Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Побудова річного ТО і ремонту рухомого складуСодержание книги
Поиск на нашем сайте
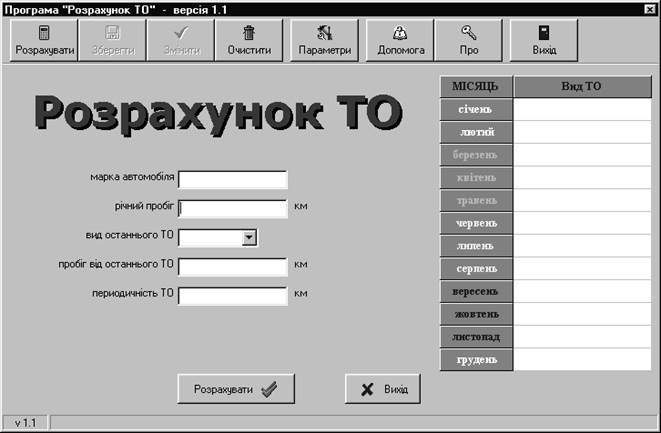
В використовуємій на виробництві системи контролю на кожний автомобіль ведеться картка, в яку записується щоденний пробіг автомобіля, прийнятий пробіг між ТО і відмічається день проведення кожного ТО. Ці дані дають змогу планувати обслуговування по фактичному пробігу автомобілів, технічному стану і умовами експлуатації і дає змогу контролювати фактичне виконання обслуговування. Графік ТО рухомого складу АТП дає змогу чіткого планування проведення ТО і рівномірного завантаження виробничих зон і ліній. Для побудови графіка вихідними даними є і марка автомобіля, дата проведення і тип останнього ТО, пробіг від останнього ТО.
Табл. №
Для побудови графіка краще користуватися міліметровим папером. На прямій лінії відмітити початок року і кінець року з відповідним масштабом, вказавши пробіг автомобіля за рік. Перед початком року відповідно масштабу вказати пробіг від останнього ТО. Поділивши увесь пробіг на 12 частин (місяців) і періодичність пробігів між ТО-1 і ТО-2, визначити дати їх проведення. Ці дані занести в таблицю. Перевірку вірності побудови графіка можна виконати за допомогою обчислювальної техніки.
Вибір методу організації Технологічного процесу Одним із найважливіших моментів курсового проектування є правильний вибір методу організації технологічного процесу. Якщо темою курсового проекту є проектування дільниць технічного обслуговування або діагностування, то перед проведенням підбору технологічного обладнання, слід визначитися із методом проведення ТО. Для дільниць ТО і діагностики існують два методи організації технологічного процесу: обслуговування на спеціалізованих або універсальних постах та обслуговування на потокових лініях. Вибір методу організації ТО автомобілів залежить від виробничої програми на ТО, режиму роботи АТП, трудоємкості робіт ТО, числа видів ТО. ТО на постах поділяється на тупікових і проїздних постах. При постановці на тупіковий пост автомобіль може рухатися в прямому і обратному напрямку, при постановці на проїзний пост - тільки в одному прямому напрямку. Пости ТО поділяються на універсальні і спеціалізовані. Універсальні пости дозволяють виконувати увесь комплекс технічних впливів на одному посту. Час обслуговування на універсальному посту не залежить від часу обслуговування на інших постах, тобто втрати виробничого часу при організації обслуговування на універсальних постах можна звести до мінімуму. Обслуговування на універсальних постах дає змогу проводити обслуговування автомобілів різних марок, а також використовувати ці пости для проведення ПР. Організація ТО на універсальних постах ускладнює підвищення рівня спеціалізації, не складає сприятливих умов для широкого застосування механізації і автоматизації виробничих процесів з причини невеликих виробничих площ і затрудняє зміну обладнання. Спеціалізовані пости значно розширюють можливості впровадження прогресивної технології ТО автомобілів, високопродуктивного обладнання та механізації трудоємких процесів. Спеціалізація постів обслуговування дає змогу підвищити продуктивність праці і кваліфікації ремонтно-обслуговуючих робітників. Спеціалізація може проводитись по видам обслуговування (ЩО; ТО-1; ТО-2), по операціям або по модемам автомобілів. При організації ТО на спеціалізованих постах усі операції розбиваються на окремі види, наприклад: по агрегатам і вузлам автомобілів. кожна із операцій по обслуговуванню агрегату виконується на окремому посту, оснащеному спеціальним обладнанням і пристосуванням. Потоковий метод полягає в тому, що всі пости, на яких виконуються усі операції ТО, розміщенні в технологічній послідовності по прямій лінії. В повному обсязі така послідовність на одній лінії спеціалізованих постів являє собою потокову лінію. Прямоточне розміщення постів дає можливість використовувати конвеєр для переміщення автомобілів з поста на пост. Розміщення автомобілів на поточних лініях буває повздовжнім і поперечним. При повздовжньому розміщенні вісь автомобіля співпадає з віссю конвеєра, при поперечному - перпендикулярна до неї. Найбільш широке використання отримали повздовжні лінії. При повздовжньому розміщенні автомобілів на конвеєрі поточна лінія значно довша ніж при попередньому, та виключається можливість з'їзду автомобіля з лінії до завершення комплексу технічних впливів. При попередньому розміщенні ці недоліки можуть бути усунуті. Поточний метод обслуговування забезпечує високий рівень спеціалізації і ритмічності виробничого процесу, продуктивності праці і якості ТО механізації і автоматизації виробничих процесів, використання виробничих приміщень, покращення умов праці і техніки безпеки. В даний час існує типаж потокових ліній ТО в АТП.
Методи організації ПР автомобілів зводяться до організації усунення відказів і несправностей індивідуальним і агрегатно-вузловим методам. Індивідуальний метод ремонту полягає в тому, що несправний вузол або агрегат відновлюється після його знімання з автомобіля, а потім його встановлюють на той же автомобіль. При індивідуальному ремонті агрегати і вузли автомобілів не замінюються, а ремонтуються. Агрегатний метод ремонту автомобілів полягає в заміні несправного агрегату чи вузла на справний із оборотного фонду. Час протікання ремонтних впливів при індивідуальному і агрегатному методах відрізняється. Виробничий цикл підрозділяється на послідовний, паралельний та змішаний ремонти. По видам ремонтних робіт розрізняються розбірно-складальні роботи та ремонтно-відновлювальні. Послідовний процес ремонту використовується при індивідуальному методі і характеризується тим, що кожна операція виконується в технологічній послідовності і розборка-ремонт-зборка. Паралельний процес використовується при агрегатному методі. При паралельному процесі час ремонту автомобіля складається із часу розборки і часу зборки. Час виконання ремонтно-відновлювальних робіт знятого із автомобіля агрегату чи вузла в три - чотири рази перевищує час розбори – зборки. Вибір методу поточного ремонту має значний вплив на організаційну структуру виробництва. Організація виробництва ПР в АТП включає організацію робіт на робочих місцях. Тобто на постах ремонту і виробничих ділянках по ремонту оборотного фонду агрегатів і вузлів, також організовано праці ремонтних робітників. ПР автомобілів виконується на універсальних або спеціалізованих постах. В крупних АТП з кількістю автомобілів більш 200 краще використовувати підрозділи, що виконують однотипні впливи і об'єднувати їх в виробничі комплекси. На підприємствах, що виконують ПР, можна виділяти: - комплекс бригад і дільниць, що виконують ПР автомобілів на постах; - комплекс ремонтних дільниць, що виконують ремонт оборотного фонду.
Розрахунок поточних ліній
Найбільш прогресивним методом організації ТО є виконання його на потокових лініях. Поточна організація ТО забезпечує: - скорочення трудоємкості робіт та підвищення продуктивності праці за рахунок спеціалізації робочих постів, місць і виконавців; - підвищення ступеню використання технологічного обладнання внаслідок проведення на кожному посту одних і тих же операцій; - підвищення трудової і виробничої дисципліни внаслідок безперервності і ритмічності виробництва; - зниження собівартості і підвищення якості обслуговування; - покращення умов праці виконавців та зменшення виробничих площ.
Продуктивність потокових ліній на 20-25% вище продуктивності спеціалізованих паралельних постів і на 40-50% універсальних. Для організації виробництва потоковим методом необхідні певні умови: - наявність відповідних площ і планування приміщень; - одномарочний склад обслуговуємої групи автомобілів; - дотримання графіка постановки автомобілів в ТО; - найбільш можлива механізація робіт; - своєчасне забезпечення запчастинами і матеріалами; - проведення діагностики перед постановкою на ТО-1; ТО-2. Головним фактором для вибору поточного метода обслуговування є добова (змінна) виробнича програма відповідного виду ТО. Мінімальна добова програма, при якій можна приймати потоковий метод ТО складає для ТО-1 – 12-15 автомобілів. Для ТО-2 – 5-6 технологічно сумісних автомобілів. При меншій програмі ТО-1 і ТО-2 проводять на окремих спеціалізованих та універсальних постах. Вбирально-мийні роботи можуть проводитись як на окремих постах, так і на потокових лініях. На невеликих АТП ці роботи проводяться на тупикових або проїзних постах. Якщо на АТП більше 50 автомобілів, виконання мийних робіт передбачається механізованим методом. Поточні лінії, як правило, використовують на середніх і великих АТП. Поточні лінії по принципу дії можуть бути безперервної і періодичної дії. Потокові лінії безперервної дії використовують для проведення вбирально-мийних робіт, що з використанням механізованих установок для мийки і сушки автомобілів. При повній механізації робіт по мийці і сушці автомобілів і відсутності вбиральних операцій, що виконують на інших постах вручну, кількість постів ліній відповідає кількості механізованих установок (для мийки автомобілів, дисків коліс, сушки). Робітники на лінії відсутні, за виключенням оператора для керування установками. Для забезпечення найбільшої продуктивності лінії пропускна спроможність окремих постових установок повинна бути рівною пропускній спроможності основної установки для мийки автомобілів. В такому випадку такій лінії Тл і необхідна швидкість конвейера Uк визначається за формулою:
Тл = 60 Nу (2.7.1.)
Nу (Lа + А) і Uк = ————— (2.7.2.) де: Nу – продуктивність механізованої лінійної установки (для вантажних автомобілів 15-20од./год., легкових 30-40 од./год., автобусів 30-50 од./год). Lа – довжина автомобіля, м. А – відстань між автомобілями на постах лінії, м (див. табл. А9).
Потокові лінії безперервної дії, в основному використовуються для ТО-1, ТО-2. Вихідними даними, що характеризують поток періодичної дії, є такт лінії - інтервал часу між двома послідовно виходящими з лінії автомобілями, що пройшли даний вид обслуговування. 60 х tто tп = ———— (2.7.3.) Рп + tп
де tто - трудоємкість робіт даного виду обслуговування, люд. год;
Рп - загальна кількість необхідних робітників, що працюють на лінії;
tп - час пересування автомобіля з поста на пост, хв.
Кількість робітників на лінії обслуговування. Рл = Хл х Рср
де Рср - середня кількість робітників на посту лінії обслуговування;
Хл - кількість постів лінії;
Кількість постів лінії (Хл) для даного виду обслуговування приймається виходячи із складу робіт, їх технологічної послідовності, об'єму робіт і можливої спеціалізації постів по виду робіт. Прийнято вважати, що потоковий метод краще при кількості постів 2-3 для ВМР і ТО-1 та 3-4 для ТО-2. Середня кількість робітників на посту (Рср) може бути визначена не тільки цілим, але і дробовим числом, але при умові, що Хл х Рср буде цілим числом, або дуже близьким до цілого. Це можна пояснити тим, що робітники на лінії обслуговування можуть бути розподілені по постам в кількості, що відрізняється від середнього значення і фактично дорівнює цілому числу і відповідно виконуємому на кожному посту об'єму робіт. Але при цьому повинні зберігатися умови рівності такту кожного поста такту лінії. кількість одночасно працюючих на одному посту приведена в таблиці. При використанні конвейєра час переміщення автомобіля з поста на пост: La + a tп = ———— (2.7.4.) Uk
де: La - довжина автомобіля, м а - відстань між автомобілями, м Uk - швидкість конвейєра, м/хв (10-15м/хв) В середньому tп приймається в межах 0,5-1,5хв Відстань між автомобілями приймається: - для автомобілів І-ї категорії - не м. 1,2 м, - ІІ-ї категорії - 1,5 м, - ІІІ-ї категорії - 1,5 м, - V-ї категорії - 2,0 м. Кількість лінії обслуговування: tп N = ———— (2.7.5.) Rто
де: Rто - ритм виробництва -час, що необхідний на випуск одного автомобіля з даного виду, або інтервал часу між випуском двох послідовно випущених автомобілів:
60 Тзм Rто = ———— (2.7.6.) Ntod
де: Ntod - добова програма по виду ТО.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 314; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.88.155 (0.008 с.) |