
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Причинно-наслідкові діаграмиСодержание книги
Поиск на нашем сайте Причинно-следственная диаграмма (рис. 4.15).
а) пример условной диаграммы, где: 1 – факторы (причины); 2 – большая «кость»; 3 – малая «кость»; 4 – средняя «кость»; 5 – «хребет»; 6 – характеристика (результат).
б) пример причинно-следственной диаграммы факторов, влияющих на качество продукции. Рис. 4.15 Примеры причинно-следственной диаграммы. Причинно-следственная диаграмма используется, когда требуется исследовать и изобразить возможные причины определенной проблемы. Ее применение позволяет выявить и сгруппировать условия и факторы, влияющие на данную проблему. Рассмотрим формупричинно-следственной диаграммы на рис. 4.15 (она называется еще «рыбий скелет» или диаграмма Исикавы). Порядок составления диаграммы: 1. Выбирается проблема для решения – «хребет». Діаграми розсіювання Диаграмма разброса (рассеяния) применяется для выявления зависимости (корреляции) одних показателей от других или для определения степени корреляции между n парами данных для переменных x и y: (x1,y1), (x2,y2),..., (xn, yn). Эти данные наносятся на график (диаграмму разброса), и для них вычисляется коэффициент корреляции по формуле где n – размер выборки (количество пар данных – хi и уi); Рассмотрим различные варианты диаграмм разброса (или полей корреляции) на рис. 4.18:
Рис. 4.18. Варианты диаграмм разброса В случае: а) можно говорить о положительной корреляции (с ростом x увеличивается y); б) проявляется отрицательная корреляция (с ростом x уменьшается y); в) при росте x y может как расти, так и уменьшаться, говорят об отсутствии корреляции. Но это не означает, что между ними нет зависимости, между ними нет линейной зависимости. Очевидная нелинейная (экспоненциальная) зависимость представлена и на диаграмме разброса г). Коэффициент корреляции всегда принимает значения в интервале Для тех же n пар данных (x1,y1), (x2,y2),..., (xn, yn) можно установить зависимость между x и y. Формула, выражающая эту зависимость, называется уравнением регрессии (или линией регрессии), и ее представляют в общем виде функцией у = а + bх. Для определения линии регрессии (рис.4.19) необходимо статистически оценить коэффициент регрессии b и постоянную a. Для этого должны быть выполнены следующие условия: 1) линия регрессии должна проходить через точки (x,y) средних значений x и y. 2) сумма квадратов отклонений от линии регрессии значений y по всем точкам должна быть наименьшей. 3) для расчета коэффициентов а и b используются формулы Т.е. уравнением регрессии можно аппроксимировать реальные данные.
Рис. 4.19. Пример линии регрессии
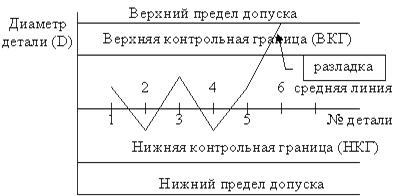
Контрольні карти Одним из способов достижения удовлетворительного качества и поддержания его на этом уровне является применение контрольных карт. Для управления качеством технологического процесса необходимо иметь возможность контролировать те моменты, когда выпускаемая продукция отклоняется от заданных техническими условиями допусков. Рассмотрим простой пример. Проследим за работой токарного станка в течение определённого времени и будем измерять диаметр детали, изготавливаемой на нем (за смену, час). По полученным результатам построим график и получим простейшую контрольную карту (рис. 4.20):
Рис. 4.20. Пример контрольной карты В точке 6 произошла разладка технологического процесса, необходимо его регулирование. Положение ВКГ и НКГ определяется аналитически либо по специальным таблицам и зависит от объёма выборки. При достаточно большом объеме выборки пределы ВКГ и НКГ определяют по формулам ВКГ = +3 НКГ = –3 ВКГ и НКГ служат для предупреждения разладки процесса, когда изделия еще соответствуют техническим требованиям. Контрольные карты применяются, когда требуется установить характер неисправностей и дать оценку стабильности процесса; когда необходимо установить, нуждается ли процесс в регулировании или его необходимо оставить таким, каков он есть. Контрольной картой можно также подтвердить улучшение процесса. Контрольная карта является средством распознания отклонений из-за неслучайных или особых причин от вероятных изменений, присущих процессу. Вероятные изменения редко повторяются в прогнозируемых пределах. Отклонения из-за неслучайных или особых причин сигнализируют о том, что некоторые факторы, влияющие на процесс, необходимо идентифицировать, расследовать и поставить под контроль. Контрольные карты основываются на математической статистике. Они используют рабочие данные для установления пределов, в рамках которых будут ожидаться предстоящие исследования, если процесс останется неэффективным из-за неслучайных или особых причин. Информация о контрольных картах содержится и в международных стандартах ИСО 7870, ИСО 8258. Наибольшее распространение получили контрольные карты среднего значения X и контрольные карты размаха R, которые используются совместно или раздельно. Контролироваться должны естественные колебания между пределами контроля. Нужно убедиться, что выбран правильный тип контрольной карты для определенного типа данных. Данные должны быть взяты точно в той последовательности, в какой собраны, иначе они теряют смысл. Не следует вносить изменения в процесс в период сбора данных. Данные должны отражать, как процесс идет естественным образом. Контрольная карта может указать на наличие потенциальных проблем до того, как начнется выпуск дефектной продукции. Принято говорить, что процесс вышел из-под контроля, если одна или более точек вышли за пределы контроля. Существуют два основных типа контрольных карт: для качественных (годен – негоден) и для количественных признаков. Для качественных признаков возможны четыре вида контрольных карт: число дефектов на единицу продукции; число дефектов в выборке; доля дефектных изделий в выборке; число дефектных изделий в выборке. При этом в первом и третьем случаях объем выборки будет переменным, а во втором и четвертом – постоянным. Таким образом, целями применения контрольных карт могут быть:
При этом не следует контролировать все величины одновременно. Контрольные карты стоят денег, поэтому нужно использовать их разумно: тщательно выбирать характеристики; прекращать работу с картами при достижении цели: продолжать вести карты только тогда, когда процессы и технические требования сдерживают друг друга. Необходимо иметь в виду, что процесс может быть в состоянии статистического регулирования и давать 100% брака. И наоборот, может быть неуправляемым и давать продукцию, на 100% отвечающую техническим требованиям. Контрольные карты позволяют проводить анализ возможностей процесса. Возможности процесса – это способность функционировать должным образом. Как правило, под возможностями процесса понимают способность удовлетворять техническим требованиям Существуют следующие виды контрольных карт: 1. Контрольные карты для регулирования по количественным признакам (измеренные величины выражаются количественными значениями): а) контрольная карта б) Контрольная карта 2. Контрольные карты для регулирования по качественным признакам: а) контрольная карта p (для доли дефектных изделий) или процента брака, применяется для контроля и регулирования технологического процесса после проверки небольшой партии изделий и разделения их на доброкачественные и дефектные, т.е. определения их по качественным признакам. Доля дефектных изделий получена путём деления числа обнаруженных дефектных изделий на число проверенных изделий. Может применяться также для определения интенсивности выпуска продукции, процента неявки на работу и т.д.; б) контрольная карта pn (количество брака), применяется в случаях, когда контролируемым параметром является число дефектных изделий при постоянном объеме выборки n. Практически совпадает с картой p; в) контрольная карта c (число дефектов на одно изделие), используется, когда контролируется число дефектов, обнаруживаемых среди постоянных объемов продукции (автомобили – одна или 5 транспортных единиц, листовая сталь – один или 10 листов); г) контрольная карта n (число дефектов на единицу площади), используется, когда площадь, длина, масса, объём, сорт непостоянны и обращаться с выборкой как с постоянным объемом невозможно. При обнаружении дефектных изделий целесообразно прикреплять к ним разные ярлыки: для дефектных изделий, обнаруженных оператором (тип A), и для дефектных изделий, обнаруженных контролером (тип B). Например, в случае A – красные буквы по белому полю, в случае B – чёрные буквы по белому полю. На ярлыке указывают номер детали, наименование изделия, технологический процесс, место работы, год, месяц и число, сущность дефекта, число отказов, причину возникновения дефектности, принятые меры воздействия. В зависимости от целей и задач анализа качества продукции, а также возможностей получения необходимых для его осуществления данных аналитические методы его проведения существенно различаются. Влияет на это и этап жизненного цикла продукции, охватываемый деятельностью предприятия. На этапах проектирования, технологического планирования, подготовки и освоения производства целесообразно применение функционально-стоимостного анализа (ФСА): это метод системного исследования функций отдельного изделия или технологического, производственного, хозяйственного процесса, структуры, ориентированный на повышение эффективности использования ресурсов путем оптимизации соотношения между потребительскими свойствами объекта и затратами на его разработку, производство и эксплуатацию.
|
||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 379; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.007 с.) |




 ,
, ,
, ,
, ковариация;
ковариация; стандартные отклонения случайных переменных x и у;
стандартные отклонения случайных переменных x и у; и
и  – среднеарифметические значения хi и уi cоответственно.
– среднеарифметические значения хi и уi cоответственно.
 , т.е. при r>0 – положительная корреляция, при r=0 – нет корреляции, при r <0 – отрицательная корреляция.
, т.е. при r>0 – положительная корреляция, при r=0 – нет корреляции, при r <0 – отрицательная корреляция.
 .
.
 ,
, .
. состоит из контрольной карты
состоит из контрольной карты  , отражающей контроль за изменением среднего арифметического, и контрольной карты R, служащей для контроля изменений рассеивания значений показателей качества. Применяется при измерении таких показателей, как длина, масса, диаметр, время, предел прочности при растяжении, шероховатость, прибыль и т.д.;
, отражающей контроль за изменением среднего арифметического, и контрольной карты R, служащей для контроля изменений рассеивания значений показателей качества. Применяется при измерении таких показателей, как длина, масса, диаметр, время, предел прочности при растяжении, шероховатость, прибыль и т.д.; состоит из контрольной карты
состоит из контрольной карты  , осуществляющей контроль за изменением значения медианы, и контрольной карты R. Применяется в тех же случаях, что и предыдущая карта. Однако она более проста, поэтому более пригодна для заполнения на рабочем месте.
, осуществляющей контроль за изменением значения медианы, и контрольной карты R. Применяется в тех же случаях, что и предыдущая карта. Однако она более проста, поэтому более пригодна для заполнения на рабочем месте.


