Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Транспортные устройства, применяемые при сборке.Содержание книги
Поиск на нашем сайте
Поточная подвижная сборка производится на различных транспортных устройствах, к числу которых относятся конвейеры, рольганги, подвесные монорельсовые пути с тельферами, тележки, карусельные столы и пр. Конвейеры для сборочных работ: - напольные конвейеры тележечные – вертикально-замкнутые и горизонтально замкнутые; - подвесные цепные; - шагающие пульсирующие; - ленточные; - пластинчатые и др. Применяя то или другое транспортное устройство можно получить прямую или кольцевую линию потока при непрерывном или прерывистом (периодическом, пульсирующем) движении.
Тележечные вертикально-замкнутые конвейеры применяются для прямых сборочных линий, у которых первая операция находится в начале конвейера, а последняя – в конце его. Обратная ветвь этих конвейеров располагается под рабочей ветвью, над или под полом; технологические операции можно производить по обе стороны конвейера. Эти конвейеры бывают с опрокидывающимися и неопрокидывающимися тележками. Горизонтально-замкнутые тележечные конвейеры применяются для кольцевых сборочных линий, когда процесс сборки состоит из большого количества технологических операций. Благодаря круговому движению у этих конвейеров используется вся длина его ходовой части. Длина тележечных конвейеров для сборки бывает 15 – 200 м, при ширине 0,25 – 3,5 м. Скорость периодически действующих конвейеров – 4 – 5 м/мин, непрерывно действующих – 0,02 – 4 м/мин. Подвесные цепные конвейеры представляют собой замкнутое тяговое устройство в виде подвески для грузов. Широко применяются в поточном производстве для передачи деталей с одного рабочего места к другому и в другие цеха на заводах автомобильного, тракторного и сельскохозяйственного машиностроения. Уклон при подъемах и спусках допускается до 45°, радиус закругления – 1 – 1,5 м. Скорость тяговой цепи – 0,1 – 10 м/мин.
Пульсирующий конвейер – сочетает достоинства подвижной и стационарной сборки. состоит из жесткой металлической рамы, которая опирается на гидравлические домкраты грузоподъемностью Р = 1 – 3 т.
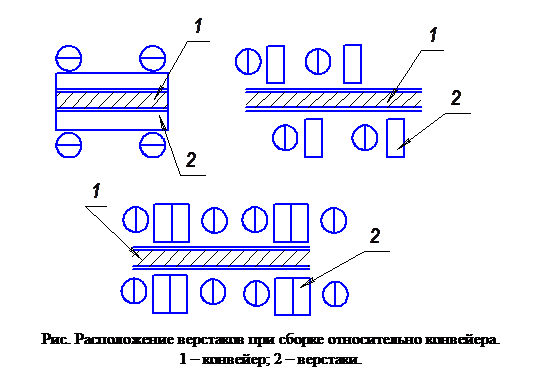
Сборка производится на неподвижных стендовых плитах, установленных на фундаментах. Пульсирующие передвижения конвейера осуществляется на 1 шаг (от 0,5 до 1,2 м). Широко распространен в крупносерийном производстве при сборке станков. Кроме того, в качестве транспорта при сборке используются ленточные конвейеры, рольганги, тележки (в т.ч. рельсовые), и другие виды транспорта. При сборке на ленточных конвейерах могут применяться или длинные узкие верстаки (шириной,4 – 0,6 м), расположенные вдоль линии сборки, или индивидуальные рабочие столы, установленные перпендикулярно линии сборки. Второй вариант удобнее при сборке легких и точных изделий.
При поточной сборке часто используются сборочные тележки, на которых закрепляют собираемые изделия; тележки последовательно передвигают от одного рабочего места к другому со скоростью 10 – 15 м/мин. Планировка сборочного цеха. При планировке отделений, участков и рабочих мест сборки должно быть предусмотрено следующее оборудование: - верстаки, столы; - сборочные автоматы и полуавтоматы; - стенды; -
рельсовые и безрельсовые тележки, конвейеры, наземные рельсовые пути, автоматические и полуавтоматические сборочные станки и линии, а также другое необходимое в конкретных условиях оборудование. Следует также предусмотреть места расположения сборщиков и возможность их перемещения. Ширина пролетов сборочных цехов принимается в зависимости от габаритных размеров собираемых машин, оборудования и площадей рабочих мест и других условий. Таблица
Расстояние между колоннами в продольном направлении (шаг колонн) 6, 9 и 12 м. Длина пролета определяется также, как и для механического цеха, т.е. суммой размеров (по длине), считая по его оси, последовательно расположенных производственных и вспомогательных отделений, проходов и других участков цеха. Длина пролета должна быть кратна размеру шага колонн. Высота сборочных цехов (от пола до головки подкранового рельса) при наличии мостовых кранов должна быть не менее 6,15 м; при отсутствии мостовых кранов высота не менее 6 м.
Табл. Нормы расстояний между сборочными столами и между верстаками.
Компоновка сборочного цеха. Сборочный цех располагается обычно в одном здании с механическим цехом, реже – в отдельном здании. Наиболее рационально расположение цехов в одном здании; в этом случае уменьшается пробег деталей, быстрее осуществляется подача деталей к сборочным местам, упрощается и удешевляется транспорт. Кроме того, в этом случае возможно объединение промежуточных и других складов, обслуживающих помещений; облегчается и ускоряется взаимосвязь между обоими цехами. Наикратчайший пробег детали после обработки будет в том случае, если место окончательной операции механической обработки примыкает к сборочному конвейеру в той его позиции, где эта деталь ставится в собираемый агрегат или машину. Этому расположению отвечает такая компоновка механического и сборочного цехов, когда сборочный цех расположен в пролете, перпендикулярном пролетам механического цеха. Пример такой компоновки приведен на рис. ______. Испытательные отделения. Испытания узлов, агрегатов и изделий в целом является конечной операцией узловой и общей сборки машин; при этом испытания являются не только проверкой качества самой сборки, но и выполнения всего производственного процесса изготовления данных изделий. Испытания машин по назначению и длительности бывают: - приемно-сдаточные; - контрольные (повторные); - специальные (научно исследовательские). Приемно-сдаточные испытания проводят для определения фактических эксплуатационных характеристик. Контрольные – в том случае, когда машина не прошла приемочных испытаний вследствие обнаруженных неисправностей. После устранения которых машина подвергается повторным испытаниям, которые называются контрольными. Специальные испытания – проводят для проверки работоспособности машины и ее узлов, определения износа и т.д. В зависимости от вида, назначения и масштаба выпуска машины проходят испытания на холостом ходу (проверка работы механизмов и паспортных данных) и под нагрузкой, а также испытания на производительность жесткость и точность работы. При испытании на холостом ходу (обкаткой) проверяется правильность работы и взаимодействия органов управления машиной, надежность блокировок, безотказность работы и точность действия автоматических устройств, качество работы различных соединений. При испытании под нагрузкой проверяются основные свойства машины в условиях близких к эксплуатационным. При испытании на производительность проверяется скорость, проходимость и др. показатели, определяющие производственные характеристики машины. Испытанию на прочность и жесткость подвергают металлорежущие станки и ряд других машин. Оборудование испытательных отделений (станций) зависит от рода машин и режима испытаний: - стенды (для механического оборудования); - специальное оборудование в зависимости от вида испытываемых характеристик. Площадь испытательного отделения укрупненно рассчитывается по показателям общей удельной площади. Точное определение площади производится при разработке плана расположения испытательных стендов, рабочих мест, проходов и проездов. Помещения испытательных отделений располагают либо в сборочном цехе, либо в отдельном пролете. При наличии вредных выделений и шума испытательную станцию располагают в отдельном здании, конструкция которого должна снижать уровень шума. Технико-экономические показатели сборочного цеха аналогичны технико-экономическим показателям механического цеха.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 1157; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.134.149 (0.006 с.) |