Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет параметров конструкции выпускаемых изделий за счет соединения пульпы с отходами производстваСодержание книги
Поиск на нашем сайте
В соответствии с планом работ за истекший период был проведен анализ процессов экструдирования, прессования и формообразования. Указанные процессы необходимо проводить при строгом соблюдении технологического регламента для того, чтобы в зависимости от выпускаемой продукции, изделии, материалов определять соотношения химических добавок и связывающих элементов. Например, для выпуска материалов досок и стоек железнодорожных снегозадерживающих заборов путем экструдирования необходимо: химические добавки-10%, песок- 30%, зола- 8%, ил-5%, краситель-5%, а остальные 42% составляют химические пульпы из миксера –смесителя.
Таблица 3.5 – Значения основных режимных параметров полимерных отходов при экструдировании
Были произведены расчеты параметров конструкций при разработке технологий переработки пищевых отходов, отработанной бытовой и электронной техники, отработанных батареек, аккумуляторов от телефонов и фотоаппаратов. Осуществлены расчеты для процессов переработки пластмасса, а также для разработки технологий получения новых материалов из отходов фосфорной промышленности с получением новых материалов, для использования в различных отраслях экономики, технологии комплексной экологически безопасной переработки минеральных отходов химических производств, которые позволяют путем технологических линии завода утилизации твердо- бытовых и жидких отходов (УТБЖО) также требуют проведение необходимых расчетов.
Таблица 3.6 – Значения основных режимных параметров полимерных отходов при экструдировании
Таблица 3.7 – Основные физико-механические свойства полиэтиленов до и после экструдирования
Примечание: числитель – при первичных свойствах полиэтиленов; знаменатель – при вторичном экструдировании.
Лабораторные эксперименты показали, что вторичная переработка полиэтиленов изменяет механические свойства на 17-21% в сторону снижения, остальные свойства остаются неизменными. ТБО пластмассы можно использовать вторично для получения новых изделий где не требуется высокая механическая нагрузка: оконные и дверные рамы и коробки; плиты; панели; автомобильные детали (бамперы, ручки); снегозадерживающие заборы для железнодорожного транспорта; наружная оболочка для металлических труб с целью защиты от коррозии грунтовыми водами; внутренняя футеровка отопительных водопроводов и канализационных труб. Теоретическое и экспериментальное исследования показывают, что технологические процессы сортировки, очистки, разделения и переработки отходов обеспечиваются механическими, гидростатическими операциями разделения, операцией разделения в электростатическом поле и операцией магнитогидростатического разделения в парамагнитной жидкости, состав которой нейтрализует биологическое загрязнение отходов, особенно полимерных.
Лабораторные эксперименты показали, что вторичная переработка полиэтиленов изменяет механические свойства на 17-21% в сторону снижения, остальные свойства остаются неизменными. ТБО пластмассы можно использовать вторично для получения изделий. Где не требуется высокая механическая нагрузка: оконные и дверные рамы и коробки, плиты, панели и др. Автомобильные детали (бамперы, ручки), а также снегозадерживающих заборов для железнодорожного транспорта, наружной оболочки для металлических труб с целью защиты от коррозии грунтовыми водами, внутренней футеровки отопительных водопроводах и канализационных труб. Для изготовления снегозадерживающих заборов из пульпы твердо-бытовых и жидких отходов применяется следующий состав, представленный в таблице 3.8.
Таблица 3.8 – Состав пульпы
На рисунке 3.7 представлен снегозадерживающий забор из пульпы твердо-бытовых и жидких отходов и других составов.
Рисунок 3.7 -Снегозадерживающие заборы из пульпы твердо-бытовых и жидких отходов и других составов (черный, синий, красный и зеленый цвета)
Также была выполнена разработка предложения по безопасному способу нейтрализации вредных опасных веществ и токсичных отходов, с целью их использования при химических соединениях с различными отходами производства и потребления. Выбор технологических схем переработки промышленных отходов для соединения с составами пульпы ТБЖО. С целью снижения стоимости выпускаемой продукции и изделий завода УТБЖО, необходимо в качестве сырья использовать промышленные отходы. Наиболее подходящие к свойствам пульпы ТБЖО являются отходы строительства, металлургических заводов, дорожно-асфальтные покрытия, которые позволяют увеличить качественные показатели выпускаемой продукции и снизить стоимость продукции: · Железнодорожных и автомобильных дорог; · Аграрно-хозяйственных изделий и строительных материалов; · Машиностроительных изделий; · Оконных и дверных блоков; · Архитектурных изделий и материалов; · Специальных ограждений для зданий, организаций и местных хозяйств и др. Схемы управления движением представлены на рисунках 3.8 - 3.11.
Рисунок 3.9 – Схема управления движением коммунальных отходов
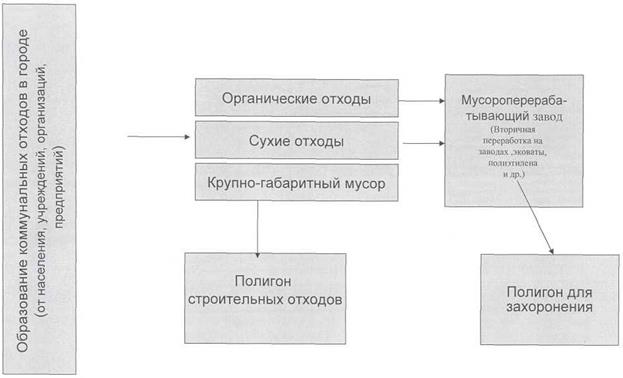
Рисунок 3.10 – Схема управления движением строительных отходов
Рисунок 3.11 – Схема управления движением производственных отходов
Генеральная схема управления движением отходов на рисунке 3.8 по городам показывает, что отсутствие технологии по сортировке, переработке и утилизации отходов в городах с населением свыше 500 тысяч жителей проводит к разрастанию площадей занятых под полигоны и свалки ТБО, увеличению количества стихийных свалок в городе и в прилегающих населенных пунктах. Схема управления движением коммунальных отходов рисунки 3.9, 3.10, 3.11 указывает на необходимость полигонов захоронения ТБО и строительных отходов.
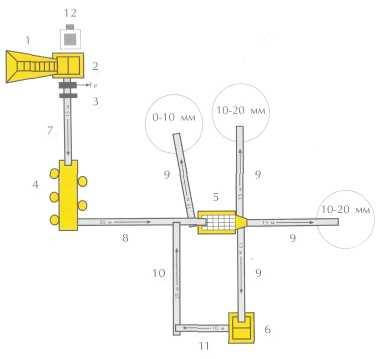
На рисунке 3.12 предложена технологическая схема установки для переработки строительных и дорожно-асфальтовых отходов. На рисунке 3.13 предложена технологическая схема для переработки шлаков металлургических и тепловых станций в щебень с отделением металла. Эти схемы рис. 3.12, 3.13 на практике действующие в России разработанные с комплектующим оборудованиям, операции с которым необходимо одновременно осуществить при строительстве в комплексе завода нового поколения «УТБЖО».
Рисунок 3.12 – Технологическая схема установки для переработки строительных и дорожно-асфальтных отходов
Таблица 3.9 – Техническая характеристика установки
ОБОРУДОВАНИЕ ТДСУ: 1. Вибропитатель ДРО-708-10 на опорной раме; 2. Агрегат крупного дробления ДРО-646; 3. Железоотделитель; 4. Станция разделительная СРБ-1; 5. Агрегат сортировки ДРО-602М; 6. Агрегат среднего дробления ДРО-667; 7. Конвейер ДРО-913; 8. Конвейер ДРО-923; 9. Конвейер ДРО-912 (4 шт.); 10. Конвейер ДРО-922; 11. Конвейер ДРО-902; 12. Агрегат управления У7810.4А.
Рисунок 3.13 – Технологическая схема для переработки металлургических шлаков в щебень с отделением металла
ОБОРУДОВАНИЕ ТДСУ: 1. Вибропитатель ДРО-708-10 на опорной раме; 2. Агрегат сортировки ДРО-654; 3. Галтовочный барабан ДРО-655; 4. Агрегат крупного дробления ДРО-510-30; 5. Агрегат среднего дробления СМД-511; 6. Агрегат сортировки ДРО-669; 7. Конвейер на базе ДРО-904 (2 шт.); 8. Конвейер ДРО-924; 9. Конвейеры: ДРО-923; на базе ДРО-923; 10. Конвейер на базе ДРО-914; 11. Конвейер ДРО-914; 12. Конвейер ДРО-912 (3 шт.); 13. Железоотделитель на опоре (4 шт.); 14. Агрегат управления У7810.4А.
Таблица 3.10 – Техническая характеристика установки ТДСУ
Готовая продукция – новые строительные материалы: облицовочная и тротуарная плитка, черепица, тротуарный бордюр, водосливы, декоративные фронтоны. Полученные продукция и материалы отличаются от распространенных связующих (песок, гравий, цемент, щебень и др.) по сравнению с получаемыми по схемам рисунков 3.12, 3.13 отходами с пульпы ТБЖО и имеют более высокое качество по прочности, экологичности, долговечности, эстетическим свойствам.
С целью использования измельченных отходов (строительные, дорожно-асфальтовые, металлургические, шлаки тепло ТЭЦ и др.) в качестве вторичного сырья для получения ценных строительных материалов (черепицы, половых и стеновых плиток, бордюров, архитектурных изделий и др.) предлагаются следующие новые общеизвестные в России технологии. По технологиям рисунков 3.12, 3.13 измельченные производственные отходы используется в качестве связующего материала, где наполнителями могут служить природные материалы (песок) или отходы производства (щебень, гравий и др.). Предложенная технологическая линия включает 12-14 единиц основного оборудования, позволяющего перерабатывать отходы, что обеспечивает резкого снижения стоимости выпускаемой продукции завода УТБЖО. Обоснование параметров полимеризации и химизиции твердых и жидких отходов производства. Для определения оптимальной температуры проведения получения композиционного материала был выбран температурный интервал 60-100оС. Наиболее оптимальной температуры проведения получения композиционного материала являлось 700С. Так как при более высоких температурах наблюдалась деструкция полимера и пульпы, а в более низких температурах наблюдалось не полное расплавление смешивающих компонентов. Влияние давления изучалось регулированием давлении при интервалах 25-50 кг/см2. Наиболее оптимальным оказалось P=35 кг/см2. Скорость вращения в миксере регулировалось от 10 до 30 оборотов в одну минуту. Для образования однородной, смешивающейся массой оптимальным вращением оказалось 15 оборотов в минуту. Также было изучено влияние массового соотношения реагирующих компонентов. Для этого были взяты разные массовые соотношения пульпа:полимер (1:1, 2:1, 3:1). Выявлено, что наиболее оптимальным соотношением пульпа:полимер является 2:1. При этом соотношении происходит полное связывания компонентов между собой. Для изучения влияния природы полимера на процесс получения композиционного материала были выбраны такие полимеры как полиэтилен, полипропилен, полистирол с одинаковой молекулярной массы. Полное свыязывание с пульпой наблюдалось только для полиэтилена, что связано по-видимомому, с его структурой и модификации.
ВЫВОДЫ 1. В лабораторных условиях доказано получение нового связывающего элемента в виде «Пульпы», который позволяет получить соединения с отходами производства и промышленности. 2. Получены новые материалы и изделия из полученной пульпы за счёт соединения с ТБО и жидкими отходами. 3. В лабораторных условиях получены новые материалы за счёт соединения отходов производства и промышленности с составами «Пульпы» № 1, 2, 3. 4. Разработана и предложена технологическая линия получения измельчённых отходов производства и промышленности с использованием оборудования РФ и РК. 5. Предложен способ получения новых материалов и изделий в условиях г. Астана.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-07; просмотров: 313; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.191.60 (0.014 с.) |


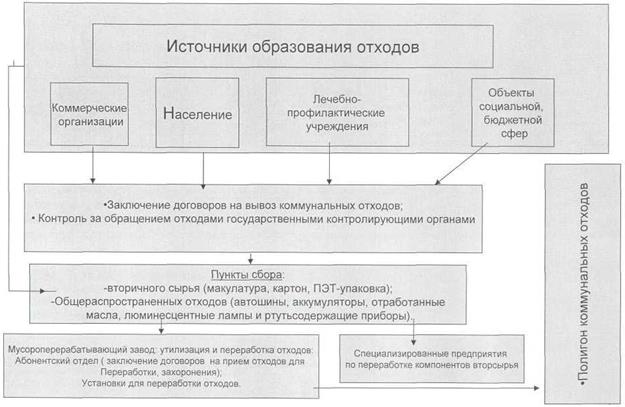 Рисунок 3.8 – Генеральная схема управления движением отходов
Рисунок 3.8 – Генеральная схема управления движением отходов