Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Теория теплового подобия при приближенном расчете режима контактной сварки.Содержание книги
Поиск на нашем сайте
Применение теплового подобия позволяет по одному экспериментально определенному режиму с использованием критериев подобия рассчитать параметры режима сварки деталей других толщин. Известно, что два физических процесса подобны, если они описываются одним и тем же дифференциальным уравнением и имеют подобные начальные и граничные условия. Подобие выражается в том, что при определенных условиях в сходственных точках тел, т.е. в точках с одной и той же относительной координатой, например, в точках, расположенных в середине листа, достигаются одни и те же значения переменных, в частности температуры при тепловом подобии. Подобие соблюдается при равенстве критериев подобия – ряда безразмерных величин. По этим критериям, определяемым по моделям, рассчитывают масштабные коэффициенты для определения параметров процесса. Процессы точечной и шовной контактной сварки деталей разной толщины могут быть подобны при соблюдении геометрического подобия (формы деталей) и подобия граничных условий (формы и размеров рабочей части электродов).
Рис. 15.1. Подобие процессов нагрева при точечной сварке. Характерными точками в этом случае являются точки с координатами h=s/2 (граница ядра), в которых к концу процесса нагрева достигается температура плавления Тпл (рис 15.1.). Основные критерии подобия точечной сварки, которые устанавливают связь между параметрами и толщиной деталей, следующие: 1. Критерий геометрического подобия: Кг=d/s=const. 2. Критерий гомохронности (подобия по времени) – критерий Фурье: Kt=atcв/s2=const. 3. Критерий подобия тепловыделения:
При сварке деталей из одного и того же сплава ( d=kds, IД=kIs, tсв=kts2, где kd=KГ, Значения критериев и масштабных коэффициентов определяются по единичным опытам. Пример: Рассмотрим случай точечной сварки листов из сплава Амг6 толщиной 2+2 мм: d=8мм (kd=4), tсв=0,2 с (kt=0,05 c/мм2), Iд=36кА (kI=18кА/мм). Зная эти величины, можно оценить значения параметров режима сварки листов из сплава Амг6 толщиной 4+4 мм:
Контрольные вопросы:
1. В чем заключается подобие процессов, происходящих в свариваемом контакте? 2. Какие примеры доказывают подобие процессов в свариваемом контакте? 3. Как производится расчет режима сварки по критериям подобия? Литература.
1. Бачин В.А., Квасницкий В.Ф., Котельников Д.И. и др. Теория, технология и оборудование диффузионной сварки. М.: Машиностроение, 1991. 352с. 2. Гельман А.С. Основы сварки давлением. М.: Машиностроение, 1970. 321с. 3. Кочергин К.А. Сварка давлением. Л.: Машиностроение, 1972. 216с. 4. Орлов Б.Д., Чакалев А.А., Дмитриев Ю.В. и др. Технология и оборудование контактной сварки. М.: Машиностроение, 1986. 312с.
ZGRZEWANIE PUNKTOWE www.im.mif.pg.gda.pl/...mat.../TMIIcz11.pdf Точкове зварювання (рис. 5.1) здійснюється на машинах, званих точкового зварювання машини, які, залежно від вимог виробництва може бути стаціонарний або портативний, маленький, середній і високий зварювального струму. Наступний зазвичай використовується зварювання змінним струмом частіше використовуються Також зварювального струму, використовуються, зокрема для зварювання алюмінію або його сплави та сплави міді, і це відбувається через дуже великих струмів зварювання Отримання шва в процесі зварювання точкової здійснюється спеціальна програма, проста або розширена (рис. 5.2). Ця програма враховує значення струму зміщення та інтервали їхнього впливу, протягом циклу зварювання. У першому періоді циклу перекриваються елементів пресують за допомогою зварювальних електродів протягом періоду часу, який іноді називають тиск Початкова (рис. 5.2 позначені CDP). У наступному циклі, по пресовані елементи тече струм (I) і до того часу, CPP під назвою час зварювання, утворюючи зварний шов з конкретними розмірами. На останньому етапі, Цикл, який іноді називають кінцевий тиск (CDK) є постійним або збільшується зусилля затиску (ФДК '), за відсутності струму, який запобігає утворенню порожнин систолічний та визначає остаточну конструкцію зварного шва. Розширені програми, що містять змінити розмір відсіків ВДП ", FDK", ІП, II, МОК, дозволяють поєднання матеріалів з підвищеною чутливістю до процесу зварювання.
Суцільні лінії представляють просту програму зварювання, пунктирні лінії будуть розширені програми; F - притискна сила, І – струм зварювання, CDP - час від початкового тиску, CPP - зварювального струму час подачі, CDK – час Кінцевий тиск, COC - час термообробки, ВДП "і ФДК" притискна сила початку і кінця, Ip, II і МОК - струм нагріву, пульс і термічна обробка Рис. 5.2. Програма точкового зварювання.
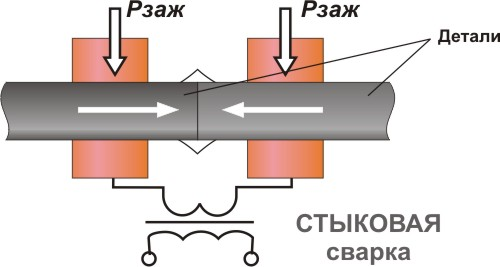
КОНТАКТНЕ ЗВАРЮВАННЯ Контактна зварювання є однією з найбільш важливих видів зварювання. Була винайдена 90 років тому і далеко ще не вичерпав всіх закладених у ньому можливостей. Контактна зварювання по перевазі використовується в масовому або серійному виробництві однотипних виробів. Подальший розвиток контактного зварювання вимагає переходу до механізованого та автоматизованого масового й великосерійному виробництву при широкої електрифікації. Однак у багатьох галузях промисловості такі умови ще не створені. Контактна зварювання: принцип роботиРозглянутий спосіб роботи електричної контактного зварювання заснований на розігріві металу проходять по ньому струмом.
Кількість тепла, що виділяється в металі, визначається законом Джоуля - Ленца: Q = 0,24 I2Rt де Q - кількість тепла, кал;I - струм, А;R - опір на шляху струму, Ом;T - час проходження струму, сек. При контактній зварці шлях струму неоднорідний, особливо великий опір виникає в контакті між зварюваних частинами, тому шлях струму і прилегла до нього зона металу розігріваються особливо швидко, інтенсивно, надалі, в ході контактного зварювання і з'єднання деталей в одне ціле, опір контакту поступово зникає. Контактна зварювання вимагає більш потужних джерел живлення.
В контактному зварюванні вже в малих контактних машинах струм вимірюється тисячами ампер, а в більш великих - десятками тисяч. У той же час необхіднА для контактного зварювання напруга U = JR дуже мало і становить зазвичай всього кілька (2 - 6) вольт. Справа в тому, що всі метали мають велику електропровідність і мале питомий опір, тому для швидкого нагрівання металу та компенсації втрат тепла необхідно користуватися великими зварювальними струмами. Для отримання зварювального струму з такими незвичайними параметрами потрібні спеціальні джерела живлення. Зазвичай у подібних випадках користуються знижуючим трансформатором, що є джерелом харчування, з великим коефіцієнтом трансформації, і мають всього один виток у вторинній обмотці. При коефіцієнті трансформації, рівному, наприклад, 100, приблизно в 100 разів зменшується напруга і в стільки ж разів збільшується струм у вторинній обмотці трансформатора, в порівнянні з первинною.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 470; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.006 с.) |


 .
. ) указанные соотношения упрощаются, и значения диаметра ядра, силы тока и времени сварки можно оценить по следующим формулам:
) указанные соотношения упрощаются, и значения диаметра ядра, силы тока и времени сварки можно оценить по следующим формулам: , kt=Kt/а.
, kt=Kt/а. мм,
мм, с,
с, кА.
кА.