Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Перевірки та дослідження високоточних нівелірівСодержание книги
Поиск на нашем сайте
Огляд нівеліра і рейок. При одержанні нівеліра і рейок виконавець повинен ретельно оглянути і впевнитись у їх повній справності. Під час огляду нівеліра звертають увагу на: справність всіх його частин; відсутність хитань у підіймальних, закріпних і навідних гвинтах; відсутність іржі та раковин на металічних частинах; видимі дефекти приладу. Візуально перевіряють чистоту оптичних деталей зорової труби, контрастність і чіткість одночасного зображення всіх ниток сітки, кінців бульбашки рівня і відлікового барабану; плавність обертання окуляра і головки, яка переміщує фокусуючу лінзу; можливість точного фокусування на вибраний предмет і на якість зображення, яке дає труба. Визначають справність дзеркала підсвітки рівня, якість роботи елеваційного гвинта і механізму оптичного мікрометра, а також кріплення всіх рухомих частин нівеліра і наявність стопорних гвинтів. Виправні гвинти повинні займати середнє положення. Зміна нахилу зорової труби за допомогою елеваційного гвинта повинна бути плавною і без зривів. Суміщення зображень кінців бульбашки повинно відбуватись поблизу центральної частини віконця. Барабан оптичного мікрометра повинен обертатись плавно і мати необхідне тертя, щоб не сповзати при відліках 0 і 100. Перевіряють справність штативу, оглядають, чи підходить становий гвинт до нівеліра. Підтягують всі гвинти, гайки. Перевіряють стійкість штативу. Повірка і регулювання обертання підіймальних гвинтів. При міцно закрученому становому гвинті підіймальні гвинти підставки нівеліра повинні обертатись легко і плавно. Якщо їх обертання затруднене чи навпаки – дуже легке, то необхідно відрегулювати їх хід. Для цього: - встановлюють нівелір на штативі, приводять у робоче положення і обертають підіймальний гвинт доти, доки боковий зовнішній отвір підіймального гвинта не суміститься з отвором внутрішньої гайки регулювання; - шпилькою, яку вставляють у ці отвори, обертають весь гвинт до тих пір, доки його обертання не буде нормальним. Після виправлення обертання першого підіймального гвинта регулюють наступний. Регулювання підіймальних гвинтів здійснюють шляхом деяких виправлень і проб ходу кожного гвинта. Повірка плавності обертання нівеліра навколо вертикальної осі. Для визначення якості обертання зорової труби нівеліра навколо вертикальної осі використовують циліндричний рівень при трубі. Порядок виконання повірки такий: - встановлюють нівелір на жорсткій основі і ретельно приводять його у робоче положення по циліндричному рівню; - приводять трубу у положення 1 і беруть відліки по кінцям бульбашки рівня; - поступово обертають нівелір навколо вертикальної осі на 720˚. При цьому через кожні 60˚ беруть відліки на кінцях бульбашки рівня. Перед тим, як взяти відлік, рівню дають заспокоїтись. У прямому ході трубу обертають за ходом годинникової стрілки, в оберненому – проти. Розходження між відліками, одержаними у прямому і зворотньому напрямах, на одних і тих же установках не повинні перевищувати 20 у нівелірів типу Н-05. Обертання нівеліра повинно бути легким і плавним, у протилежному випадку необхідно провести чищення і змазування осей. Правила виконання чищення і змазування осі нівеліра вказані в описі приладу. Необхідно лише пам’ятати, що: - чищення і змазування вертикальної осі здійснюють у закритому чистому приміщенні, запобігаючи потраплянню пилу і бруду на розібрані вісь і втулку нівеліра; - вісь і втулку протирають тільки чистою, випраною матерією, трохи змоченою очищеним бензином, а потім витирають насухо; - вісь і втулку протирають годинниковим маслом. При температурах, нижчих ніж мінус 20˚С використовують годинникове масло для низьких температур чи зовсім залишають без змазки. Повірку і юстування круглого настановного рівня (чи двох циліндричних) здійснюють таким чином: - підіймальними гвинтами приводять бульбашку рівня у нуль-пункт; - обертають нівелір навколо вертикальної осі на 180˚; - якщо бульбашка (бульбашки) відхилились від середини більше ніж на 0,3 ділення рівня, то його приводять у початкове положення, переміщуючи виправними гвинтами рівня на половину дуги відхилення, а на іншу половину – підіймальними гвинтами; - після цього знову обертають нівелір на 180˚; - якщо бульбашка рівня знову зійде з нуль-пункта, то виконують повторне виправлення. Як правило, після двох, трьох виправлень бульбашка рівня при повороті на 180˚ залишається у нуль-пункті; - після виправлень гвинти рівня повинні бути надійно закріплені. Цю повірку виконують щоденно перед початком робіт. Одна із ниток сітки повинна бути вертикальною. Повірку виконують у безвітряну погоду або в приміщенні таким чином: - на віддалі 10-15 м від виска встановлюють нівелір; - ретельно приводять вертикальну вісь нівеліра по рівню у прямовисне положення; - наводять вертикальну нитку сітки на нитку виска; - якщо один кінець вертикальної нитки відходить від нитки виска більше, ніж на 0,5 мм, то виправляють установку сітки ниток. Попередньо необхідно від’єднати окулярну частину від корпусу зорової труби; - відкріпивши закріпні гвинти приблизно на один оберт, пластину з сіткою ниток легенько повертають; - після цього надівають окулярну частину на зорову трубу і провіряють положення вертикальної нитки. Поступово добиваються того, щоб вертикальна нитка сітки строго співпадала з виском; - закріпивши гвинти, необхідно ще раз впевнитись, що положення вертикальної нитки не порушилось. Після цього прикручують окулярну частину. Перевірка встановлення осі бісектора. Вісь бісектора повинна бути перпендикулярна до вертикальної осі. Порядок повірки такий: - ретельно приводять вертикальну вісь обертання нівеліра у прямовисне положення; - наводять точкою а горизонтальної нитки сітки на яку-небудь добре видиму точку, яка розміщена на віддалі 10 м від нівеліра, точно сумістивши кінці бульбашки циліндричного рівня і беруть відлік по барабану оптичного мікрометра з точністю 0,1 ділення. Відлік по барабану повинен бути близьким до 50; - наводять точки б, в, г горизонтальної нитки бісектора на вибрану точку і беруть відліки на барабані; - розходження між півсумами (а-б)/2 не повинно перевищувати 1-2 ділення барабана. Якщо розходження більше, то необхідно ще раз перевірити вертикальну нитку. При розходженнях більше 2 ділень сітку ниток необхідно замінити. ^ До циліндричного рівня нівеліра Н-05 висувають дві вимоги: - прямовисна площина, яка проходить через вісь рівня, повинна бути паралельною прямовисній площині, яка проходить через візирну вісь зорової труби; - величина кута ”i”, тобто проекції на прямовисну площину кута між віссю рівня і візирною віссю труби, повинна бути менше 10˝. Першу повірку у нівелірів Н-05 виконують перед виїздом на роботу. Її виконують таким чином: - встановлюють нівелір на віддалі 50 м від рейки, при цьому один підіймальний гвинт повинен бути направлений у сторону рейки; - ретельно приводять вертикальну вісь нівеліра у прямовисне положення; - ретельно суміщують елеваційним гвинтом зображення кінців бульбашки рівня циліндричного рівня і вводять у бісектор один зі штрихів рейки, записують відлік на барабані; - обертаючи підіймальні гвинти у різні сторони точно на два повних оберти кожним гвинтом надають зоровій трубі боковий нахил. При цьому слідкують, щоб штрих знаходився в бісекторі, а відлік на барабані мікрометра не змінювався; - після цього нахиляють нівелір у другу сторону, обертаючи ті ж гвинти у протилежні напрямки; - якщо в обох випадках кінці бульбашки рівня не відхиляються або в двох випадках зміщуються в одну сторону, то установка рівня правильна; - коли при різних нахилах вони розходяться у протилежні боки більше ніж на одно ділення, то виправляють установку циліндричного рівня боковими виправними гвинтами. При виправленні поступово один гвинт обертають на вкручування, а другою – на викручування. Юстування виконують методом наближень. Приведемо приклад визначення паралельності прямовисних площин, які проходять через вісь циліндричного рівня і візирну вісь зорової труби нівеліра. Для контролю необхідно повторити всі виміри, закріпити горизонтальні виправні гвинти і визначити, а якщо необхідно, то виправити кут i нівеліра. Другу точку, визначення кута ”i”, виконують на початку польового сезону кожен день. Якщо на протязі першого тижня виявиться, що юстування рівня не змінюється (зміна кута ”i” менше 5″), то повірку виконують через 10-15 днів, при роботі у гірських районах і на геодинамічних полігонах – через 7 днів. Другу частину повірки можна виконувати трьома способами. У першому способі повірку кута ”і” виконують подвійним нівелюванням вперед з кінців лінії довжиною 50 м. Для цього: - на кінцях лінії забивають по одному костилю чи дерев’яному кілку з цвяхом; - потім поряд з одним із костилів встановлюють нівелір, а на другому –рейку. Нівелір встановлюють так, щоб окулярний кінець труби стояв від рейки на 2-3 см, при цьому зорова труба повинна бути направлена на дальню рейку; - приводять нівелір у робоче положення, встановлюють відліковий барабан мікрометра на відліку 50 (при визначенні кута ”і” у нівеліра Н-05), наводять нівелір на більш віддалену рейку, елеваційним гвинтом суміщають зображення кінців циліндричного рівня і беруть відліки на основній і додатковій Досн і Ддод шкалам рейки. Відліки на дальній рейці беруть по середній нитці нівеліра; - після цього переносять нівелір до другого костиля і виконують аналогічні виміри. Таким чином одержують відліки Досн, Ддод, Аосн, Адод. Перераховані дії складають два півприйоми. Величину кута ”і” обчислюють за такими формулами де А1, А2, Д1, Д2 - відповідно відліки на дальній і ближній рейках, одержані на першій і другій точкам; L - віддаль між костилями (мм), виміряна віддалеміром нівеліра При дослідженні нівелірів типу Н-05 виконують чотири півприйоми. Не знімаючи нівелір, виконують всі обчислення і знаходять середнє значення кута ”і”. Розходження між значеннями кута ”і”, одержані у півприйомах, не повинні перевищувати 3″ для високоточних і 5″ для всіх решти типів нівелірів. Якщо середнє значення кута ”і” більше 10″, то виправляють положення циліндричного рівня. Для цього елеваційним гвинтом наводять бісектор на дальню рейку так, щоб був відлік, рівний Повірку і виправлення виконують до того часу, доки величина кута ”і” не стане менше 10″. У випадку, якщо виправними гвинтами циліндричного рівня не можна зробити кут і менше 10″, то його юстують, переміщуючи сітку ниток вверх-вниз вертикальними виправними гвинтами. Юстування кута і у цьому випадку треба виконувати у майстерні.
11.§75. Перевірки і юстування нівеліра Н-3 та Н-ЗК Перед виконанням перевірок нівеліра виконують загальний його огляд, при цьому визначають: як працюють піднімальні, закріпні, навідні і елеваційний гвинти нівеліра і при необхідності виконують їх регулювання. Після цього виконують перевірки в такій послідовності: 1. Перевірка плавного обертання нівеліра навколо вертикальної осі. Нівелір повинен обертатись навколо вертикальної осі вільно і плавно. Якщо умова не виконується, то верхню частину приладу звільняють і знімають. Після цього чистять вісь і втулку і змазують вісь. 2. Вісь круглого рівня повинна бути паралельна до осі обертання нівеліра.67
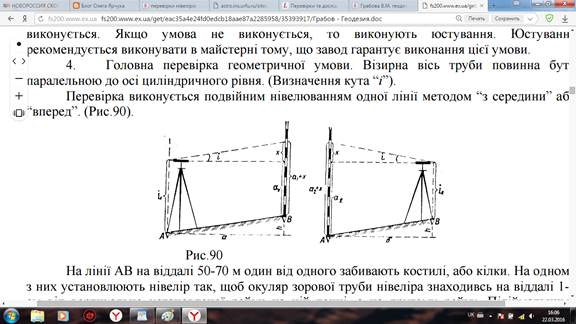
Рис.89 Для перевірки цієї умови установлюють круглий рівень у напрямі двох піднімальних гвинтів (Рис.89) і обертанням трьох піднімальних гвинтів в протилежних напрямах приводять бульбашку рівня в нуль-пункт. Після цього повертають верхню частину нівеліра на 180 бульбашка рівня повинна залишатись в нуль-пункті, тобто умову виконано, якщо ні, то виправними гвинтами рівня зміщують бульбашку в нуль-пункт на половину її відхилення. Другу половину відхилення бульбашки рівня зміщують піднімальними гвинтами. Для контролю перевірку повторюють. 3. Перевірка правильності установки сітки ниток. Вертикальна нитка сітки повинна бути паралельною до осі обертання нівеліра. Установлюють нівелір в робоче положення, а на віддалі 25-30 м від нівеліра підвішують висок і наводять на шнурок виска вертикальну нитку сітки, яка повинна збігатися з ним, тоді умова виконується. Якщо умова не виконується, то виконують юстування. Юстування рекомендується виконувати в майстерні тому, що завод гарантує виконання цієї умови. 4. Головна перевірка геометричної умови. Візирна вісь труби повинна бути паралельною до осі циліндричного рівня. (Визначення кута “і”). Перевірка виконується подвійним нівелюванням одної лінії методом “з середини” або “вперед”. (Рис.90).
Рис.90 На лінії АВ на віддалі 50-70 м один від одного забивають костилі, або кілки. На одному з них установлюють нівелір так, щоб окуляр зорової труби нівеліра знаходивсь на віддалі 1-2 см від вертикально установленої рейки на цій точці, а на другому рейку, Підіймальними гвинтами приводять вісь обертання нівеліра в прямовисне положення, міряють висоту інструмента “і” і наводять трубу нівеліра на рейку установлену в точці В, елеваційним гвинтом приводять бульбашку циліндричного рівня в нуль-пункт і беруть відлік “а1”. Якщо візирна вісь непаралельна до осі циліндричного рівня то правильний відлік на рейці буде відрізнятись від одержаного на величину “Х”. Згідно з рисунком 90,а маємо h=і-(а1+х) (1). Якщо нівелір і рейку поміняти місцями і нівелювати лінію ВА (Рис.90,б), то h=(а2+х)-і (2). Прирівнюючи праві частини рівнянь (1) і (2), одержимо (а2+х)-і2=і1-(а1+х); . Якщо осі паралельні то:; х=0. Коли х0, то обчислюють кут “і” за формулою:; L – довжина лінії АВ в міліметрах, виміряна віддалеміром нівеліра,68 =206265. Кут “і” не повинен перевищувати 10. Якщо кут „і”>10, то помилку необхідно усунути. Для цього обчислюють правильний відлік “ ”. =а2-х і елеваційним гвинтом встановлюють відлік “ ” на рейці. В цей момент бульбашка рівня зійде з середини. Діючи вертикальними виправними гвинтами рівня приводять бульбашку рівня в нуль-пункт. Для контролю перевірку повторюють. Перевірки і юстування нівеліра з компенсатором Н-ЗК Перевірки круглого рівня і положення сітки ниток нівелірів з компенсаторами виконують так само, як і нівелірів з циліндричним рівнем. Крім цього перевіряють міру компенсації кутів нахилу осі нівеліра і головну геометричну умову. 1. Перевірка міри компенсації кутів нахилу осі нівеліра. Компенсація кутів нахилу осі нівеліра повинна бути повною. Для визначення помилки недокомпенсації установлюють нівелір посередині створу між рейками, що розташовані на віддалі 100 м одна від одної на вбитих в землю кілках або костилях з точністю 0.1 м. Рис.91 Визначають перевищення в мм по чорних сторонах рейок п’ятьма прийомами при положеннях бульбашки круглого рівня, показаних на (Рис.91), міняючи висоту інструмента між прийомами. Обчислюють hi=ai-bi, де аі, bі – відліки відповідно по задній та передній рейках, в мм. Обчислюють середнє значення перевищення, в мм, одержане при положеннях бульбашки рівня 2-5 (Рис.91). Знаходять різницю між середнім значенням перевищення і перевищенням h1, в мм, одержаним при положенні бульбашки рівня 1 (Рис.91) . Різниця “f” допускається 3 мм для виконання нівелювання III кл. і 5 мм для виконання нівелювання IV кл. Якщо умова не виконується, то юстування нівеліра виконують в оптичній майстерні. 2. Перевірка головної геометричної умови. Лінія візування повинна бути
горизонтальною при нахилах осі приладу до величини допустимого кута компенсації. Рис.9269 На місцевості в точках А і В розташованих на віддалі 1000.2 м, забивають два кілки або костилі, на які установлюють рейки (Рис.92). У точці D на середині між рейками (d1=500.1 м) установлюють нівелір і приводять його у робоче положення. Визначають перевищення між точками hi, не менше трьох разів, змінюючи кожний раз висоту інструмента. Середнє значення перевищення, в мм, буде позбавлено інструментальних помилок:. Потім нівелір переносять в точку С, що розташована на віддалі d2=100.1 м від точки В і визначають перевищення в мм, h=a1-b1. Якщо перевищення h1 визначене з точки С, буде відрізнятись більше ніж на 2 мм від перевищення hс, визначене з точки D, тобто f=hc-h1, то необхідно виконати юстування. З цією метою обчислюють поправки за формулами:;, де Х, Y – поправки відповідно на дальню і ближню рейки, в мм, а d1 і d2 – віддалі від нівеліра відповідно до дальньої і ближньої рейок, в м. Для приведення лінії візування в горизонтальне положення обчислюють правильний відлік =а1+х і не міняючи положення нівеліра знімають ковпачок, що закриває виправні гвинти сітки ниток, наводять нівелір на дальню рейку і виправними гвинтами сітки ниток наводять горизонтальну нитку на правильний відлік “ ”. Для контролю перевірку повторюють.
|
||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 752; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.148.130 (0.01 с.) |