
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технико-экономический анализ разработанного технологического процессаСодержание книги
Поиск на нашем сайте
Экономическую оценку технологического процесса механообработки можно провести по следующей приближённой методике. Себестоимость изготовления одной детали или штучная себестоимость находится по формуле
где a – сумма всех текущих расходов, приходящихся на одну деталь; b – единовременные расходы на изготовление заданного количества деталей; N – количество изготовленных деталей (в год). Себестоимость заданной партии деталей (годовой программы)
Текущие расходы определяются тремя составляющими
где m – расходы на материалы и технологическое топливо, Единовременные расходы b определяются из уравнения
где Cн – заработная плата наладчиков оборудования; i – стоимость специальной оснастки (штампов, пресс-форм, специальных приспособлений и инструментов), потребной для выполнения заданного количества деталей; k – коэффициент, учитывающий срок службы оснастки и расходы на её эксплуатацию. Зарплата наладчиков (без учёта начислений)
где Tп.з – норма подготовительно-заключительного времени; tн – часовая зарплата наладчика; r – число переналадок станка в рассматриваемый период времени (например, в год).
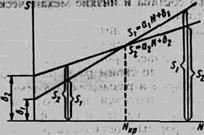
Экономическую оценку двух вариантов технологического процесса механообработки для принятия того или другого в производство можно осуществить, построив график (рис. 16.1) по двум уравнениям:
Рис. 16.1. Графический способ определения экономической эффективности технологического процесса
При годовом выпуске N < N кр (N кр – критическая партия обрабатываемых деталей) экономически целесообразным будет 1-й вариант, так как S 1< S 2. При годовой программе выпуска N > N кр целесообразно принять 2-й вариант технологического процесса, так как S 2< S 1. Размер критической партии N кр находится по формуле
При N = N кр оба варианта технологического процесса экономически равноценны.
17. Пример оформления задания на курсовой проект и титульный лист на технологический процесс
ПЕРМСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ТКА
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к курсовому проекту по технологии летательных аппаратов
на тему:. Проект участника механического цеха. . по изготовлению двойного зубчатого колеса.. .. Проект выполнил () Руководитель проекта () Консультатнт по органи- зационно-экономической части ()
ПЕРМСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ Кафедра ТКА
ЗАДАНИЕ
На курсовой проект по технологии летательных аппаратов
Тема: Проект участка по изготовлению детали/сборки наименование___________ . двойного зубчатового колеса. Студенту (ке) Васильеву И.И.. группы РКТ 00-1. ИСХОДНЫЕ ДАННЫЕ К ПРОЕКТУ:
1. Годовая программа 1500 шт.. 2. Режим работы 2-сменный, 5-дневная рабочая неделя.
ПЕРЕЧЕНЬ ОСНОВНЫХ РАБОТ:
1. Выбрать наиболее рациональный вид и конструкцию заготовки. 2. Рассчитать припуски и межоперационные размеры расчетно-аналити-ческим методом на две поверхности детали d148-0,05 и 20-0,5, на остальные поверхности - назначить по нормалям. 3. Разработать карту заготовки. 4. Разработать маршрутный план обработки с эскизами. 5. Разработать подробные операционные карты с расчетом режимов обработки и норм времени на операции: а) токарно-револьверную;. б) зубодолбежную;. в) шлифовальную;. г) электрохимическую.. 6. Разработать карту технического контроля. 7. Спроектировать приспособление для операции зубодолбежной. 8. Спроектировать измерительный инструмент стенкомер. 9. Спроектировать режущий инструмент долбяк. 10. Разработать конструкцию механизированной или автоматизированной оснастки, или РТК и чертеж наладки на станок с ПУ.
11. Разработать планировку производственного участка. 12. Разработать пояснительную записку с необходимыми расчетами, пояснениями, обоснованиями и т.д.
ПЕРЕЧЕНЬ ГРАФИЧЕСКИХ РАБОТ:
1. Чертеж детали 2. Чертеж заготовки 3. Чертеж наладок на операции токарно-револьверную,. зубошлифовальную, электрохимическую. 4. Чертеж приспособления 5. Чертежи режущего и измерительного инструментов 6. Планировка участка
Руководитель проекта ______________
ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ ПРОЕКТА:
Обосновать технико-экономическую целесообразность выбранной заготовки или варианта выполнения одной из операций обработки.
Консультант по экономической части проекта ______________ Дата выдачи задания «5» сентебря 2010 г.
Срок защиты проекта «10» декабря 2010 г.
Подпись студента _____________
ПЕРМСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ТКА
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Обработки детали Двойного зубчатого колеса. . Выполнил (___________) Руководитель проекта (___________)
2010 г. 18. Общие требования к выполнению технологической документации
Наиболее важные общие требования к выполнению технологической документации, исходя из требований стандартов ЕСТД и требований учебно-методического плана, состоят в следующем. Текст технологических документов необходимо выполнять машинописным способом (высота букв и цифр по ГОСТ 2.304-81 ЕСКД «Шрифты чертежные» не менее 2,5 мм). Единицы измерения и их обозначения должны соответствовать установленным в стандартах. Размерные характеристики и обозначение обрабатываемых поверхностей следует указывать арабскими цифрами. Для обозначения позиций и осей допускается применять римские цифры. Запись информации в документах следует производить в технологической последовательности выполнения операций, переходов, приемов работы физических и химических процессов построчно с привязкой к соответствующим служебным символам. Правила и порядок применения служебных символов регламентируются ГОСТ 3.1118-82 и дополнительно для ГТП ГОСТ 3.1121-84. Правила записи содержания операции и переходов при обработке резанием приведены в ГОСТ 3.1702-79 ЕСТД «Правила записи операций и переходов. Обработка резанием», для других процессов – в соответствующих стандартах. Содержание переходов в документах следует записывать по всей длине строки с возможностью переноса информации на последующие строки. При указании технологической оснастки необходимо руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки, при этом информацию нужно записывать в следующей последовательности: приспособления; вспомогательный инструмент; режущий инструмент; слесарно-монтажный инструмент; средства измерения. Запись следует выполнять по всей длине строки с возможностью переноса информации на последующие строки. Информацию по каждому средству технологической оснастки нужно разделять точкой с запятой «;». Во всех документах содержание строк и граф, обведенных толстыми линиями, предназначено для обработки на ЭВМ.
Оформление маршрутной карты
Маршрутная карта при операционном описании технологического процесса (в этом случае на каждую операцию составляется ОК) играет роль сводного документа, в котором указывается адресная информация: номер цеха, участка, операции, наименование операции, технологическое оборудование, трудозатраты.
При маршрутном и маршрутно-операционном описании технологического процесса, когда на все операции или на часть их не разрабатываются операционные карты, МК является основным документом, в котором подробно описывается технологический процесс от начала до конца (если вообще отсутствуют ОК) или дается подробное описание тех операций, на которые не составляются ОК (рис. 18.1). ГОСТ 3.1118-82, форма 1
Рис. 18.1. Маршрутная карта (маршрутного описания технологического процесса)
Формы и правила оформления МК приведены в ГОСТ 3.1118-82, а основных надписей – в ГОСТ 3.1103-82 ЕСТД «Основные надписи». Последовательность заполнения информации по типам строк для каждой операции различных видов технологического процесса и различных видов его описания соответственно на МК разных форм приведена в табл. 3 ГОСТ 3.1118-82. Например, для маршрутного описания единичного технологического процесса с применением различных методов обработки на МК формы 1 и 5 (первый или заглавный лист) принята следующая очередность заполнения строк (обозначенных служебными символами): MO1, MО2, А, Б, О, Т (см. приложение I); на МК формы 1а, 1б, 5а (оборотная сторона и последующие листы) – А, Б, О, Т; для операционного описания тоге же процесса на МК тех же форм 1 и 5 – MО1, МО2, А, Б; на оборотной стороне и последующих листах МК - А, В (пример см. рис. 18.2). Строка с символом «MО1» содержит следующую информацию: наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби «/». Строка с символом «МО2» содержит информацию соответственно по графам: «Код» – код материала по классификатору; «ЕВ» – код единицы величины (массы, длины, площади и т.п.) детали, заготовки материала по классификатору СОЕВС (допускается указывать единицы измерения величины); «МД» – масса детали по конструкторскому документу; «ЕН» – единица нормирования, на которую установлена норма расхода материала или норма времени, например, 1, 10, 100; «Нрасх» – норма расхода материала; «КИМ» – коэффициент использования материала; «Код заготовки» – код заготовки по классификатору (допускается указывать вид заготовки – отливка, штамповка, поковка, прокат и т.п.); «Профиль и размеры» – профиль, размеры исходной заготовки; «КД» – количество деталей, изготовляемых из одной заготовки; «M3» – масса заготовки. В строке с символом «А» записывается информация соответственно по графам: «Цех» – номер (код) цеха, в котором выполняется операция; «Уч.»– номер (код) участка, конвейера, поточной машины и т.д.; «РМ» – номер (код) рабочего места; «Опер» – номер операции (процесса) в технологической последовательности изготовления или ремонта (включая контроль, перемещение и т.п.). Операции нумеруются числами ряда арифметической прогрессии со знаменателем 5 или 10 арабскими цифрами (5, 10, 15 и т.д. или 10, 20,30 т.д.). Допускается к числам слева добавлять нули (005, 010, 015 и т.д.); «Код, наименование операции» – код операции по классификатору технологических операций в машиностроении и приборостроении. Допускается код операции не указывать. Наименование операции записывается в соответствии с ГОСТами, отражающими правила записи операций и переходов при различных видах обработки или работ. Например, наименование операций обработки резанием должно отражать применяемый вид обработки и записываться именем прилагательнымв именительном падеже (за исключением операции «Галтовка») согласно приложению I и 2 ГОСТ 3.1702-79 (например, «Фрезерная», «Токарная», «Шлифовальная», «Кругло-шлифовальная», «Координатно-расточная», «Агрегатная», «Зубофрезная» и т.д.).
Наименование операций, связанных с выполнением слесарных и слесарно-сборочных работ, должно отражать действие и может записываться в сокращенной форме или полной. Наименование операции в сокращенной форме следует записывать именем существительным в именительном При наличии нескольких одинаковых по характеру обработки операций разницу между ними в наименовании следует отражать по другим признакам (например, «Токарная черновая», «Токарная чистовая», «Токарная обработка фланца», «Токарная обработка хвостовика предварительная» и т.д.); «Обозначение документа» – обозначение документов, инструкций по охране труда (ИОТ), применяемых при выполнении данной операции на данном предприятии, которые должны соответствовать требованиям стандартов CCБT санитарным нормам и правилам, другим нормативным и нормативно-техническим документам (НТД) по безопасности труда. Состав документов следует указывать через разделительный знак «;» с возможностью при необходимости, переноса информации на последующие строки. В строке со служебным символом «Б» записывается информация соответственно по графам: «Код, наименование оборудования» – код оборудования по классификатору, краткое наименование оборудования. Допускается взамен наименования оборудования указывать его модель. При использовании агрегатных и специальных станков дополнительно указывается их целевое назначение, например, «сверлильно-расточный»; «СМ» – степень механизации (код степени механизации). Обязательность заполнения графы устанавливается в отраслевых нормативно-технических документах; «Проф» – код профессии по классификатору ОКПДТР (Общесоюзный классификатор: профессия рабочих, должности служащих и тарифные разряды); «Р» – разряд работы по операции; «УТ» – код условий труда по классификатору ОКПДТР и код вида нормы. Допускается упрощенно записывать дробью: в числителе «СП.Н» или «СП.В» – сдельно-премиальная оплата соответственно при нормальных иливредных условиях труда, в знаменателе – вид нормы: «P», «О.С» или «X» – соответственно расчетная, опытно-статистическая или хронометражная; «КР» – количество исполнителей (рабочих), занятых при выполнении операции; «КОИД» – количество одновременно исполняемых (обрабатываемых, Примечание. При выполнении процесса перемещения следует указывать объем грузовой единицы – количество деталей в таре; «ЕН» – единица нормирования; «ОП» – объем произведенной партии в штуках. На стадиях разработки предварительного проекта и опытного образца допускается графу не заполнять. Примечание. При выполнении процесса перемещения в графе следует указывать объем транспортной партии, количество грузовых единиц, перемещаемых одновременно. «К шт» – коэффициент штучного времени при многостаночном обслуживании рабочим. При количестве обслуживаемых станков 1; 2; 3; 4; 5; 6; 7; 8; К шт равен соответственно – 1; 0,65; 0,48; 0,39; 0,35; 0,32; 0,3; 0,29; «К пз» – норма подготовительно заключительного времени на операцию, заполняется только в случае работы без наладчика в серийном производстве; «Тшт» – норма штучного времени на операцию. В строке со служебным символом "О" записывается содержание операции (перехода) по установленным соответствующими стандартами правилам записи операций и переходов, основные из которых приведены ниже в описании операционной карты. Запись информации следует выполнять в технологической последовательности по всей длине строки, с возможностью при необходимости переноса информации на последующие строки. При операционном описании технологического процесса на МК номера переходов проставляются в начале строк. Технологические режимы записываются (при необходимости) в последующей строке (строках) которой присваивается служебный символ «Р». В случае применения форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установок непосредственно на поле документа, взамен карты эскизов (КЭ). При этом всем строкам, занятым графическим изображением, присваивается служебный символ «О». В строке с символом «Т» записывается информация о применяемой на операций технологической оснастке по указанным раннее общим правилам. Здесь указываются код по классификатору или обозначение по стандарту (или шифр) и наименование оснастки, для лезвийных инструментов – марка материала их режущей части, для абразивных и других инструментов – их характеристика. ГОСТ 3.1118-82, форма 1
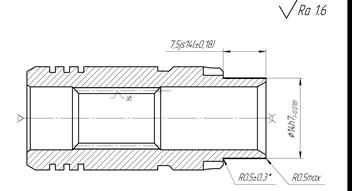
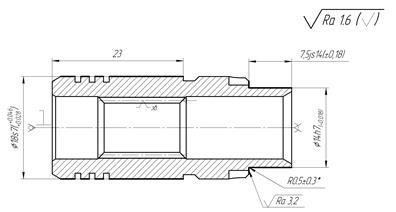
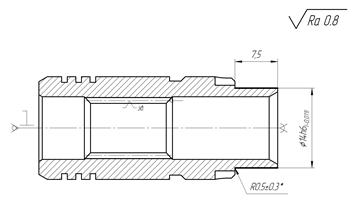
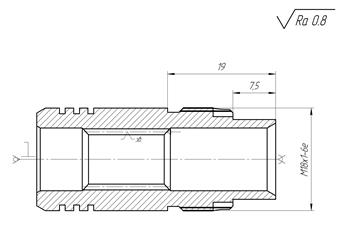
Рис. 18.2. Маршрутная карта (операционного описания технологического процесса) Пример маршрутного плана обработки с эскизами представлен на рис. 18.3, 18.4.
Рис. 18.3. Маршрутный план обработки с эскизами
Рис. 18.4. Маршрутный план обработки с эскизами Оформление операционной карты
Операционные карты заполняются по ГОСТ 3.1104-81 ЕСТД «Общие требования к формам, бланкам и документам», ГОСТ 3.1404-86 ЕСТД «Формы и правила оформления документов на технологические процессы и операции обработки резанием», ГОСТ 3.1702-79 и др. в соответствии с видом операции, а основные надписи – по ГОСТ 3.1103-82, как для МК. Например, на операциях обработки резанием применяется ОК по ГОСТ 3.1404-86. Первый илизаглавный лист – ОК может выполняться по-разному: с полем для эскизадетали (форма 2) или без поля для эскиза (форма 3), при этом эскиз детали выполняется на отдельной КЭ по ГОСТ 3.1105-84 ЕСТД «Формы и правила оформления документов общего назначения». Для последующих листов ОК применяется форма 2а. Номер и наименование операции выписываются из маршрутной карты. Остальные графы в заголовке заполняются в соответствии с их наименованием, как и в МК. Технологические и вспомогательные переходы записываются в последовательности их выполнения. Вся информация по содержанию операции заполняется построчно с очередностью служебных символов по ГОСТ 3.1118-82, например, при обработке резанием – О, Т, Р. Примеры оформления ОК приведены на рис. 18.5...18.7. В первой строке (строках), которая не обозначается служебным символов, записываются обозначения документов, инструкций по охране труда (ИОТ) по правилам, изложенным в ГОСТ 3.1120-83 ЕСТД «Общие правила отражения и оформления требований безопасности труда в технологической документации». В случае необходимости допускается текстовая запись требований техники безопасности. В строке «О» записываются номер и содержание перехода. Переходы нумеруются числами натурального ряда арабскими цифрами (1, 2, 3 и т.д.). В содержание переходов должно быть включено: · ключевое слово, характеризующее принцип установки детали, метод сборки или обработки и выраженное глаголом в неопределенной форме («установить деталь», «точить», «сверлить» ит.д.); · наименование технологической базы, обрабатываемой поверхности конструктивных элементов или предметов производства (например, «цилиндр», «отверстие», «торец», «заготовка», «сборочная единица» и т.п.); · информация по размерам или их условным обозначениям номерами, обведенными окружностью диаметром 6-8 мм, или без окружности (например, «размер 2»); дополнительная информация, характеризующая количество одновременно или последовательно обрабатываемых поверхностей, характер обработки (например, «Сверлить 3 отверстия одновременно», «Точить поверхность 5 до размера . ГОСТ 3.1404-86, форма 3
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-09; просмотров: 411; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.128.197.182 (0.016 с.) |

 ,
, .
. ,
, ; qm, q о – массы расходуемого материала и утилизируемых отходов соответственно, кг; Cm, Cо – цена 1 кг материала и отходов соответственно, руб.; З – расходы на зарплату основным рабочим и начислений на нее (по социальному страхованию и на оплату отпусков): без учета начислений
; qm, q о – массы расходуемого материала и утилизируемых отходов соответственно, кг; Cm, Cо – цена 1 кг материала и отходов соответственно, руб.; З – расходы на зарплату основным рабочим и начислений на нее (по социальному страхованию и на оплату отпусков): без учета начислений  , где t шт – норма штучного времени; t – тарифная ставка по данной квалификации (разряду) и профессии; n – число операций; p – рабочие (накладные) расходы текущего характера, к которым относятся амортизационные отчисления по оборудованию, расходы на освещение, отопление, режущий и измерительный инструмент общего назначения, расходы на содержание административно-управленческого аппарата и подсобных рабочих и т.д. Они начисляются в % к основной зарплате или рассчитываются отдельно по каждой статье расходов.
, где t шт – норма штучного времени; t – тарифная ставка по данной квалификации (разряду) и профессии; n – число операций; p – рабочие (накладные) расходы текущего характера, к которым относятся амортизационные отчисления по оборудованию, расходы на освещение, отопление, режущий и измерительный инструмент общего назначения, расходы на содержание административно-управленческого аппарата и подсобных рабочих и т.д. Они начисляются в % к основной зарплате или рассчитываются отдельно по каждой статье расходов. ,
, ,
, ,
,  .
.
 .
.
 28,5-0,1 предварительно», «Фрезеровать фасонную
28,5-0,1 предварительно», «Фрезеровать фасонную


