Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Продольная и поперечная приводкаСодержание книги Поиск на нашем сайте
Первые системы контроля приводки в процессе глубокой печати появились в конце 1930-х годов. В настоящее время контроль и регулировка приводки осуществляются по приводочным меткам, которые печатаются по краю бумажного полотна (или на свободных участках будущего сгиба). Каждая печатная секция, начиная со второй, оснащена оптическими датчиками (главным образом, видеокамерами), которые регистрируют взаимное расположение меток. Электронный блок оценивает величину расхождения и посылает сигнал коррекции на сервомотор регистрового валика. Являясь элементом бумагопроводя-щей системы, он установлен на двух линейно перемещающихся опорах. Изменением положения валика можно удлинять или укорачивать путь бумаги между смежными печатными секциями, тем самым добиваясь совмещения красок на оттиске в направлении движения бумажной полосы (продольная приводка при четырехкрасочной печати).Продольная приводка выполняется двумя способами: «сравнением полотно-полотно» и «сравнением полотно-цилиндр». В варианте «полотно-полотно» анализируется положение приведенных меток на бумажном полотне. Регулирование по способу «полотно-цилиндр» осуществляется при сравнении приво-дочной метки на полотне и импульса, который вырабатывается датчиком формного цилиндра. Последний способ применяется, главным образом, для приводки линии рубки в фальцаппарате или когда поперечный рез при высечке упаковки должен проходить по краю изображения. Поперечная приводка красок при многокрасочной печати регулируется путем изменения взаимного расположения формных цилиндров в направлении, перпендикулярном направлению движения бумажного полотна. В отличие от увеличения геометрических размеров бумажного полотна, наблюдаемого при рулонной офсетной печати вследствие воздействия на бумагу увлажняющего раствора (так называемый эффект «ползучести» Fan-out-Effekt) (раздел 2.1.3.2), в глубокой печати бумага дает усадку, которая вызывается испарением влаги (наряду с растворителем) при прохождении полотна через сушильные устройства между печатными секциями. С учетом этого явления предусмотрена компенсация усадки полотна путем смещения формы при ее гравировании от края формного цилиндра каждой секции, начиная со второй, на 1-2 мм меньше, чем в предыдущей секции. Только таким образом удается контролировать точность поперечной приводки даже при печати на материалах шириной 3,6 м и более. Для того чтобы частично восстановить влажность бумаги и компенсировать усадку бумажного полотна в процессе сушки, между печатными секциями устанавливаются паровые увлажнители. Примерно такого же эффекта можно добиться снижением температуры в сушильном устройстве, если это не сказывается на скорости закрепления красок.
Магазин поворотных штанг
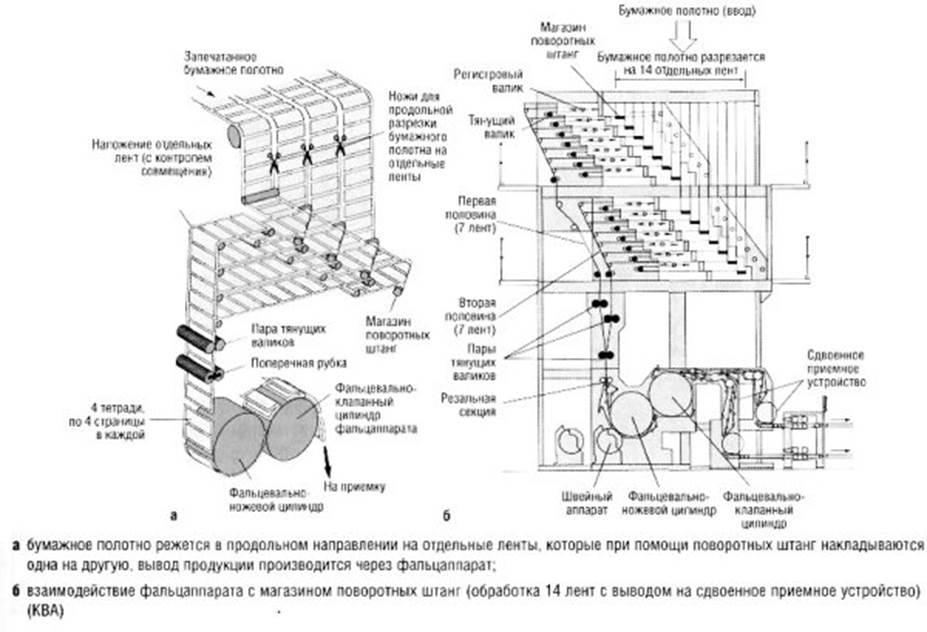
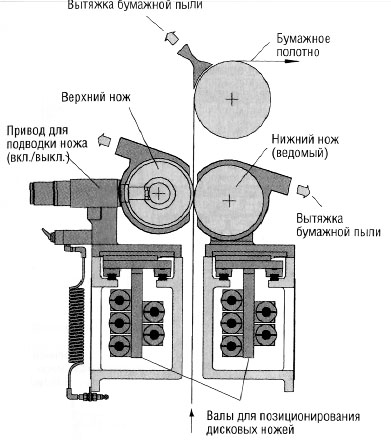
В машинах глубокой печати часто используются так называемые магазины поворотных штанг. С их помощью отдельные ленты, число которых может превышать 20 (рис. 2.2-18), полученные при разрезке продольными дисковыми ножами бумажного полотна, стандартной ширины 3,6 м, направляютсяв один фальцаппарат. Ножи устанавливаются в направляющих (каналах) таким образом, чтобы их биение было минимальным. Конструкция крепления обеспечивает перемещение ножей в направлении, перпендикулярном движению бумажного полотна. Нижние ножи пары приводятся в движение от электродвигателя, а верхние являются ведомыми с фрикционным приводом (рис. 2.2-19). Незначительное вертикальное смещение ножей позволяет получить ровный рез. Горизонтальное положение каждой пары задается программой исходя из специфических характеристик заказа. Бумажная пыль, образующаяся при работе ножей, удаляется вытяжной системой, а остатки собираются вакуумными всасывающими головками, установленными на тянущем валике.
Рис. 2.2-18 - Процесс резки и фальцовки в рулонных машинах глубокой печати
Рис. 2.2-19 - Устройство для продольной разрезки бумажного полотна в надстройке машины глубокой печати, установленное над магазином поворотных штанг (КВА) Проходя поворотные штанги, отдельные ленты меняют направление движения и накладываются одна на другую. Сегодня широко применяется консольная конструкция поворотных штанг (т.е. конструкция с односторонним креплением). Это значительно облегчает разводку лент для их проводки (рис. 2.2-18,6), котораяосуществляется с одной стороны. Для соблюдения приводки собранных вместе полотен при вводе в резальную секцию фальцаппарата положение каждой ленты регулируется индивидуальными регистровыми валиками, в то время как тянущие валики обеспечивают их движение.
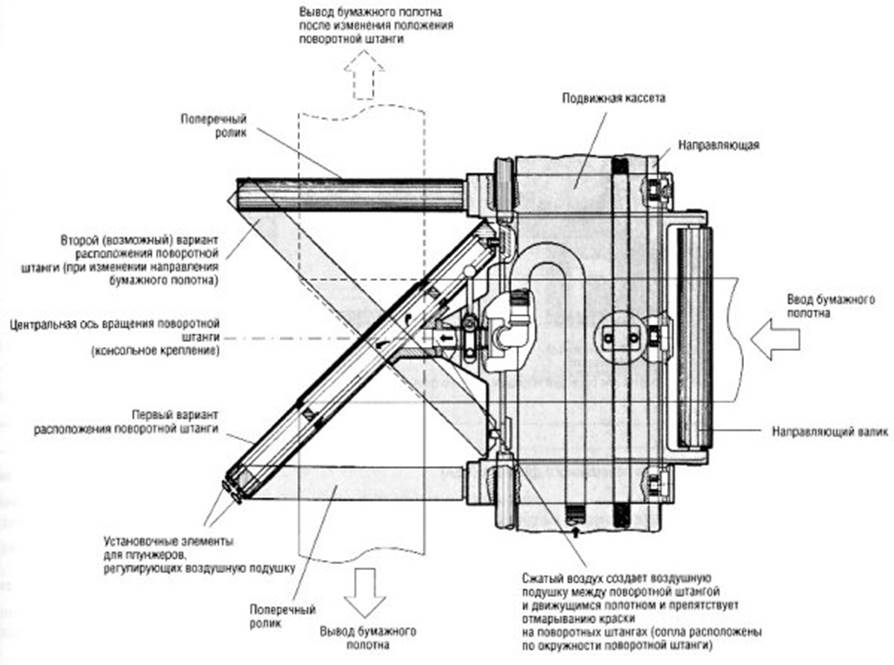
Рис. 2.2-20 - Магазин поворотных штанг с односторонним (консольными) креплением; поворотная штанга может устанавливаться в двух положениях (реверсирование) (КВА) Магазин поворотных штанг крепится в подвижной кассете (рис. 2.2-20). Воздушная подушка под движущимся полотном бумаги позволяет предотвратить трение между ним и поворотными штангами. Для этого поворотные штанги присоединяются к мощному компрессору, который и обеспечивает подачу воздуха в них. Поскольку поворотные штанги используются при выпуске продукции разного формата, они оснащены внутренними поршнями, которые при необходимости перекрывают часть отверстий в поворотных штангах, сокращая ширину воздушной подушки до ширины бумажной ленты. Во избежание отмарывания поворотные штанги покрывают гальваническим способом тонким слоем хрома. Для переворота ленты поворотную штангу разворачивают относительно центральной оси.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 989; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.177.204 (0.007 с.) |