Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Фрезерно-центровочная операция.Содержание книги
Поиск на нашем сайте Оборудование: фрезерно-центровочный станок XZK8230-3000 с ЧПУ. Приспособления: призма. Инструмент: центровочное сверло, фреза торцевая.
А. Установить заготовок-штамповку в призме.
Токарная операция. Оборудование: Токарный станок с ЧПУ с противошпинделем US300TSMY. Приспособления: центр вращающийся. Инструмент: проходной отогнутый, проходной упорный, подрезной, отрезные. А. Установить заготовку в центрах вращаются.
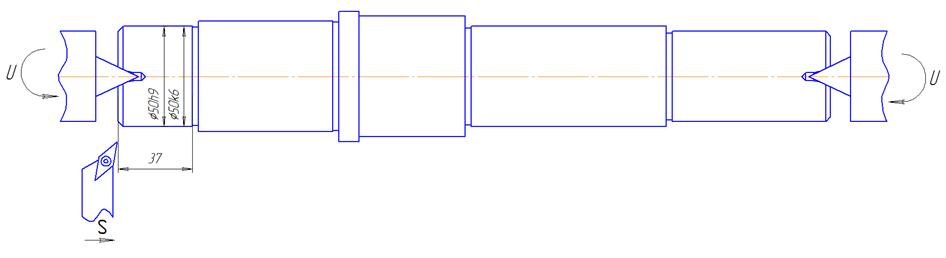
4,4. Поверхность от Ø 55 мм до Ø 50h9 мм на длину 40 мм.
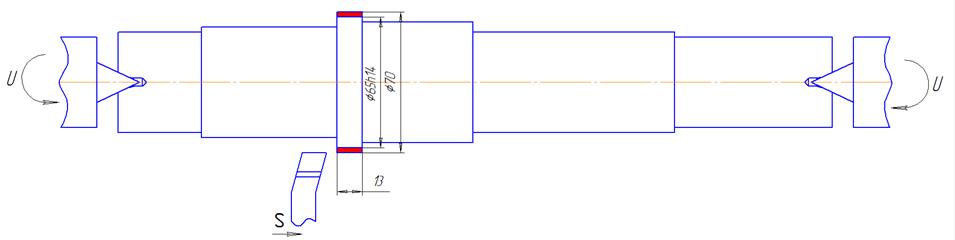
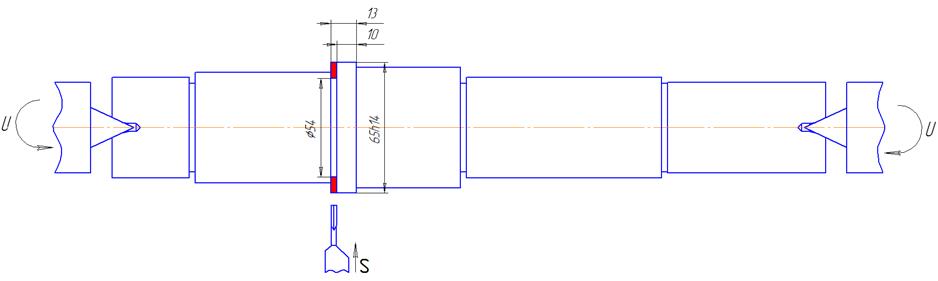
6. Точить поверхность от Ø 70 мм до Ø 65h14 мм на длину 13 мм.
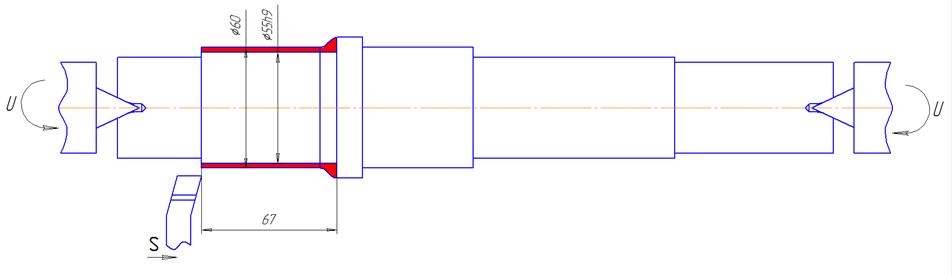
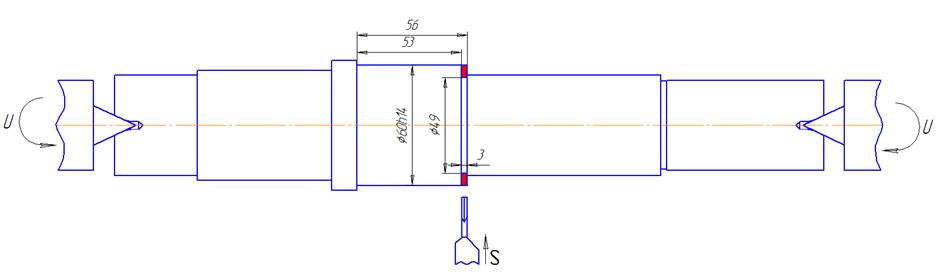
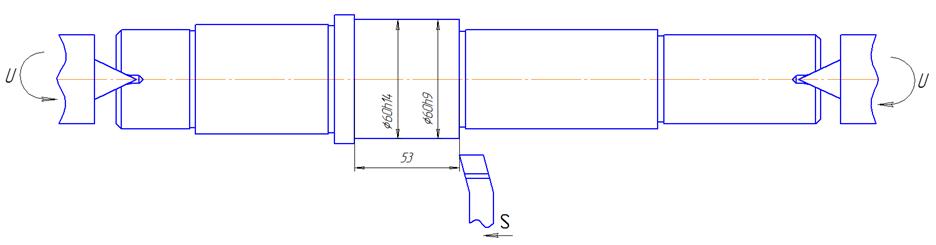
8. Точить канавку на 3 мм из Ø 60 мм на длину 56 мм.
10. Точить канавку на 3 мм из Ø 65h14 мм на длину 13 мм.
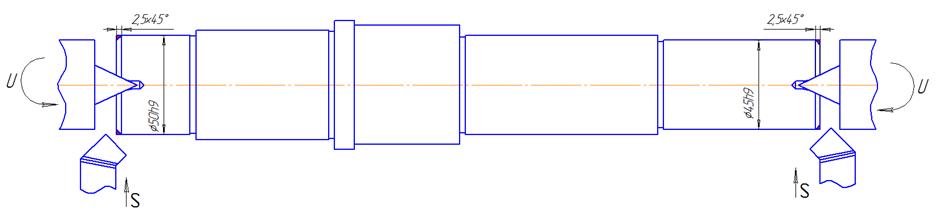
Оборудование: Токарный станок с ЧПУ с противошпинделем US300TSMY. Приспособления: центр вращающийся. Инструмент: пластина, подрезные торцевые, проходные отогнутые. 10,11. Точить фаску 2,5х45° на диаметр Ø 50h9 мм и Ø 45h9 мм.
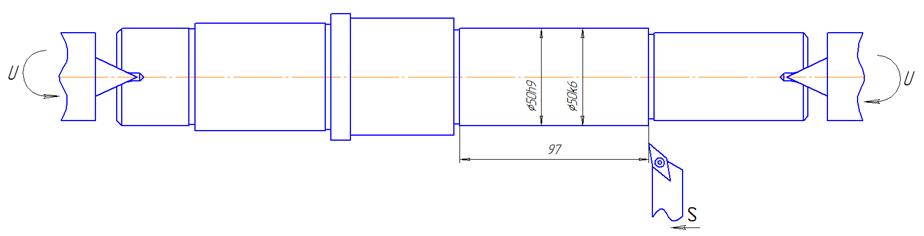
Длдлд14. Точить поверхность от Ø 50h9 мм до Ø 50k6 мм на длину 97 мм.
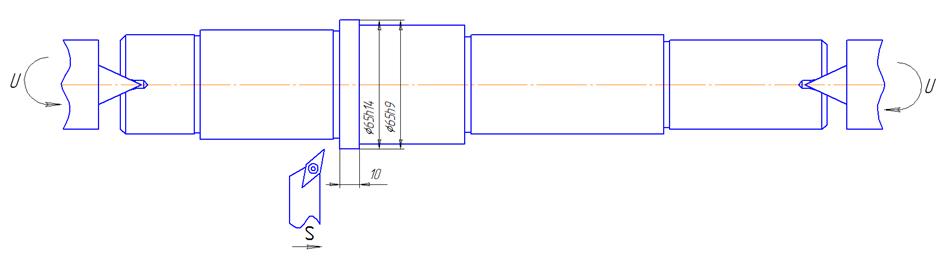
16. Точить поверхность от Ø 65h14 мм до Ø 65h9 мм на длину 10 мм.
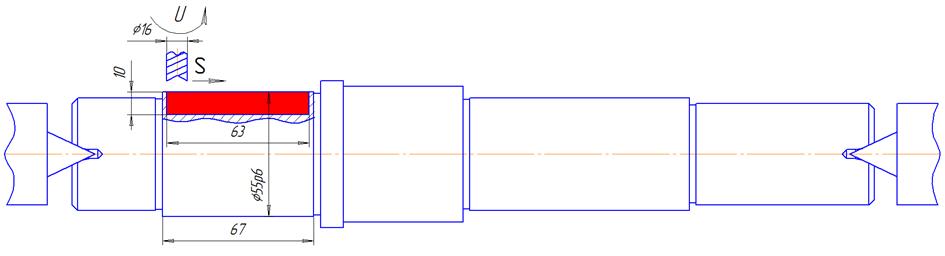
Оборудование: Токарный станок с ЧПУ с противошпинделем US300TSMY. Приспособления: центр невращающийся. Инструмент: фрезы шпоночные, спиральное сверло. 18. Фрезеровать закрытый паз Ø 55p6 мм из шпоночного фреза Ø16х10 на длину 63 мм.
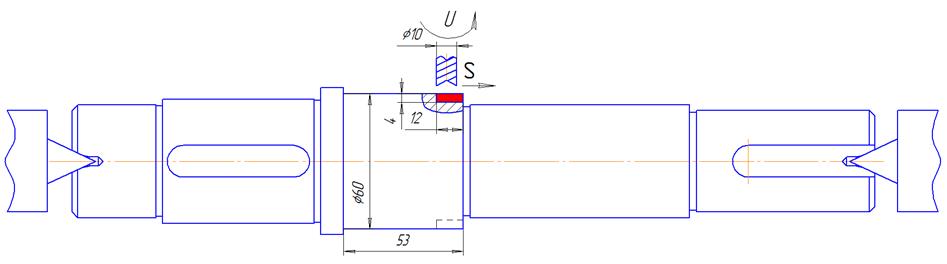
20, 21. Фрезеровать двойную открытую пазу Ø 60 мм из шпоночного фреза Ø10х4 на длину 12 мм.
Расчет припусков на обработку. Суммарное пространственное отклонение исходной заготовки рассчитывают по формуле. Ø50k6 1. ρ0 = где ρкор= 1 мм, тогда ρц= 0,25 * 2. ρ1=0,06*ρ0 = 37,74 мкм, ρ2=0,05*ρ1 = 1,887 мкм, ρ3=0,04*ρ2 = 0,075 мкм, ρ4=0,03*ρ3 = 0,002 мкм. 3. 2П1 ном=2(RZ0 + Т0деф + ρ0)+Т0 – Т1 =2(240+250+622)+620-350=2494, мкм 2П2 ном=2(RZ1+ Т1деф + ρ1)+Т1– Т2 =2(60+50+37,74)+350-250=395,48, 2П3 ном=2(RZ2+ Т2деф + ρ2)+Т2– Т3 =2(20+25+1,887)+250-22=320,36, 2П4 ном=2(RZ3+ Т3деф + ρ3)+Т3– Т4 =2(6,3+15+0,075)+22-19=45,74. 4. 2ПΣ=2П1 ном+2П2 ном+2П3 ном+2П4 ном=3219,58 мкм, Следовательно максимальный припуск на обработку составляет 2ПΣ = 3,219 мм.
Для изготовления изделия применяют качественную углеродистую сталь 45 ГОСТ 1050 – 88, поскольку ее характеристики полностью удовлетворяют все требованиям обработки и эксплуатации изделия. Качественные углеродистые стали выполняют в электропечах, кислородных конвертах и мартеновских печах по ГОСТ 1050-88. Качественные стали поставляют по химическому составу и механическим свойствам. К качественным сталям предъявляют более жесткие требования по содержанию вредных примесей (серы не более 0,04%, фосфора не более 0,0035%).
2.8 Выбор и характеристика оборудования. Токарный станок с ЧПУ с противошпинделем модели US-300TSMY Рис. 2 Токарный станок
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА Зона обработки Наибольший диаметр обрабатываемой заготовки основным шпинделем …………………….450 мм Наибольший диаметр обрабатываемой заготовки субшпинделем ………..……………………375 мм Наибольшая длина обрабатываемой детали ………………..……………………………………610 мм Основной шпиндель Максимальная частота вращения шпинделя ………………..………………………...……3500 об/мин Диаметр отверстия в шпинделя …………….………………………………………………………86 мм Диаметр отверстия в шпинделе при использовании барфидера …………………………………75 мм Диаметр гидравлического патрона ………………………………………………….......…..……250 мм Мощность главного двигателя …………………….………………………………...……….15/18,5 кВт Конус шпинделя ………………………………………………………………………………………A2-8 Субшпиндель Максимальная частота вращения шпинделя ………………………………..…………...…6000 об/мин Диаметр отверстия в шпинделе …………………………………………………...………………..56 мм Диаметр отверстия в шпинделе при использовании барфидера …………………………………45 мм Мощность главного двигателя ……………………………………….………………...……..5,5/7,5 кВт Диаметр гидравлического патрона ……………………………………………...………………..150 мм Конус шпинделя ………………………………………………………………………………………A2-5 Перемещения Перемещение по оси Х …………………………………………………………………………….275 мм Перемещение по оси Z ……………………....…………………………………………………….750 мм Перемещение по оси B …………………………………………………………………………….660 мм Перемещение по оси Y……………………………………………………………………………. ±50 мм Подачи Ускоренное перемещение по оси X …………………………………………………………….20 м/мин Ускоренное перемещение по оси Z …………………………………………………………….24 м/мин Ускоренное перемещение по оси B …………………………………………………………….24 м/мин Ускоренное перемещение по оси Y …………………………………………………………….10 м/мин
Количество позиций револьверной головки ………………………………….……...……………12 шт Сечение резца ………………………………………….......……………………………………VDI40 мм Мощность привода оси «С» ……………………………….…………...………………………3/3,7 кВт Максимальная скорость вращения инструмента ………………………………...…..4000/5000 об/мин Угол индексации оси «С» …………………………………………....………………...………0,015 град Точность Точность позиционирования …………………………………………….………………...…..±0,005 мм Повторяемость ………………………………………...…………………………………………0,005 мм Масса и габариты Масса станка ………...……….…………………………………………………………………….6500 кг Длина …………………….…………………………...……………………………………………3500 мм Ширина ………………………………………………………………………...………………….2000 мм Высота ………………………………………….………………………………………….………1800 мм
Фрезерно-центровальный станок XZK8230-3000 с ЧПУ
Рис. 3 Фрезерно-центровальный станок
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА Размер обрабатываемой детали Диаметр обработки × Длина обработки …………………………………………………Ø300×3000 мм Область обработки Макс. диаметр фрезеруемого торца ………………………………………….......……………..Ø300 мм Диаметр отверстия ……………………………………………………………….……...Ø5.3/6.3/8/10 мм Макс. длина детали………………………………………………………….…………………….2700 мм Мин. длина детали………………………………………………...…..……………………………350 мм Расстояние от осевой линии сверлильного и фрезерного шпинделей до поверхности направляющих………………………….…………………………………..……………………….400 мм Расстояние между сверлильным и фрезерным шпинделями…………………...……………….350 мм Расстояние от сверлильного и фрезерного шпинделей до пола………………………………..1200 мм Диаметр зажима ………………………………………………………………..………...Ø200 - Ø350 мм Диаметр зажима поддерживающих суппортов с V-образными зажимами …….……..Ø220- Ø320 мм
Контроль скорости фрезерного шпинделя (коробкой скоростей) - бесступенчато (частотным преобразователем двигателя) – опция
Диапазон подач сверлильного и фрезерного шпинделей…………….0.03-0.1 (бесступенчато) м/мин Макс. ход фрезерного шпинделя…………………………………………………………..………345 мм Макс. ход сверлильного шпинделя……………………….…………………………………….…..45 мм Макс. припуск на обработку при фрезеровании (на одну сторону) …………………………...8-10 мм Диаметр фрезы ……………………………………………………………………….…………..Ø350 мм Ускоренная подача сверлильного шпинделя, суппорта и тисков ……..……………………..2.5 м/мин Суммарная мощность двигателей ……………………………………….……………………...…28 кВт Мощность двигателя фрезерного шпинделя ……………………………………...…………...11×2 кВт Мощность двигателя сверлильного шпинделя ………………………………………………….3×2 кВт Мощность двигателя гидростанции ……………………………………………………………....1.5 кВт Мощность двигателя системы охлаждения …………………………………...………………..0.12 кВт Габаритные размеры в плане (Д х Ш х В) …………………………………...……4930×2300×1850 мм Вес станка ………………………………………………………..………………………………..18000 кг Точность обработки (при обработке деталей из закаленной стали Ст45) биение между центральным отверстием и наружным диаметром…………………….…………0.2 мм - параллельность торцов…………………………………………………………………………………..…………...0.15 мм - биение между торцами и общей длиной осевой линии отверстий ……………….....…0.05 / Ø50 мм - соответствие глубины отверстий …………………………………………………….......………0.1 мм - шероховатость торцов ………………………………………………………………………….……..6,3 - шероховатость конуса 60° центрального отверстия ………………………………………………..3,2
Фреза шпоночная (ГОСТ 9140-78) с конические хвостиком.
Рис. 4 Фреза шпоночная.
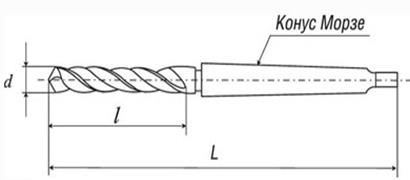
Спиральное сверло (ГОСТ 18202-72) с коническим хвостиком.
Рис. 5 Сверло спиральное
Центровочное сверло (ГОСТ 14952-75).
Рис. 6 Сверло центровочное
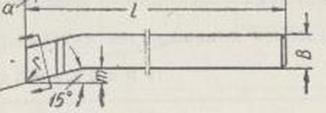
Рис. 7 Резец токарный проходной.
Рис. 8 Резец токарный проходной
Отрезные правые (ГОСТ18877-73)
Рис. 9. Резец токарный канавочный.
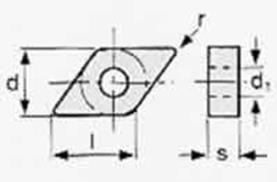
Рис. 10. Пластина из твердого сплава.
Расчет режимов резания.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-13; просмотров: 1703; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.01 с.) |

 1. Фрезеровать торцы.
1. Фрезеровать торцы.








 2. Сверлить центровочное отверстие.
2. Сверлить центровочное отверстие.

 2. Точить по 2. Поверхность от Ø 55 мм до Ø 50h9 мм на длину 100 мм.
2. Точить по 2. Поверхность от Ø 55 мм до Ø 50h9 мм на длину 100 мм.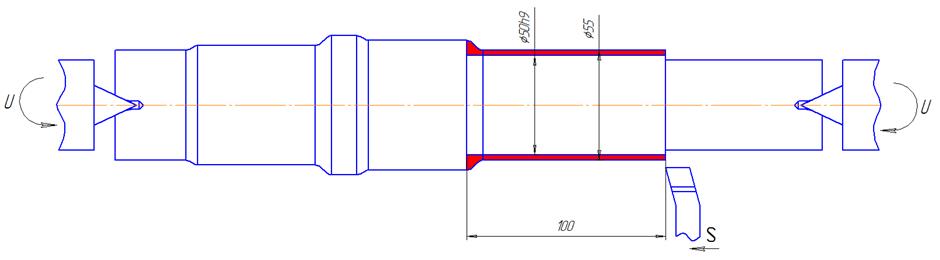
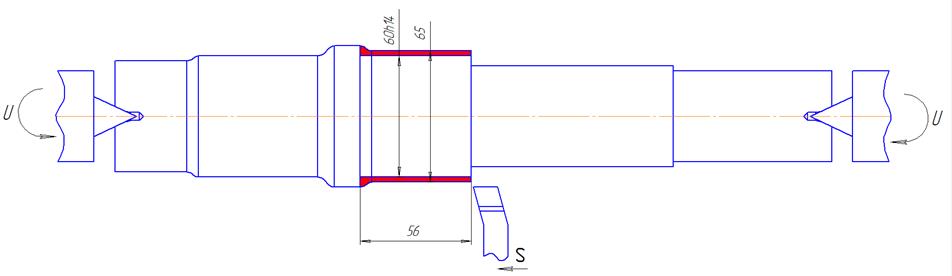 3. Точить поверхность от Ø 65 мм до Ø 60h14 мм на длину 56 мм.
3. Точить поверхность от Ø 65 мм до Ø 60h14 мм на длину 56 мм.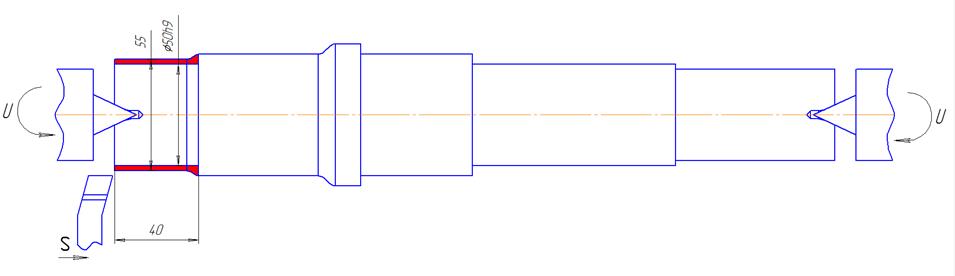 4. Точ
4. Точ








 7. Точить канавку на 3 мм из Ø 50 мм на длину 100 мм.
7. Точить канавку на 3 мм из Ø 50 мм на длину 100 мм.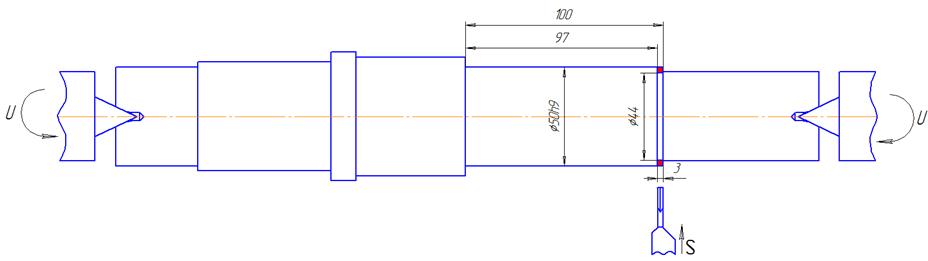

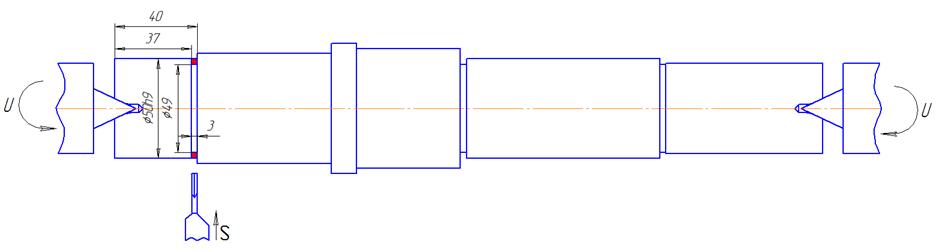

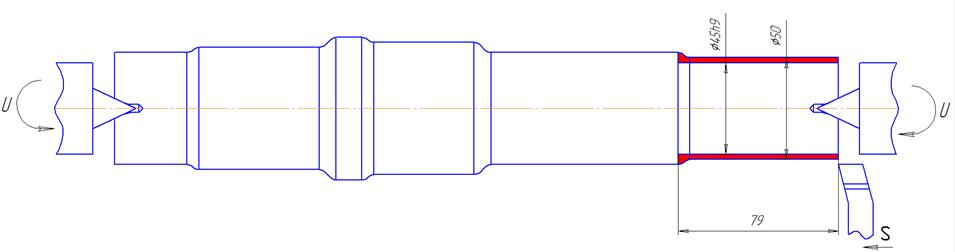
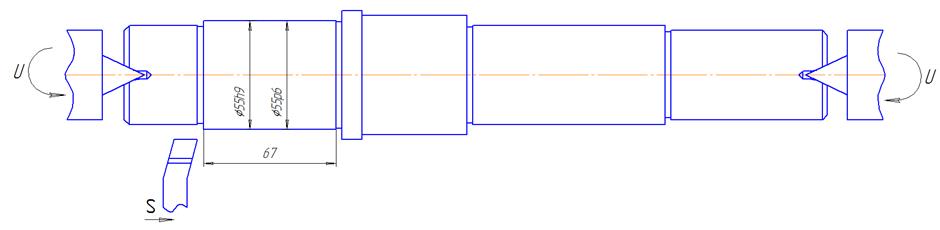
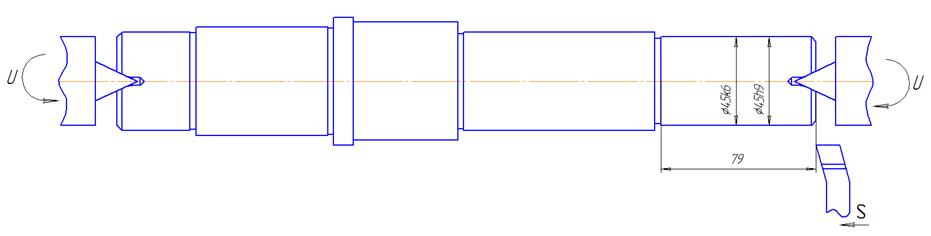 12. Точить поверхность от Ø 45h9 мм до Ø 45k6 мм на длину 79 мм.
12. Точить поверхность от Ø 45h9 мм до Ø 45k6 мм на длину 79 мм.






 = 622 мкм,
= 622 мкм, = 0,25*
= 0,25*  = 622 мкм.
= 622 мкм.
 2.7 Характеристика материала изделия.
2.7 Характеристика материала изделия.

 Револьверная головка
Револьверная головка
 Контроль скорости сверлильного шпинделя (коробкой скоростей) - бесступенчато (частотным преобразователем двигателя) - опция
Контроль скорости сверлильного шпинделя (коробкой скоростей) - бесступенчато (частотным преобразователем двигателя) - опция 2.9 Выбор и характеристика технологической оснастки.
2.9 Выбор и характеристика технологической оснастки.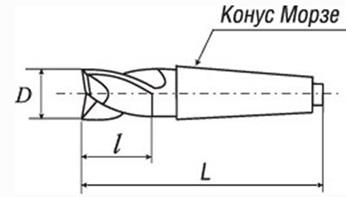
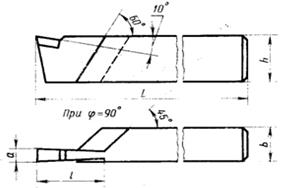
 Проходные отогнутые, правые и левые (ГОСТ 18877-73).
Проходные отогнутые, правые и левые (ГОСТ 18877-73).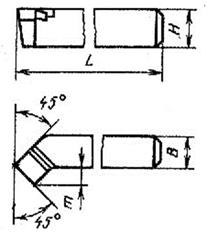
 Подрезные торцевые, правые и левые (ГОСТ 18877-73).
Подрезные торцевые, правые и левые (ГОСТ 18877-73).
 Пластина, правые и левые(CCMT 09T04)
Пластина, правые и левые(CCMT 09T04)