Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вакуумно-пленочная формовка.Содержание книги Поиск на нашем сайте
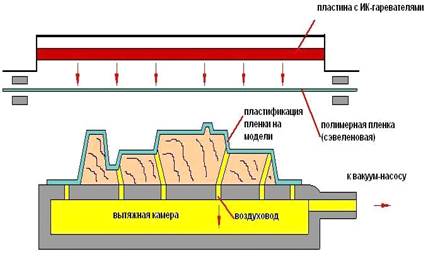
Технологический процесс, основные принципы и особенности: 1. В процессе производства используется специальная вакуумная форма с вытяжной камерой и с отверстиями для откачки воздуха. 2. Нагретую до размягченного пластичного состояния пленку из полимерного материала помещают на заранее подготовленную форму. Затем вакуумный насос выкачивает воздух. Это приводит к тому, что под действием приложенной силы вакуумного насоса полимерная пленка плотно прижимается к форме и оформляется в готовое изделие.
3. Затем на уже прижатую к форме пленку из полимерного материала накладывается опока, оборудованная трубой для откачки воздуха со специальным фильтром. 4. Внутренняя часть опоки заполняется специальным сухим формовочным песком, не имеющим спаивающих (вяжущих) веществ и других дополнительных примесей. Мелкими встряхиваниями вибростола достигается уплотнение заполнителя опоки, удаляются излишки засыпного материала, а сверху опока накрывается полимерной пленкой, необходимой для уплотнения заполнителя. После этого открывается клапан трубы для откачки воздуха, что приводит к возникновению вакуума в формовочном песке. В результате этого возникает разница внешнего и внутреннего давления на форме (приблизительно 300~400 миллиметров ртутного столба). Благодаря указанной разнице давлений получается форма для литья, обладающая достаточно высокой жесткостью. Значение жесткости формы по шкале твердости может достигать плюс-минус 95.
5. После полного окончания приложения усилия вакуума внутри формы, указанную форму необходимо извлечь, чтобы получилась полость. Усилие должно прилагаться к форме до тех пор, пока форму можно будет извлечь без особых усилий и без ущерба для полученной полости для заливки. Нижнюю часть опоки изготавливают точно также, как и описано выше для верхней части опоки. 6. В форму устанавливаются различные литейные стержни, затем после формовки изделия они убираются, нижняя и верхняя части опоки совмещаются и происходит залитие формы.
7. Усилие вакуумного насоса должно прилагаться вплоть до полного затвердевания изделия. После полного затвердевания изделия, прекращается откачка воздуха из формы. И когда давление внутри формы начнет приближаться к атмосферному, нижняя и верхняя части формы автоматически распадутся. Важные моменты: (1) разница внешнего и внутреннего давления на форме обеспечивает необходимую жесткость и прочность изделия, а также точное соответствие изделия выпуклостям и полостям формы. (2) при подсоединение вакуумного насоса, труба для откачки воздуха, оборудованная специальным фильтром, должна устанавливаться в соответствующее место верхней и нижней опоки еще до начала заполнения их песком, но после помещения туда модели и литейных стержней, а также после накладки на опоки пленок для уплотнения заполнителя. Преимущества V-формовки: • Повышается качество формовки изделий: поверхность формованного изделия гладкая и чистая, изделие обладает четкими краями и очертаниями, кроме того, размеры готового изделия строго соответствуют заданным. Готовое изделие обладает высокой степенью твердости, твердость изделия равномерна. Легкость извлечения модели будущего изделия из литейной формы. • Простота используемого оборудования, низкие капиталовложения, невысокие расходы на техническое обслуживание и профилактический ремонт, связанные с функционированием и эксплуатацией указанного оборудования. Это все указано без учета соответствующего оборудования, используемого в процессе производства и служащего для отбора материалов с низким количеством посторонних примесей, отбора материалов, обладающих низкими вяжущими свойствами, и предназначенного для смешивания материалов. Коэффициент использования отработанной формовочной смеси составляет приблизительно 95% и выше. Капиталовложения в оборудование уменьшается на 30%. Энергетические затраты при использовании данного оборудования составляют 60% от оборудования, применяемого при литье «влажного» типа. Затраты людских ресурсов уменьшаются на 35%. • Долговечность эксплуатации литейной формы и опоки. • Высокий коэффициент использования металла. При использовании формовки V типа, металл обладает сравнительно хорошей активностью, хорошей способностью к заполнению формы. Можно производить тонкостенные детали с толщиной стенки всего 3мм. Готовые изделия обладают высокой степенью жесткости, медленно охлаждаются. При использовании дополнительных скрепляющих приспособлений значительно уменьшается выпор отливки. Повышается производительность, уменьшается припуск на обработку изделий . Недостатки: • Сложный процесс изготовления литейной формы, трудно увеличить производительность изделий малой формы. • От начала и до конца технологического процесса используется вакуум, тяжело механизировать труд. • Из-за того, что на заготовки из полимерных материалов накладывают ограничения по тягучести и пластичности материала, то это ограничивает сферу применения указанной технологии. • Проблема пыли и охлаждения формовочной смеси. Основное технологическое оборудование:
1. Водокольцевой вакуум-насос модели SK-12. Следует уделить внимание удалению пыли с модели! 2. Вибростол: переменного типа: модель DZ-300W, частота колебаний(Гц) тип вибратора 3000 об/мин. Двойная амплитуда 1.5мм. 3. Нагревательные элементы для размягчения и пластификации пленки из полимерных материалов: пластина с нагревательными элементами, принцип действия которых основан на использовании тепловой энергии лучей дальней (коротковолновой) ИК-области спектра излучения. Для размягчения и пластификации также можно использовать нагревательные элементы, отдающие тепловую энергию при помощи открытого огня, либо принцип действия которых основан на излучении тепла при прохождении через них электрического тока. Чтобы тепло распространялось равномерно, нагревательные элементы, находящиеся на пластине нагревателя, располагают в три группы А, В, С. В процессе функционирования установки электрическая схема управления нагревом использует каждую группу нагревательных элементов в отдельности, и тем самым регулирует температуру каждой из групп нагревательных элементов, распределяя его равномерно. 4. Формы и отъемные части формы. Диаметр отверстия для откачки воздуха составляет 2~3мм. Необходимо обеспечить плотное прилегание пленки из полимерных материалов к форме. В местах неплотного прилегания пленки к форме следует дополнительно просверлить еще одно маленькое отверстие. 5. Опока с трубой для откачки воздуха со специальным фильтром и отъемные части формы. Способ откачки воздуха: - по трубопроводам для откачки воздуха, - из боковой вытяжной камеры, - комбинированный способ. При использовании трубопроводов для откачки воздуха (для изготовления трубопроводов для откачки воздуха можно использовать металлизированные гофрированные шланги от электрических проводов) на них должны быть установлены специальные просеивающие фильтры, размер ячейки которых должен быть меньше среднего размера песчинок формовочного песка. 1). Выбор формовочного песка: Формовочный песок должен обладать достаточной степенью проницаемости, при этом, чем меньше размер песчинок, тем проницаемость будет ниже. Наличие в песке различных примесей, а также смешивание формовочных песков различных марок может привести к возникновению песчаных раковин. 2). При использовании метода вакуумной формовки легко получить дефект формы. (1). Наличие литейного пригара: Способ предотвращения образования пригара: необходимо использовать достаточно мелкий формовочный песок, температура заливаемого материала должна быть достаточно низкой, повышение плотности формы. Степень вакуума должна быть достаточно низкой. Верхний слой полимерной пленки должен быстро высыхать. (2). Провалы: нарушена герметичность. Способ предотвращения возникновения провалов: ① плавная заливка, постоянное наполненные литниковой системы; ②плотное прилегание полимерной пленки; ③использование литниковой системы открытого типа. (3). Появление трещин и утолщений. Способ предотвращения :сжатие материала, припуски для формы. Поліпшення умов праці - один з найважливіших напрямів економічної і соціальної політики нашої держави, закріплений Конституцією України і регламентований спеціальними правилами і нормами. Особливо актуальним з цієї точки зору є рішення проблеми збереження і зміцнення здоров'я металургів, праця яких пов'язана з виробництвом, яке характерізується високими темпами, великими об'ємами і навантаженнями, наявністю великої кількості небезпечних і шкідливих факторів.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 979; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.224.30.113 (0.008 с.) |