Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема: методология бережливого производства при ремонте и обслуживании подвижного составаСодержание книги
Поиск на нашем сайте
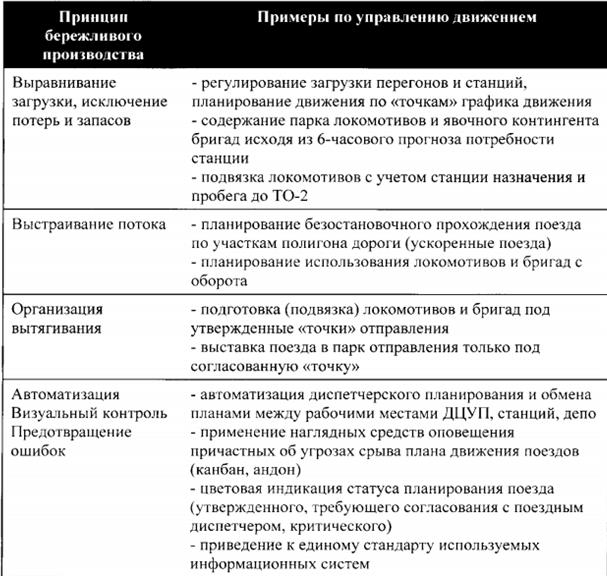
Цель занятия: Ознакомиться с методологией внедрения бережливого производства при ремонте и техническом обслуживании подвижного состава. 1) Описать технологию внедрения бережливого производства для основных участков ремонтного депо (грузового или пассажирского) с разработкой карт потока создания ценности: а) вагоносборочного участка; б) тележечного участка; в) колесно-роликового участка; Принципы бережливого производства: 1- Предотвращение дефектов 2- Гибкость 3- Ориентация на процесс 4- Принцип вытягивания 5- Прозрачность 6- Стандартизация 7- Постоянное улучшение 8- Личная ответственность
Гибкость Понятие «гибкое производство» выступает за: 1) повышение эффективности и стандартизацию за счет постоянных процессов улучшения; 2) систему менеджмента, которую первоначально применяли японские фирмы; 16 3) философию, которая ведет к малозатратным процессам на фирме; 4) отслеживание принципов вытягивания, прежде всего за счет применения поставки «точно в срок»; 5) ориентацию на клиента, качество и снижение затрат; 6) члены коллектива, которые совместно и друг для друга размышляют, принимают решения, действуют и заступаются друг за друга. Предотвращение дефектов Цель предотвращения дефектов – увеличение стабильности процессов в результате профилактических мероприятий. Предотвращение дефектов должно идти впереди обнаружения дефектов. Эффективное обнаружение дефектов с помощью последовательной защиты процесса происходит только там, где необходимо. Дефектов можно избежать: Через комбинацию профилактических мероприятий и быстрых цепей регулирования. Быструю обратную связь о наличии дефектов: – четкая связь дефекта и «виновного» рабочего места; – корректировка причины через инструкции, смену инструмента и т.д.; – постоянный мониторинг мастером. Ориентация на процесс Цели: краткое время производственного цикла и малые размеры партий (переналадка, партии, тара при поставке) при высокой стабильности; самые маленькие объѐмы для передачи дальше (меньше, чем размер партии) между и внутри процессов; обеспечение материалами с малыми потерями: минимальные транспортные пути, перемещения сотрудников, промежуточные склады и запасы между и внутри процессов; 17 минимизация не создающих добавленной стоимости площадей, занимаемых логистикой и складами; быстрая коммуникация за счѐт коротких путей между сотрудниками; прозрачность, особенно для сотрудников на местах. Принцип вытягивания Запасы являются причиной высоких затрат и проблем. С принципом вытягивания производство и логистика вступают в цепь создания стоимости когда имеется актуальная внутренняя или внешняя потребность потребителя. С одновременным введением поточного производства и синхронизации производства и логистики возможно сократить до минимума время производственного цикла и запасы. Введение прозрачных и самоуправляемых систем упрощает планирование производством и управление им. Прозрачность – предпосылка для достижения цели и постоянного улучшения. Прозрачность означает, что каждый знает свои задачи и цели. Это облегчает быструю ориентацию на всех участках и улучшает понимание в целом. Стандартизация Предотвращение одних и тех же дефектов при производстве продукции, повторения ошибок на технологических операциях и аварий, наряду с использованием предложений, позволяет обеспечить высокую эффективность производства. Все это становится возможным благодаря стандартизации. Личная ответственность Личная ответственность означает, что между ответственностью и полномочиями, устанавливается связь непосредственно на уровне процесса. Это создаѐт необходимую свободу действий и шансы повышения квалификации. Самостоятельно организованные рабочие группы далее усиливают личную ответственность. Сферы ответственности должны быть однозначны и известны. В этом случае каждый знает о своѐм вкладе в общий успех и мотивирован к активному участию в процессе улучшения. 2) Описать технологию внедрения бережливого производства для основных подразделений технического обслуживания подвижного состава: а) парка прибытия ПТО сортировочной станции; б) парка отправления ПТО сортировочной станции; в) транзитного парка ПТО сортировочной станции; г) участка текущего отцепочного ремонта вагонов ПТО сортировочной станции. Целевое состояние бережливого производства должно обеспечивать: - разработку и актуализацию надежных технологических процессов ремонта и экуплуатации подвижного состава с учетом местных условий и имеющихся рисков, полными комплектами технологической 15 документации, наглядными пособиями, электронными базами документации, включая интерактивные электронные руководства по ремонту; - поддержание оптимального соотношения планово-предупредительных ремонтов и ремонтов по состоянию, с учетом фактического состояния подвижного состава, применения новых средств диагностики и новых информационных систем.
Планово-предупредительные ремонты технологического оборудования цехов, связанных с ремонтом, направленные на надежную бесперебойную работу оборудования, что в том числе позволит исключить дублирование оборудования; - организацию эффективной системы технологического контроля; - своевременное выявление несоответствий в технологической документации и их устранение. - оптимизацию планировочных решений цехов по ремонту, исключения встречных потоков, непроизводственных затрат и потерь, сокращения производственного цикла, - использование передовых технологий оперативного управления производством, «вытягивающих» технологии планирования работ, обеспечивающих сокращение и исключение межоперационных и переходных запасов, - разработать четкие регламенты управления ремонтом, контроля соблюдения технологической дисциплины, приемки работ.
Список используемых источников: 1) http://www.up-pro.ru/imgs/library/production_management/files/lean-opzt.pdf 2) http://vunivere.ru/work13955/page7 3) http://oac.rgotups.ru/misc/files/1_kpbp.pdf
|
||||
|
|
Последнее изменение этой страницы: 2016-07-14; просмотров: 961; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.69.58 (0.005 с.) |