Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Вимірювання розмірів і визначення відхилень форми циліндричних отворів за допомогою індикаторних та мікрометричних нутромірівСодержание книги
Поиск на нашем сайте Мета: вивчити будову індикаторного і мікрометричного нутромірів; набути практичних навичок вимірювання розмірів та відхилень форми поверхонь деталей індикаторними та мікрометричними нутромірами; набути практичних навичок визначення придатності деталей. Обладнання та матеріали: мікрометричний нутромір, індикаторний нутромір, зразки деталей. ТЕОРЕТИЧНІ ВІДОМОСТІ Мікрометр для внутрішніх вимірювань (рис. 4.1) не має скоби. Вимірювальними поверхнями в ньому є поверхні губок 2 і 3, одна з яких з’єднана з мікрометричним гвинтом 1, а друга зі стеблом 4. На відміну від мікрометра для зовнішніх вимірювань нульова позначка поздовжньої шкали мікрометра для внутрішніх вимірювань розташована не зліва, а справа, а цифри йдуть справа на ліво, тому потрібно набути певних вмінь відліку показів за шкалами такого мікрометра.
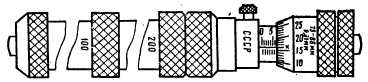
Рис. 4.1. Мікрометр для внутрішніх вимірювань: 1 – мікрометричний гвинт; 2 і 3 – вимірювальні поверхні губок; 4 – стебло. Мікрометри для внутрішніх вимірювань виготовляють з межами вимірювань від 5 до 30 мм і від 30 до 55 мм. Для вимірювання внутрішніх розмірів понад 50 мм застосовують мікрометричні внутрішньоміри. Мікрометричний внутрішньомір (рис. 4.2.) застосовується для вимірювання внутрішніх розмірів. Він являє собою звичайну мікрометричну головку А і складається з стебла 4, мікрометричного гвинта 7, з’єднаного з корпусом барабана 5 гайкою 6. Мікрометричний гвинт закріплюється стопором 3. На різьбу наконечника 1 нагвинчується захисна гайка 2 і змінні подовжувачі для збільшення межі вимірювання (рис. 4.3).
Рис. 4.2. Мікрометричний внутрішньомір. 1 – нерухомий наконечник; Межа вимірювання мікрометричною головкою знаходиться в межах від 75 до 88 мм (при вимірюванні розмірів до 600 мм) і від 75 до 100 мм (при вимірюванні розмірів понад 600 мм).
Рис. 4.3 Рис. 4.4 Для встановлення мікрометричної головки внутрішньоміра на нуль передбачена спеціальна установочна міра у вигляді скоби (рис. 4.4) відстань між поверхнями скоби дорівнює нижній межі вимірювання внутрішньоміра (75 мм). Перевірка внутрішньоміра і установка його на нуль виконується аналогічно перевірці мікрометра. Правильне положення мікрометричного нутроміра знаходять його похитуванням при легкому контакті вимірювальних поверхонь з деталлю (рис. 4.5).
Рис. 4.5 При вимірюванні внутрішньомір вставляють в отвір, відстопоривши мікрометричний гвинт, обертанням барабана приводять вимірювальні наконечники у дотикання з стінками отвору. Правильне положення внутрішньоміра в отворі визначається найменшим розміром у площині його осі (у площині, паралельній до осі отвору) і найбільшим розміром у площині, перпендикулярній до осі внутрішньоміра (перпендикулярній до осі отвору) (рис. 4.6).
Рис. 4.6. Положення внутрішньоміра в отворі Для визначення відхилення форми отвору в поперечному перерізі, потрібно виміряти його розміри в декількох напрямах І–І, II–II і т.д., а для визначення відхилення форми отвору у поздовжньому перерізі – в перерізах 1–1, 2–2 і 3–3 (рис. 4.6). Читання показів
75мм+3мм+0,21мм=78,21мм 75мм+200мм+100мм+6мм+0,16мм=381,16 мм.
75мм+200мм+150мм+50мм+25мм+11мм+0,5мм+0,26мм=511,76мм. Рис. 4.7 Індикаторні внутрішньоміри застосовуються для вимірювання отворів відносним методом. Індикаторний внутрішньомір (рис. 4.8) складається з індикаторної головки 1, вставленої в трубку 3 корпуса 7, в якому розташований вузол передавального механізму. Вимірювальний стержень 9 зв’язаний з проміжним вимірювальним рухомим стержнем 4 через двоплечий Г-подібний важіль 5, який обертається на осі шарніра 6. Якщо натиснути на вимірювальний стержень 9, то він переміститься вправо і подіє на нижнє плече двоплечого важеля 5, поверне його проти напрямку руху стрілки годинника і своїм верхнім плечем перемістить проміжний стержень 4 вгору, який в свою чергу подіє на вимірювальний стержень 2 вимірювальної головки, перемістить його також вгору, що викличе переміщення стрілки індикатора вправо. Величину переміщення рухомого вимірювального стержня 9 відлічують за показами стрілки вимірювальної головки 1.
Рис. 4.8. Індикаторний внутрішньомір: 1 – індикаторна головка; 2 – вимірювальний стержень індикатора; 3 – трубка корпуса; 4 – проміжний вимірювальний стержень; 5 – двоплечий Г-подібний важіль; 6 – вісь двоплечого важеля; 7 – корпус; 8 – центрувальний місток; 9 – рухомий вимірювальний стержень; 10 – трійник; 11 – контргайка; 12 – переставний вимірювальний стержень; 13 – затискний гвинт індикатора; 14 – стопорний гвинт.
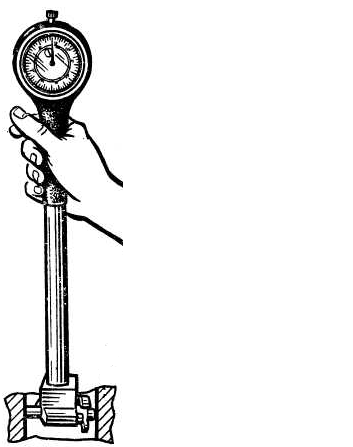
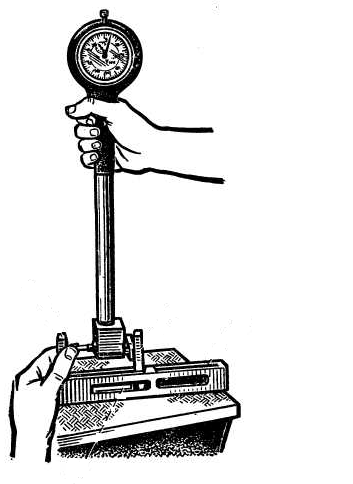
З протилежного боку корпуса 7 внутрішньоміра розташований переставний стержень 12, який затискається контргайкою 11 і служить для встановлення внутрішньоміра на необхідний розмір Б. Повний комплект переставних стержнів дає змогу вимірювати розміри отворів діаметром від 18 до 1000 мм. Для того, щоб вимірювальна головка спрацьовувала, розмір Б повинен бути більшим за діаметр вимірюваного отвору, тобто вимірювальному приладові повинен бути наданий певний натяг (півтора оберту стрілки індикатора). Натяг потрібний для того, щоб індикатор міг показувати як додатні так і від’ємні відхилення діаметра отвору. При застосуванні внутрішньомірів з індикаторами годинникового типу з ціною поділки і=0,01мм гранична похибка вимірювання за нормою становить 1,5і – при межах вимірювання від 18 до 50 мм і 2і – при межах вимірювання понад 50 до 1000 мм. Перш ніж вимірювати внутрішні розміри індикаторний внутрішньомір потрібно встановити на номінальний (або на найменший граничний) розмір виробу. Встановлення внутрішньоміра на заданий розмір можна провадити за атестованим кільцем (рис. 4.9), за блоком кінцевих мір довжини з боковичками, закріпленим у струбцині (рис. 4.10) чи за мікрометром (рис. 4.11).
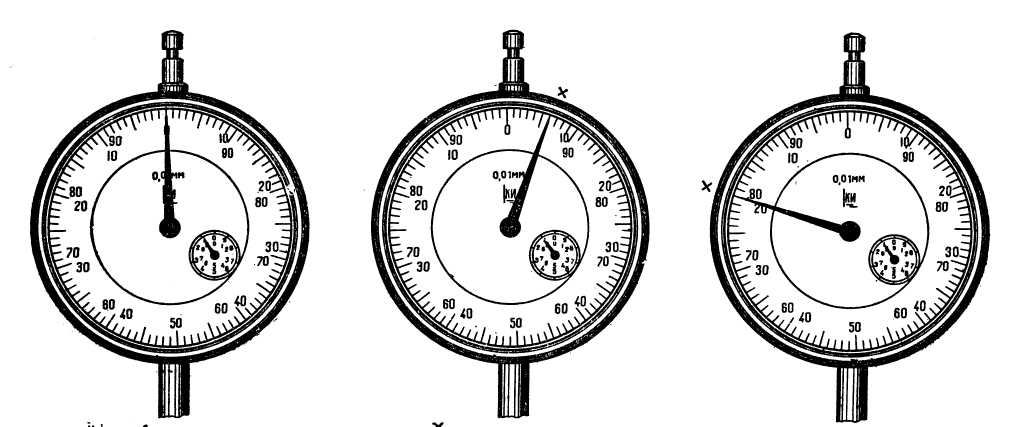
Рис. 4.9 Рис. 4.10 Рис. 4.11 При встановленні внутрішньоміра в нульове положення за гладким мікрометром, мікрометр потрібно закріпити в стояку. Перевірити і, при необхідності, встановити мікрометр на нуль. Після цього повертанням барабана мікрометра за тріскачку, встановити на шкалах мікрометра номінальний (або найменший граничний) розмір вимірюваного отвору і затиснути стопор мікрометричного гвинта мікрометра. Ввести вимірювальні стержні внутрішньоміра між поверхнею п’ятки і гвинта мікрометра. Нерухомий вимірювальний стержень внутрішньоміра потрібно легенько притиснути до п’ятки, рухомий – привести в дотикання з вимірювальною поверхнею гвинта мікрометра, загвинчуючи чи відгвинчуючи змінний стержень внутрішньоміра. Стрілка індикатора при цьому повинна здійснити півтора оберти, щоб при вимірюванні вона працювала в межах другого оберту. У внутрішньомірів зі змінними вставками без різьби слід підібрати з набору вставок вставку відповідно до вимірюваного розміру. При похитуванні необхідно відшукати точку повертання стрілки індикатора від крайнього правого її відхилення і в цьому положенні встановити індикатор на нуль. Для цього слід повернути циферблат за ободок до збігання нульової позначки шкали з кінцем стрілки індикатора. Після цього ще раз похитати внутрішньомір і переконатися, чи в крайньому правому положенні стрілки вона збігається з нульовою позначкою шкали. При необхідності знову індикатор встановити на нуль. Після цього вивести внутрішньомір з мікрометра. Для вимірювання діаметра отвору внутрішньомір вводять у вимірюваний отвір з невеликим нахилом до осі отвору. Спочатку вводять рухомий вимірювальний стержень з центрувальним місточком, а потім, випрямляючи внутрішньомір, вводять переставний вимірювальний стержень. Незначним похитуванням внутрішньоміра знаходять крайнє праве положення стрілки індикатора, що відповідає дійсному діаметру отвору. Покази стрілки індикатора в цьому разі можуть бути як додатні (якщо стрілка відхиляється вліво від нуля), так і від’ємні (якщо стрілка відхиляється вправо від нуля). Діаметр отвору в такому разі дорівнюватиме алгебричній сумі установочного розміру за мікрометром або за блоком кінцевих мір і величини відхилення стрілки, визначеної за шкалою індикатора. Індикаторні внутрішньоміри використовують не тільки для вимірювання відхилень розмірів отворів, але й для вимірювання відхилень їх форми. Для вимірювання відхилення форми отвору в поперечному перерізі (овальність), потрібно виміряти діаметр отвору в декількох напрямах до одержання найбільшого або найменшого значення. Потім внутрішньомір (або деталь) повернути ще на 90° і визначити розмір в цьому напряму. Овальність визначають як різницю одержаних найбільшого і найменшого значень діаметра отвору. Для визначення відхилень форми циліндричного отвору в повздовжньому перерізі: відхилення від паралельності твірних (конусоподібність) і відхилення від прямолінійності твірних (бочкоподібність чи вгнутість) вимірювання слід провадити в трьох перерізах, які рівномірно розташовані вздовж осі отвору. За величину відхилення форми отвору в поздовжньому перерізі приймають алгебраїчну різницю між найбільшим і найменшим показами індикатора. Підрахунок дійсних розмірів
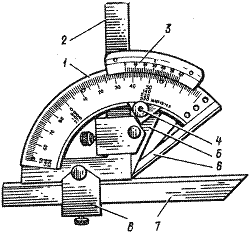
Установка проведена 42мм+0,06мм+42,06мм 42мм-0,20мм+41,80мм на розмір 42мм Рис. 4.12 Порядок виконання роботи 1. Вивчити будову і порядок вимірювань деталей індикаторними та мікрометричними нутромірами. 2. Освоїти прийоми та відпрацювати уміння вимірювання розмірів деталей з використанням методів безпосередньої оцінки (мікрометричний нутромір) та методів порівняння з мірою (індикаторний нутромір). 3. Виміряти внутрішній отвір деталі заданою викладачем. 4. Обчислити овальність та конусність деталі. 5. Оформити звіт та дати усні відповіді на контрольні запитання. Контрольні запитання 1. Описати будову мікрометричного внутрішньоміра та показати його основні частини. 2. Показати, як виконується перевірка нульового показання внутрішньоміра. 3. Як виконується відлік показань на мікрометричних інструментах. 4. Чому дорівнює ціна поділки мікрометричних інструментів і як вона визначається? 5. На які види поділяються мікрометричні інструменти і яке вони мають призначення? 6. Наведіть приклади різних методів вимірювання. ЛАБОРАТОРНА РОБОТА № 5 ВИВЧЕННЯ ЗАСОБІВ І МЕТОДІВ ВИМІРЮВАННЯ Мета: вивчити будову ноніусних кутомірів; набути практичних навичок вимірювання кутів деталей кутомірами; набути практичних навичок користування таблицями граничних відхилень кутових розмірів. Обладнання та матеріали: транспортирний кутомір УГ-1; універсальний кутомір УГ-2; зразки деталей. ТЕОРЕТИЧНІ ВІДОМОСТІ Для абсолютного методу вимірювання кутів застосовують кутоміри. Суть абсолютного методу вимірювання полягає в тому, що за шкалою вимірювального засобу визначають абсолютне значення вимірюваного розміру (кутового чи лінійного). Промисловість випускає кутоміри трьох типів: транспортирні УГ-1 (УМ) (кутомір Кушнікова) (рис. 5.1), універсальні УГ-2 (УН) (кутомір Семенова) (рис. 5.3) і оптичні (рис. 5.6). Транспортирний кутомір УГ-1 призначений для вимірювання зовнішніх кутів від 0 до 180° і має градуйований напівдиск 2 з нанесеними поділками на дузі 180° (ціна поділки 1°), рухому лінійку 7, яка обертається на осі разом з ноніусом 5 і змінний косинець 8. Вимірювальними елементами кутомірів для кутів від 90° до 180° є лінійки 1 і 7 (рис. 5.1, б),а для кутів від 0 до 90° – лінійка 1 і косинець 8 (рис. 5.1, а).
Рис. 5.1. Кутомір УГ-1: а – вимірювання кутів від 0 до 90°; Перед початком вимірювання до лінійки 7 хомутиком 9 закріплюють косинець 8, приводять вимірювальні поверхні лінійки 1 і косинця 8 – до їх щільного прилягання і спостерігають за збіганням нульових позначок основної шкали і шкали ноніуса (рис. 5.2, а). Після цього попередньо кутомір встановлюють на заданий розмір повертанням рухомої лінійки 7. Потім стопорять гвинт 3 і, повертаючи гайку гвинта 4 мікрометричної подачі, домагаються точного встановлення кутоміра на заданий кут, при цьому між вимірювальними поверхнями кутоміра і поверхнею вимірюваної деталі не повинно бути зазору. Зафіксувавши положення лінійки 7 стопором 6, кутомір знімають з деталі і відлічують величину вимірюваного кута.
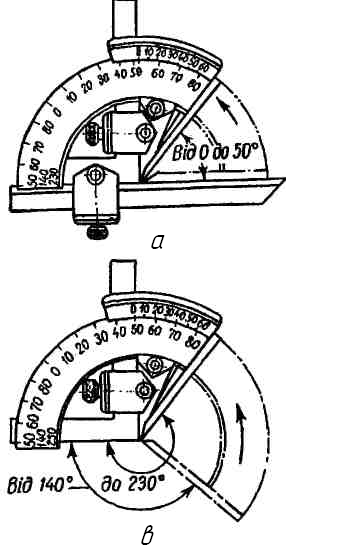
Рис. 5.2. 1 – основна шкала; 2 – шкала ноніуса; Відлік показів кутоміра здійснюють за двома шкалами – основній і ноніусній. Ціле число градусів відлічують за основною шкалою кутоміра за позначкою, яка розташована ліворуч нульової позначки шкали ноніуса. Для визначення величини кута у кутових мінутах понад ціле число градусів знаходять позначку ноніуса, яка найбільш точно збігається з позначкою основної шкали, і за нею відлічують шуканий кут. Ціна поділки ноніуса 2'. Наприклад, відлік за шкалами кутоміра (рис. 5.2, б) відповідає 28°18', оскільки ліворуч нульової позначки ноніуса знаходиться двадцять восьма поділка основної шкали, а з однією з її позначок співпадає дев’ята позначка шкали ноніуса, що відповідає 18'. При цьому потрібно пам’ятати, що при вимірюванні кутоміром УГ-1 без кутника 8 (вимірювання кутів від 90 до 180°) до відліку за шкалами кутоміра потрібно додати кут 90°. Наприклад, якщо б це саме вимірювання кута проводилось без кутника 8, то до відліку 28°18' потрібно додати 90°. В цьому випадку дійсне значення кута становитиме 118°18'. Універсальний кутомір УГ-2 (рис. 5.3) призначений для вимірювання зовнішніх кутів в межах від 0 до 320° і внутрішніх – в межах від 40 до 180°. По основі 1, на яку нанесено основну шкалу з ціною поділки 1°, переміщується сектор 5 з ноніусом 3 і лінійкою. На секторі можна закріпити косинець 2 з допомогою хомутика. Хоч основну шкалу кутоміра нанесено на дугу 130°, комбінаціями в установлені вимірювальних деталей кутоміра забезпечується можливість вимірювання кутів від 0 до 320° (рис. 5.4). Ціна поділки ноніуса 2'. Відлік за шкалами кутоміра УГ-2 проводиться так само, як і в кутоміра УГ-1. Розмір кутів більше розгорнутого (180°) виходить як різниця між 360° і вимірюваним кутом.
Рис. 5.3. 1 – основа, 2 – косинець, 3 – ноніус, 4 – стопор, 5 – сектор, При вимірі зовнішніх кутів від 0° до 50° показання читають по правій частині шкали (рис. 5.4, а). При вимірі зовнішніх кутів від 50° до 90° показання читають по лівій частині шкали. При вимірі зовнішніх кутів від 90° до 140° до показань правої частини шкали додають 90° (рис. 5.4, б). При вимірі зовнішніх кутів від 140° до 180° до показань лівої частини шкали додають 90°. При вимірі внутрішніх кутів від 180° до 130° показання правої частини шкали віднімають з 180° (рис. 5.4, в). При вимірі внутрішніх кутів від 130° до 90° показання лівої частини шкали віднімають з 180°. При вимірі внутрішніх кутів від 90° до 40° показання правої частини шкали віднімають з 90°.
Рис. 5.4. Техніка вимірювання кутів: а – вимірювання зовнішніх кутів від 0° до 50°; б – вимірювання зовнішніх кутів від 50 до 140°; Відлік показань
Рис.5.5 Порядок виконання роботи 1. Вивчити будову та порядок вимірювання кутів деталей ноніусними та оптичними кутомірами. 2. Освоїти прийоми та відпрацювати уміння вимірювати кути деталей (зовнішні та внутрішні) за допомогою ноніусних кутомірів. 3. Виміряти кути деталі заданої викладачем. 4. Виміряти кут нахилу зуба зубчастого колеса. 5. Оформити звіт та дати усні відповіді на контрольні запитання. Контрольні запитання 1. Описати будову ноніусних кутомірів та показати їх основні частини. 2. Показати, як виконується перевірка нульового показання кутомірів. 3. Яка відмінність у будові кутоміра типу УН і типу УМ? 4. У чому особливості будови оптичних кутомірів? 5. Як виконується відлік показань при вимірюванні кутів кутоміром типу УМ? 6. Показати положення і випадки відліку на кутомірі типу УН при вимірюванні зовнішніх і внутрішніх кутів, вказавши границі кутів і правила відліку показань. 7. Як позначають конусність і ухил на кресленнях? ЛАБОРАТОРНА РОБОТА № 6
|
||
|
|
Последнее изменение этой страницы: 2016-08-15; просмотров: 717; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.007 с.) |