
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Описание существующего технологического процесса.Содержание книги
Поиск на нашем сайте
Решение о целесообразности организации поточной формы производства обычно принимается на основании сравнений заданного суточного выпуска изделий и расчетной суточной производительности поточной линии при двухсменном режиме работы и ее загрузке 65-75%.
Заданный суточный выпуск изделий: Nc=Nг/257, где 257 – количество рабочих дней в году. Nc=150000/257=583,65 шт. Суточная производительность поточной линии: Qc=Fcƞз/Tср., где Fc – суточный фонд времени работы оборудования (при двухсменном режиме работы – 960 мин.); Tср – средняя станкоёмкость основных операции, мин. Средняя станкоёмкость основных операции: Tср= где Tштi– штучное время основной операции i-ой операции; Кв– средний коэффициент выполнения норм времени; N – количество основных операций. Tср=21,74/(11*1,3)=1,52 Тогда: Qc=960*16,15/1,52=10 200 шт. Т.к. заданный суточный выпуск изделий больше суточной производительности поточной линий Nc>Qc при условии ее загрузки на 65-75% то применение однономенклатурной поточной линии целесообразно. Такт производства определяем по формуле: Τ=60Fэ/Nг =60*4030/150 000=1,61 мин.
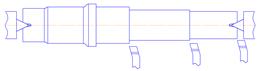
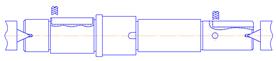
Согласно базовому варианту, заготовку получает на кривошипном горячештамповочном прессе, в открытых облойных штампах из прутка стали 45 ГОСТ 1050-88 диаметром 65 мм. Технологию получения заготовки можно представить в следующей последовательностей: 1. Резка сортового проката, осуществляется на ножницах. Пруток предварительно нагревают ТВЧ, после отрезки получают цилиндр длиной 355 мм, массой 7 кг. 2. Загрузка разрезанного проката в накопитель перед нагревателем КИН-51. 3. Нагрев заготовки в нагревателе ТВЧ до температуры 1100÷1200 С˚. 4. Транспортировка цепным транспортёром прутка к рабочей зоне пресса. 5. Штамповка на КГШП с усилием 25000 Н, температура штамповки 1200-9000 С˚. 6. Транспортировка заготовки к ОГШП для обрезки облоя, температура заготовки должна быть не менее 800-900 С˚, в противном случае требуется подогрев. Масса заготовки после обрезки облоя составляет 7 кг. С учетом допускаемых отклонений на длину и диаметр проката масса обрезаемого облоя может колебаться в пределах 0,4-0,7 кг., около 0,3кг., составляет вес перемычки. Штамповка в открытых штампах характеризуется тем, что штампы в процессе деформации остаются открытым. Зазор между подвижной и неподвижной частями является переменным, в него выдавливается металл при деформировании, образуя заусенец, что существенно увеличивает расход металла, кроме того для обрезки заусеница необходимо применять специальные обрезные пресса и штампы. Исследования показали, что при обработке штампованных заготовок большая часть отходов 70-80% приходиться на припуск и заусениц.
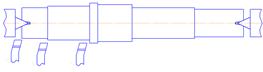
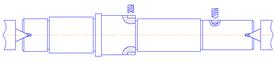
Особенностью этих машин является то, что во время резки два охватывающих режущих инструмента, приводиться в движение от двух маховиков с кулачками. В результате двустороннего отрезного удара металл срезается ровно. Производительность 150-300 дет/мин, допуск на длину заготовки ±0,15 мм. поверхность среза получается чистой без заусенцев. В этом случае колебание объёма отрезаемого прутка будет в значительно меньших пределах и эта погрешность может быть скомпенсирована за счет изменения толщины перемычки. При этом для прошивки отверстия в заготовке можно будет применять менее мощные и, как следствие более дешевые пресса. Кроме того, способ получения заготовки в закрытых штампах позволяет повысить точность штамповки, а это значить снизить припуски на механическую обработку и как следствие снизить трудоёмкость изготовления изделия. В настоящее время себестоимость заготовки по заводскому варианту составляет 1355 руб. для определения целесообразности изменения способа получения заготовки воспользуемся методикой изложенной в []. Себестоимость заготовки с достаточной степенью точности можно определить по приведенной ниже зависимости: Sзаг= где Сi– базовая стоимость 1т заготовок, руб.;
kт, kс, kв, kм, kп, - коэффициенты зависящие от класса точности, группы сложности, массы, марки материала и объема производства заготовок; q – масса готовой детали, кг.;
Sотх – цена 1 т отходов, руб.;
q = 6,2 кг.; kт=1; kс=0,77; kв=0,88; kм=1,21; kп=0,8; Sотх=25000 руб. Sзаг= Как видно из приведенных расчетов расчётная себестоимость заготовки получаемой в закрытых штампах ниже, экономия на материале составит при стоимости тонны стали 45 ГОСТ 1050-88 порядка 140 884 руб. и годовой программе выпуска шестерни 150 000 шт. составит: Эм=Nг*0,6=150000*0,60=90000 кг. В денежном выражении: Эд=Эм*50000=90*140884=12678 млн. руб. Кроме того, отпадает необходимо в оборудовании для обрезки облоя. Средняя стоимость пресса составляет 948 520 руб. несложно подсчитать, что экономический эффект от внедрения предложенного метода без учета стоимости пресса составит: Эг= Где Со’ и Со’’ – технологические себестоимости сравниваемых операции, руб; Эг=
|
|||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-13; просмотров: 492; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.009 с.) |


 2.3 Определение типа производства.
2.3 Определение типа производства. /nKв,
/nKв, 2.4 Выбор вида исходной заготовки и экономическое обоснование выбора.
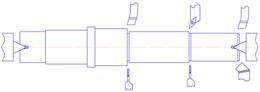
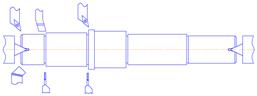
2.4 Выбор вида исходной заготовки и экономическое обоснование выбора. Одним из путей совершенствования метода получения заготовки является безоблойная штамповка, т.е., штамповка в закрытых штампах. Однако основной трудностью при его применении является повышенные требования к точности отрезаемого прутка по массе.
Одним из путей совершенствования метода получения заготовки является безоблойная штамповка, т.е., штамповка в закрытых штампах. Однако основной трудностью при его применении является повышенные требования к точности отрезаемого прутка по массе. - (
- ( - q)
- q) 
 Сi= 373 000 руб.;
Сi= 373 000 руб.; – (7 – 6,2)
– (7 – 6,2)  = 1712,56 руб.
= 1712,56 руб. ;
; = 53634 руб.
= 53634 руб.







 2.5 Разработка технологического процесса.
2.5 Разработка технологического процесса.


