Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Координатно-расточный станок мод. 2д450амф2Содержание книги
Поиск на нашем сайте
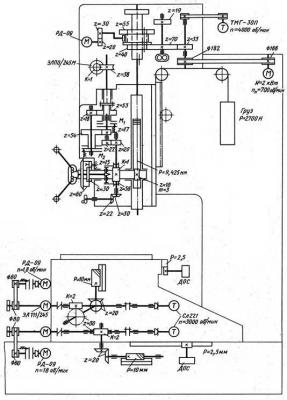
Станок имеет числовое программное управление и автоматическую смену инструмента. При работе по программе на станке предусматриваются следующие режимы: автоматический, полуавтоматический, ввод информации вручную. Кинематическая схема станка приведена на рис. 92.
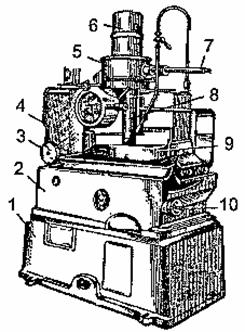
Рис. 92 Кинематическая схема станка мод. 2Д450АМФ2 Главное движение Главное движение (вращение расточного шпинделя) - осуществляется от регулируемого электродвигателя постоянного тока (Nн=2 кВт, nн = 700 об/мин) через клиноременную передачу и двухступенчатую коробку скоростей. Пределы частот вращения расточного шпинделя 32-2000 об/мин. Переключение ступеней коробки скоростей осуществляют с помощью двигателя РД-09, который через зубчатые колеса 20-30 поворачивает эксцентрик, перемещающий блок зубчатых колес. Движение вертикальной подачи Движение вертикальной подачи (перемещение гильзы шпинделя в вертикальном направлении) осуществляется от отдельного электродвигателя ЭЛПО/245М с широким диапазоном регулирования (Nн = 0,245 кВт, пн = 3600 об/мин). Вертикальная рабочая подача (мм/мин) включена муфта М1. Пределы рабочих подач шпинделя - от 2 до 250 мм/мин. Ускоренная подача (мм/мин) включена муфта М2: Медленное перемещение гильзы шпинделя вручную осуществляют маховиком, а быстрое - рукояткой: Установочное вертикальное перемещение шпиндельной коробки осуществляется от отдельного привода (на схеме не показан). Контроль величины перемещения гильзы или шпиндельной коробки осуществляют датчиком обратной связи ДОС. Перемещение стола Перемещение детали в прямоугольной системе координат осуществляется движением стола по направляющим салазок и салазок по направляющим станины. Перемещение стола и салазок осуществляется от двух независимых электродвигателей постоянного тока ЭЛ111/245 (Nн =0,245 кВт, пн = 3600 об/мин) с регулируемой в широком диапазоне частотой вращения, благодаря чему имеется возможность применять скорости перемещения, необходимые для фрезерования плоскостей, а также осуществлять ускоренные перемещения при установке координат. Уравнения кинематического баланса цепей продольного и поперечного перемещения стола: Установку оси отверстия на детали относительно оси шпинделя осуществляют перемещением стола или салазок, которое контролируют специальным оптическим устройством. Оно установлено на точных стеклянных линейках, закрепленных в одном случае на столе (подвижная линейка), в другом - на станине (неподвижная линейка). . Бесконсольно-фрезерные станки: 4.2. БЕСКОНСОЛЬНЫЕ ФРЕЗЕРНЫЕ СТАНКИ Бесконсольные вертикальные и горизонтальные фрезерные станки (рис.4.4) отличаются тем, что в вертикальном направлении по направляющим стойки 5 перемещается шпиндельная бабка 4. А салазки 2, несущие стол 3 перемещаются только в горизонтальной плоскости по направляющим станины 1 (крестовый стол). При такой компоновке значительно повышается жесткость станка. Такие станки целесообразно использовать при обработке крупногабаритных заготовок торцовыми фрезами.
Рис. 4.4. Бесконсольно-фрезерные станки: а) вертикальный; б) горизонтальный. 1 – станина, 2 – горизонтальный, 3 – стол, 4 – шпиндельная бабка, 5 – вертикальная стойка. 42 ПРОДОЛЬНО - ФРЕЗЕРНЫЕ СТАНКИ Продольно-фрезерные станки бывают одностоечные и двухстоечные (рис. 4.5). Эти станки предназначены для обработки плоскостей крупногабаритных деталей в основном торцовыми фрезами. Поэтому их стол 2 имеет лишь одну степень свободы – перемещается прямолинейно по направляющим станины 1, остальные движения сообщаются шпиндельным головкам. Главным движением в станке является вращение шпинделей. Продольно-фрезерные станки по компоновке отличаются числом стоек (4) и фрезерных головок (3). Есть одностоечные и двухстоечные станки без поперечины. У них на каждой стойке находится одна головка. Большинство станков с поперечиной 6 на двух стойках. Число фрезерных головок разное от 1 до 4.
Рис. 4.5. продольно-фрезерный станок: 1 – станина, 2 – стол, 3 – шпиндельные головки, 4 – стойки, 5 – балка, 6 – боковые шпиндельные головки, 7 – траверса. 43 Расположение составных частей консольно-фрезерного станка с ЧПУ 1. Станина - 6Р13Ф3-37.10 2. Редуктор - 6Р13Ф3-37.25 3. Консоль - 6Р13Ф3-37.61 4. Короб электромонтажный - 6Р13Ф3-37.068 5. Стол и салазки - 6Р13Ф3-37.70 6. Электрооборудование - 6Р13Ф3-37.80 7. Вертикальный фрезерный станок 6Р13Ф3 предназначается для обработки разнообразных деталей сложного профиля из стали, чугуна, труднообрабатываемых цветных металлов, главным образом торцовыми и концевыми фрезами, сверлами в среднесерийном и мелкосерийном производстве. 8. Фрезерный станок модели 6Р13Ф3-37 оснащен устройством ЧПУ НЗЗ-2М, позволяющим вести обработку изделий в режиме программного управления одновременно по трем координатам: продольной и поперечной (перемещение стола и салазок с обрабатываемой деталью) и вертикальной (перемещение ползуна с инструментом). 9. Программируемое вертикальное перемещение (координата Z) осуществляется движением ползуна. Консоль фрезерного станка с ЧПУ 6Р13Ф3 имеет только установочное перемещение, исключающее позиционирование и работу в следящем режиме консоли, имеющей значительную массу. Повышается точность обработки, так как в процессе резания консоль всегда зажата. 10. Станок оснащен следяще-регулируемыми приводами подач с высокомоментными электродвигателями постоянного тока. 11. Применение следящих регулируемых приводов с двигателями постоянного тока обеспечивает скорость быстрого перемещения стола до 4,8 м/мин и исключает брак детали при контурной обработке в случае отказа привода подач по одной из координат.
Станок имеет следующие основные узлы и механизмы:
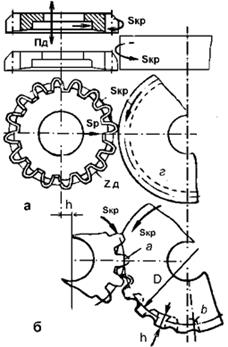
На данном станке можно нарезать блоки зубчатых колес с малыми расстояниями между зубчатыми венцами. В качестве режущего инструмента применяют долбяк. Рисунок 3 - Кинематическая схема станка 5А12
|
||||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 647; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.189.143.1 (0.007 с.) |