Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Метод изменения линейных размеровСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
При этом методе с целью получения различной производительности машин и агрегатов изменяют их длину, сохраняя форму поперечного сечения. Метод применим к ограниченному классу машин (главным образом ротативных), производительность которых пропорциональна длине ротора (шестеренные и лопаточные насосы, компрессоры рута, мешалки, вальцовые машины и т. д.). Степень унификации при этом методе невелика. Унифицируются только торцовые крышки корпусов и вспомогательные детали. Главный экономический выигрыш дает сохранение основного технологического оборудования для обработки роторов и внутренних полостей корпусов. Частным случаем применения данного метода является увеличение нагружаемости зубчатых передач увеличением длины зубьев колес с сохранением их модуля.
Метод базового агрегата
В основе этого метода лежит применение базового агрегата, превращаемого в машины различного назначения присоединением к нему специального оборудования. Наибольшее применение метод имеет в строительстве дорожных машин, самоходных кранов, погрузчиков, укладчиков, а также сельскохозяйственных машин. Базовым агрегатом в данном случае обычно является тракторное или автомобильное шасси, выпускаемое серийно. Монтируя на шасси дополнительное оборудование, получают серию машин различного назначения. Присоединение специального оборудования требует разработки дополнительных механизмов и агрегатов (коробок отбора мощности, подъемных я поворотных механизмов, лебедок, реверсов, фрикционов, тормозов, механизмов управления, кабин) которые, в свою очередь, можно в значительной мере унифицировать.
Конвертирование
При методе конвертирования базовую машину или основные ее элементы используют для создания агрегатов различного назначения, иногда близких, а иногда различных по рабочему процессу. Примером конвертирования может служить перевод поршневых двигателей внутреннего сгорания с одного вида топлива на другой, с одного вида теплового процесса на другой (с цикла искрового зажигания на цикл с воспламенением от сжатия). Бензиновые карбюраторные двигатели легко конвертируются в газовые. Для этого достаточна замена карбюратора смесителем и изменение степени сжатия (достигаемое проще всего изменением высоты поршней) и некоторые второстепенные конструктивные переделки. В целом двигатель остается тем же. Конвертирование бензинового или газового двигателя в дизель представляет собой более трудную задачу, главным образом ввиду присущих дизелям повышенных рабочих усилий, обусловленных высокой степенью сжатия и большим давлением вспышки. Следовательно, конвертируемый двигатель должен обладать значительными запасами прочности. Конвертирование в данном случае заключается в замене карбюратора топливным насосом и форсунками (или насос-форсунками), изменении степени сжатия (смена головок цилиндров, увеличение высоты поршней или изменение конфигурации их днищ). Другим примером конвертирования является перевод поршневых воздушных компрессоров на иной газ (аммиак, фреон). В этом случае при переделке необходимо учитывать различие физических и химических свойств рабочих агентов и соответственно выбирать материалы рабочих деталей. Примером конвертирования агрегатов, сильно различающихся по рабочему процессу, может служить преобразование двигателя внутреннего сгорания в поршневой компрессор. Конвертирование в данном случае включает замену головок двигателя клапанными коробками с соответствующим изменением механизма распределения и требует значительных переделок.
Компаундирование
Метод компаундирования (параллельного соединения машин или агрегатов) применяют с целью увеличения общей мощности или производительности установки. Спариваемые машины могут быть или установлены рядом как независимые агрегаты или связаны друг с другом синхронизирующими, транспортными и т. п. устройствами, или, наконец, конструктивно объединены в один агрегат. Примерами совмещения первого типа являются парная установка судовых двигателей, работающих каждый на свой винт, а также установка двух или большего числа двигателей в крыльях самолета. Помимо повышения общей мощности (при затруднительности создания двигателя большой мощности) этот способ иногда позволяет удачно решить другие задачи. Так, параллельная установка судовых двигателей увеличивает маневренность судна, особенно на малом ходу. Установка нескольких двигателей на самолетах облегчают виражирование и выруливание на земле. Применение нескольких двигателей до известной степени увеличивает также надежность: при выходе из строя одного из двигателей можно продолжать рейс, хотя и с пониженной скоростью. Примером совмещения второго типа является параллельная установка машин-орудий группами (по две — три). Ее применяют в автоматических линиях, когда производительность отдельной машины, входящей в поток, значительно уступает производительности всей линии. Такая установка требует разделения потока на два или больше потоков (соответственно числу параллельно устанавливаемых машин) с последующим соединением их в один. Примером совмещения третьего типа является сдваивание или встраивание линейных.машин-орудий, т. е. объединение нескольких рабочих трактов на общей станине. В результате получается многолинейная параллельно-поточная машина с производительностью, повышенной соответственно числу трактов. Модифицирование
Модифицированием называют переделку машины с целью приспособления ее к иным условиям работы, операциям и видам продукции без изменения основной конструкции1. Модифицирование машины для работы в различных климатических условиях сводится преимущественно к замене материалов. В машинах, работающих в жарком и влажном климате (машины тропического исполнения), применяют коррозионно-стойкие сплавы, в машинах, эксплуатируемых в областях с суровым климатом (машины арктического исполнения), - хладостойкие материалы; системы смазки приспосабливают к работе при низких температурах. Модифицирование стационарных машин для работы в морском транспорте (машины морского исполнения) заключается во всемерном облегчении машины заменой тяжелых сплавов (чугуна) легкими (алюминиевыми) и введением материалов, устойчивых против коррозии во влажном морском воздухе и при соприкосновении с морской водой. Сложнее модифицирование машин с целью их приспособления к различным операциям или изделиям. В этом случае метод модифицирования тесно смыкается с методом агрегатирования.
Агрегатирование
Агрегатирование заключается в создании машин путем сочетания унифицированных агрегатов, представляющих собой автономные узлы, устанавливаемые в различном числе и комбинациях на общей станине. Наиболее полное выражение этот принцип получил в конструкции агрегатных металлообрабатывающих станков. Такие станки создают на основе унифицированных блоков (обрабатывающие блоки, механизмы синхронизации, поворотные с голы, корпуса общего назначения, станины, тумбы, вспомогательные узлы, системы подачи смазочно-охлаждающих жидкостей). Большая часть изделия в процессе обработки остается неподвижной. К нему с разных сторон подводят соответствующим образом настроенные блоки; операций обработки происходят одновременно, что ускоряет технологический процесс. Основные преимущества агрегатирования: сокращение сроков и стоимости проектирования и изготовления машин, упрощение обслуживания и ремонта, возможность переналадки машин для обработки разнообразных деталей. Метод агрегатирования весьма перспективен. Помимо металлорежущих станков он применим для других машин-орудий. Частичным агрегатированием является использование стандартизированных узлов и агрегатов из числа серийно выпускаемых промышленностью редукторов, насосов, компрессоров), а также заимствование с серийно изготовляемых изделий узлов и агрегатов (коробок скоростей, механизмов переключения муфт, фрикционов и т. д.). Комплексная нормализация
Близок к агрегатированию метод комплексной нормализации, применяемый для агрегатов простейшего типа (отстойников, выпарных установок, смесеприготовительных установок). Простота конструктивных форм этих агрегатов позволяет нормализовать все или почти все элементы их конструкции. Нормализации по типоразмерам поддаются обечайки резервуаров, днища, крышки, лазы, люки, арматура, лапы крепления, стойки. Нормализуют также узлы (теплообменники, приводы мешалок, дозирующие устройства) и т. д. Особенностью аппаратов этого типа является широкое применение вспомогательного покупного оборудования (насосов, фильтров, приборов контроля и управления, средств автоматизации). Из нормализированных деталей, унифицированных узлов и покупного оборудования можно компоновать аппараты: · с одинаковым рабочим процессом, но с различными размерами и производительностью; · одинакового назначения, но с различными параметрами рабочего процесса (давлением, вакуумом, температурой); · различного назначения и с разным рабочим процессом.
Унифицированные ряды
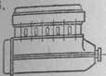
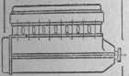
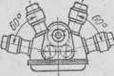
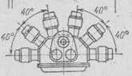
В некоторых случаях возможно образование ряда производных машин различной мощности или производительности путем изменения числа главных рабочих органов и их применения в различных сочетаниях. Такие ряды называют семейством, гаммой или серией машин. Этот способ применим к машинам, мощность или производительность которых зависит от числа рабочих органов. Метод обеспечивает следующие технологические и эксплуатационные преимущества: · упрощение, ускорение и удешевление процессов проектирования и изготовления машин; · возможность применения высокопроизводительных методов обработки унифицированных деталей; · уменьшение сроков доводки и освоения опытных образцов (благодаря отработанности главных рабочих органов); · облегчение эксплуатации; · сокращение сроков подготовки обслуживающего технического персонала и сроков ремонта машин, а также упрощение снабжения запасными деталями. Классическим примером образования унифицированных машин является создание рядов четырехтактных двигателей внутреннего сгорания на основе унифицированной цилиндровой группы и частично унифицированной шатунно-поршневой группы (таблица 1). Сочетание цилиндров ограничивается условием уравновешенности сил инерции поступательно-возвратно движущихся масс и условием равномерного чередования вспышек. Удовлетворяющие этим условиям сочетания представлены в табл. 1. Повышенной степенью унификации отличаются двухвальные двигатели (13, 14), у которых наряду с цилиндровой группой полностью унифицированы шатунно-поршневая группа и коленчатые валы.
Таблица 1 – Двигатели унифицированного ряда
Так как мощность двигателя пропорциональна числу цилиндров, то представленный ряд двигателей позволяет теоретически получить семейство двигателей с очень широкий диапазоном мощностей. Если мощность одного цилиндра равна, например, 100 л. с., то возможный диапазон ряда равен 200 - 3000 л. с. Однако из всех многочисленных схем, представленных в табл. 1, практически применяют сравнительно немногие. Двигатели с малым числом цилиндров (< 4) отличаются неравномерностью крутящего момента и плохой уравновешенностью. Двигатели с большим числом цилиндров (> 24) применяют редко из-за сложности обслуживания и увеличенной вероятности появления неполадок. Неприемлемы рядные двигатели (7) с малым углом развала, затрудняющим размещение всасывающих и выхлопных трубопроводов между цилиндрами. Звездообразные схемы 17 — 22 широко применяли для авиационных поршневых двигателей воздушного охлаждения и сейчас используют для судовых двигателей. Другая область применения метода унифицированных рядов — это роторные машины-орудия. Так как производительность роторных машин пропорциональна числу операционных блоков, установленных на машине, то из унифицированных блоков можно создать ряд машин разной производительности. В отличие от поршневых двигателей число блоков, которое можно установить на роторной машине, практически не ограничено и зависит только от заданной производительности. Наряду с изменением числа операционных блоков на роторных машинах можно менять блоки, приспосабливая машину к выполнению различных операций. Это — пример сочетания метода унифицированных рядов с методами конвертирования или агрегатирования. Пределы метода. Методы образования производных машин и их рядов на основе унификации не являются универсальными и всеобъемлющими. Каждый из них приложим к ограниченной категории машин. Многие машины (паровые и газовые турбины) по конструкции не допускают образования производных машин. Невозможно или нецелесообразно образовывать производные ряды для специализированных машин, машин большой мощности и т. д., которые остаются в категории индивидуального проектирования. Унификация нередко сопровождается ухудшением качества, особенно в случае производных рядов большого диапазона. Крайние члены ряда по габаритам, металлоемкости, удельной массе и эксплуатационным показателям, как правило, уступают специализированным машинам. Такое ухудшение можно допустить, если унификация обеспечивает большой экономический эффект, а габариты и масса имеют второстепенное значение. Этот метод применим для машин общего назначения, ограниченно применим, а иногда и вовсе не применим для машин, к габаритам и массе которых предъявляют повышенные требования. В категории машины повышенного класса нередко приходится отказываться от унификации и идти по пути индивидуального проектирования. В связи с этим необходимо упомянуть о технологическом направлении конструирования, которое выдвигает на первый план технологическую сторону и придает особое значение методам унификации и создания производных рядов, считая их едва ли не главным началом рационального конструирования. Заслуга технологического направления заключается в обосновании органической связи между конструированием и технологией. Технологичность конструкции должна достигаться в процессе создания машины и содержаться в основном замысле и конструктивном оформлении машины. Однако технологичность не Может служить определяющим началом конструирования. Главным направлением конструирования является повышение качества машин, их надежности, долговечности и экономического эффекта. Технология должна обеспечить всеми имеющимися в ее распоряжении средствами решение этих основных задач, но не диктовать направление конструирования. Нельзя преувеличивать и роль образования производных машин и их рядов, как способа удешевления машин. Эти методы применимы ограниченно и по эффективности уступают другим методам (автоматизации и механизации производства, сокращению числа типоразмеров машин и др.). Неправильно считать способность машины к образованию производных машин я рядов признаком технологичности конструкции, хотя бы потому, что этот способ применим не ко всем машинам. Странно было бы, например, считать нетехнологичной конструкцию крупной тепловой машины, например, мощной паровой турбины, только потому, что на базе ее конструкции нельзя создать производный ряд.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 497; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.140.198.201 (0.012 с.) |