Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обозначение основных частей сверлильного станка 2Н135Содержание книги
Поиск на нашем сайте
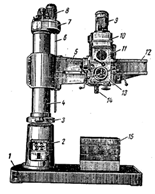
1. Привод сверлильного станка - 2Н135.21.000 2. Коробка скоростей станка - 2Н135.20.000 3. Насос плунжерный масляный - 2Н125.24.000 для станка 2Н125 4. Насос плунжерный масляный - 2Н135.24.000 5. Коробка подач - 2Н135.30.000 6. Колонна, стол, плита - 2Н135.10.000 7. Механизм управления скоростями и подачами - 2Н135.25.000 8. Электрошкаф - 2Н125.72.000 9. Электрооборудование - 2Н135.94.000 10. Шпиндель в сборе - 2Н135.50.000 11. Система охлаждения станка - 2Н135.80.000 12. Сверлильная головка - 2Н135.40.000 36. РАДЛИАЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК МОДЕЛИ 2В56
Основные узлы станка: 1 - фундаментная плита; 2 - колонна; 3 - разрезной хомут; 4 - поворотная гильза; 5 - консоль (траверса); 6 - винт подъёма консоли; 7 - редуктор; 8 – электродвигатель подъёма консоли; 9 - электродвигатель подачи; 10 - коробка скоростей; 11 -шпиндельная головка; 12 - рейки перемещения шпиндельной головки; 13 – коробка подач; 14 - шпиндель; 15 - съёмный стол. На фундаментной плите станка закреплена станина с колонной и поворотной гильзой. Разрезной хомут скрепляет колонну со станиной. На колонне закреплена консоль, которая может перемещаться по колонне вверх и вниз с помощью электродвигателя, редуктора и винта. На консоли находится шпиндельная головка, в которой размещается коробка скоростей, коробка подач и шпиндель. Шпиндельная головка может радиально перемещаться по направляющим рейкам консоли, а консоль может поворачиваться вокруг колонны на определённый угол механически или вручную. При работе на станках этого типа заготовку можно закрепить неподвижно на съёмном столе или прямо на фундаментной плите. Ось инструмента, закреплённого в шпинделе, совмещают с осью обрабатываемого отверстия с помощью трёх перемещений: - вертикального вдоль оси шпинделя; - радиального, по направляющим консоли; - вокруг колонны на определённый угол.
37. Вертикально-сверлильный станок 2Р135Ф2 с ЧПУ.
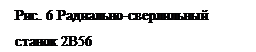
Станок предназначен для сверления, зенкерования, развертывания, нарезания резьбы, торцового подрезания деталей и т.д. в условиях мелкого и среднесерийного производства. Наличие на станке шестипозиционной головки 3 для автоматической смены режущего инструмента и крестового стола 2 позволяет осуществлять координатную обработку деталей типа крышек, фланцев, панелей и других без предварительной разметки и применения кондукторов Общий вид вертикально-сверлильного станка модели 2Р135Ф2, оснащенного ЧПУ, показан на рис. 6. На основании 1 смонтирована колонна 10, по прямоугольным вертикальным направляющим которой перемещается суппорт 4, несущий револьверную головку 3. На колонне 10 смонтированы коробки скоростей 5 и редуктор подач 6. Салазки 2 крестового стола перемещаются по горизонтальным направляющим основания 1, а верхняя часть 11 стола - по направляющим салазок. С правой стороны станка расположены шкафы 8 с электрооборудованием и УЧПУ 9. Станок имеет подвесной пульт 7 управления.
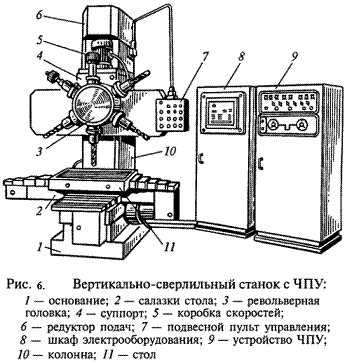
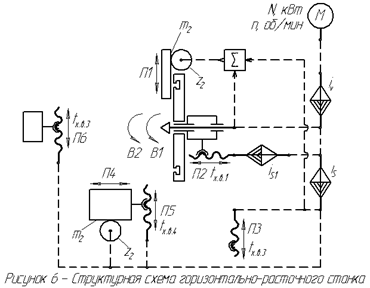
Основными узлами станка являются: станина 28, передняя стойка 21, шпиндельная бабка 22, стол 10, задняя стойка 5 с люнетом 3, планшайба 13, радиальный суппорт 14, шкаф 24 с электрооборудованием, электромашинный агрегат 25. Детали для обработки устанавливаются на поворотный стол 8 .
Обрабатывающий инструмент помещается либо на оправки, закрепленные во внутреннем конусе шпинделя 15, либо на резцедержатель, установленный на радиальный суппорт 14.Инструмент, предназначенный для обработки длинных отверстий, устанавливается в длинные оправки (борштанги), правая сторона которых закрепляется во внутреннем конусе шпинделя 15, а левая вращается (и может одновременно перемещаться в осевом направлении) во вкладышах люнета 3. Станки моделей 2620, 2620А, 2622 и 2622А (общего размера) предназначены для обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями. Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 2000 кг. На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом (модели 2620 и 2620А), фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом (модели 2620 и 2620А) при продольном движении стола. Станки моделей 2620 и 2620А имеет радиальный суппорт на встроенной планшайбе и нормальный выдвижной шпиндель диаметром 90 мм и отличаются большей универсальностью. Они, преимущественно, предназначаются для работ, требующих применения радиального суппорта при обтачивании торцовых поверхностей и при консольном растачивании отверстий больших диаметров. 39 Компоновка горизонтально-расточных станков отличается от традиционной отсутствием люнетной стойки, сильно развитыми направляющими, высокой точностью установки поворотного стола. Благодаря высокой жесткости и точности перемещений и поворота на этих станках можно обрабатывать соосные отверстия в противоположных стенках деталей с помощью консольных оправок, что резко сокращает время, затрачиваемое на смену инструмента. Точность позиционирования у современных горизонтально-расточных станков соответствует классам П и В. Дискретность задания перемещений по осям X, X', Z, Y, W, W', R' 0,001; 0,05; 0,01 мм, по В' 0,001°; 0,005°; 0,01°. По уровню автоматизации новые станки (включая станки с автоматической сменой инструмента и заготовок) изготовляют с цифровой индикацией и ЧПУ. Станки оснащают позиционными, контурными и комбинированными устройствами ЧПУ, которые имеют от трех до пяти управляемых координат. От программы осуществляется перемещение рабочих органов, изменение частот вращения и подач, зажим и отжим рабочих органов, включение и выключение охлаждения и т. д. Привод главного движения горизонтально-расточных станков с ЧПУ выполняют в виде регулируемого двигателя постоянного тока в сочетании с коробкой скоростей, реже - асинхронного двигателя с механическим вариатором или с многоступенчатой коробкой скоростей.
|
||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 570; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.214.223 (0.009 с.) |