, склеивает песчинки с образованием песчано-смоляной оболочки толщиной 5... 20 мм в зависимости от времени выдержки.
Бункер возвращается в исходное положение (рис. 4.35, в), излишки формовочной смеси ссыпаются на дно бункера, а модельная плита с полутвердой оболочкой 4 снимается с бункера и нагревается в печи при температуре 300... 350 °С в течение 1... 1,5 мин, при этом термоактивная смола переходит в твердое необратимое состояние. Отвердевшая оболочка снимается с модели специальными толкателями 5 (рис. 4.35, г). Аналогично изготовляют и вторую полуформу. Готовые оболочковые полуформы склеивают быстротвердеющим клеем на специальных прессах, предварительно установив в них литейные стержни, или скрепляют скобами. Кроме оболочковых форм этим способом изготовляют оболочковые стержни, используя металлические нагреваемые стержневые ящики. Оболочковые формы и стержни изготовляют на одно- и многопозиционных автоматических машинах и автоматических линиях. Заливка форм проводится в вертикальном или горизонтальном положении. При заливке в вертикальном положении литейные формы 6 помещают в опоки-контейнеры 7 и засыпают кварцевым песком или металлической дробью 8 (рис35, д) для предохранения от преждевременного разрушения оболочки при заливке расплава. Выбивку отливок осуществляют на специальных выбивных или вибрационных установках. При очистке отливок удаляют заусенцы, зачищают на шлифовальных кругах места подвода питателей. А затем их подвергают дробеструйной обработке. Литье в оболочковые формы обеспечивает высокую геометрическую точность отливок, так как формовочная смесь, обладая высокой подвижностью, дает возможность получать четкий отпечаток модели. Точность отпечатка не нарушается потому, что оболочка снимается с модели без расталкивания. Повышенная точность формы позволяет в ~2 раза снизить припуски на механическую обработку отливок. Применяя мелкозернистый кварцевый песок для форм, можно снизить шероховатость поверхности отливок. Высокая прочность оболочек позволяет изготовлять формы тонкостенными, что значительно сокращает расход формовочных материалов. В оболочковых формах изготовляют отливки с толщиной стенки 3... 15 мм и массой 0,25...100 кг для автомобилей, тракторов, сельскохозяйственных машин из чугуна, углеродистых сталей, сплавов цветных металлов.
Вопрос №11.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-14; просмотров: 279; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.129.141 (0.009 с.) |

 -железе с предельной концентрацией углерода 2,14 % при температуре 1147 °С; с понижением температуры до 727 °С концентрация углерода уменьшается до 0,8 %; сталь со структурой аустенита имеет высокие пластичность и вязкость. Аустенит немагнитен (
-железе с предельной концентрацией углерода 2,14 % при температуре 1147 °С; с понижением температуры до 727 °С концентрация углерода уменьшается до 0,8 %; сталь со структурой аустенита имеет высокие пластичность и вязкость. Аустенит немагнитен ( -железе с предельной концентрацией углерода 0,02 % при температуре 727 °С; сталь со структурой феррита ферромагнитна вплоть до температуры Кюри 770 °С, имеет малую твердость и высокую пластичность (
-железе с предельной концентрацией углерода 0,02 % при температуре 727 °С; сталь со структурой феррита ферромагнитна вплоть до температуры Кюри 770 °С, имеет малую твердость и высокую пластичность ( шает обрабатываемость, устраняет химическую неоднородность. Неполный отжиг - нагрев выше точки Ah но ниже А3; происходит неполная фазовая перекристаллизация.
шает обрабатываемость, устраняет химическую неоднородность. Неполный отжиг - нагрев выше точки Ah но ниже А3; происходит неполная фазовая перекристаллизация.