Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Приводы подач, осуществляемых при включении ходового валаСодержание книги
Поиск на нашем сайте
Конечными звеньями кинематических цепей подач являются шпиндель с заготовкой и суппорт (точнее – резцедержатель суппорта) с инструментом. Перемещение инструмента в продольном (S) или поперечном (Sп) направлениях увязывается с одним оборотом шпинделя с заготовкой и подача, таким образом, измеряется в мм/об – миллиметрах перемещения инструмента (или суппорта) за 1 оборот заготовки (шпинделя). Расчётные перемещения конечных звеньев цепей: 1об.шп → S – для продольной подачи и 1об.шп → Sп – для поперечной. Уравнения кинематического баланса приводов - продольной подачи:
- поперечной подачи:
Как видно по кинематической схеме и уравнениям кинематического баланса, в приводы подач входит ряд передач и механизмов, расположенных между шпинделем и коробкой подач, в коробке подач и в фартуке суппорта. вращение от шпинделя передаётся через шестерни 60:60 (передаточное отношение равно 1), если блок 60-45 находится в крайнем левом положении. Если блок 60-45 находится в крайнем правом положении, то вращение передается через звено увеличения шага и подач (ЗУШ), которое составляют передача 54:27, две последние группы передач (pг и pв) коробки скоростей и передача 45:45 (iзуш=2;8;32). Далее движение через группу с передачами 28:56 и 42:42 (i1=1/2;1), являющуюся частью реверсного механизма (в цепях продольных и поперечных подач используются только эти передачи) и гитару сменных шестерён с колёсами 42, 95, 50 передается на приёмный вал коробки подач.
В коробке подач включаются муфты М2 и М3, передвижные колёса 35 выводятся из зацепления с колесами 37 и 28. Вращение с вала муфты М2 на вал муфты М3 передаётся посредством механизма Нортона, обеспечивающего семь различных передаточных отношений. Далее через две группы передач (назовём их множительными), совместно обеспечивающими 4 передаточных отношения (iмн=1/8;1/4;1/2;1), передачу 28:56 и муфту обгона МО передаётся вращение ходовому валу.
От ходового вала вращение через шестерни 27-20-28, предохранительную муфту Мп, червячную передачу 4:20 сообщается валу реверсивных механизмов, который посредством одной шестерни 40 связан с зубчатыми венцами 37 кулачковых муфт М6 и М8, а другой шестерни 40 через паразитное колесо 45 – с зубчатыми венцами 37 кулачковых муфт М7 и М9.
Продольная подача суппорта в том или ином направлении включается муфтами М6 или М7, при этом вращение с вала муфт через передачу 14:66 сообщается валу с шестерней, имеющей 10 зубьев модуля 3 мм и находящейся в зацеплении с зубчатой рейкой, которая закреплена на станине под направляющими. Шестерня, перекатываясь по зубчатой рейке, перемещает суппорт.
Подача поперечных салазок суппорта в ту или иную сторону включается муфтами М8 и М9. При этой вращение через шестерни 40-61-20 передается ходовому винту поперечной подачи шага 5 мм, перемещающему вдоль своей оси гайку вместе с салазками, в которых она закреплена.
Для переключения подач в порядке их последовательного возрастания (или уменьшения) сначала в коробке подач переключают механизм Нортона, а уже затем – передачи множительных групп и снова механизм Нортона. Это обеспечивает получение основного ряда подач. Удлинение ряда обеспечивается при изменении iзуш и i1.
Если ЗУШ отключено (для упрощения записей будем отмечать это как iзуш=1), что имеет место при включении частот вращения шпинделя 630-2000 об/мин, и i1=1, основной ряд продольных подач (мм/об) будет следующим:
При i1=1/2 добавляются ещё 7 значений:
Примечание. При трёх других значениях iмн повторяются значения подач 0,14-1,04.
При переключениях в коробке подач в случае других комбинациях включений iзуш (а значит, при других nшп) и i1 добавляются новые подачи, а часть подач повторяется. Так, при iзуш=2 и диапазоне частот вращения шпинделя 200-630 об/мин обеспечиваются подачи 0,14-4,16, в том числе 7 новых:
При iзуш=8 и диапазоне частот вращения шпинделя 50-160 об/мин обеспечиваются подачи 0,56-4,16 (формально – до 8,32, но такие большие подачи не применяются). При iзуш=32 и диапазоне частот вращения шпинделя 12,5-40 об/мин обеспечиваются подачи 2,26-4,16 (формально – гораздо выше, что не применяется).
При одной и той же настройке привода подач поперечные подачи имеют вдвое меньшую величину, чем продольные.
Приводы винторезных подач
Конечными звеньями этих цепей являются шпиндель с заготовкой и суппорт с резцом, перемещающийся за один оборот шпинделя в продольном направлении на величину, равную шагу нарезаемой резьбы Т. расчётное перемещение конечных звеньев цепей: 1об.шп → Sвинт, и при этом винторезная подача Sвинт = T.
в обеспечении винторезной подачи не участвует ходовой вал, а также передачи и реверсивные механизмы фартука; движение суппорту передаётся через винтовую передачу (ходовой винт – разъёмная гайка) шага 12 мм. Для этого в коробке подач расцепляется передача 28:56 и включается муфта М5, соединяющая ведомый вал множительных групп передач с ходовым винтом, а в фартуке рукояткой 22 (см. рис. 4) включается разъёмная (маточная) гайка. При включении винторезной подачи не должна включаться продольная или поперечная подача от ходового вала (и наоборот), поэтому в фартуке имеется блокировочный механизм, не допускающий возможности поворота любой из рукояток 19 или 22 (см. рис. 4) при повёрнутой в рабочее положение другой. Изменение направления движения суппорта для нарезания правых или левых резьб производится посредством реверсивного механизма, находящегося в приводе перед сменными колёсами. Вращение на ведущий вал этого механизма сообщается, как и в приводах продольных и поперечных подач, от шпинделя через передачу 60:60, либо через звено увеличения шага. Для настройки привода на получение резьб разных видов устанавливаются определённые сменные колёса и механизм Нортона включается так, что ведущим валом в нём является либо тот, на котором закреплены шестерни зубчатого конуса 26, …, 48, либо тот, на котором находится скользящая шестерня 28.
4.3.1 Нарезание метрической резьбы
Подача, как было отмечено выше, должна быть равной шагу резьбы. Метрические резьбы задаются именно шагом в мм. Для настройки на получение резьбы с другим шагом надо передаточное отношение определяющего настроечного звена привода, которым является механизм Нортона, изменять прямо пропорционально изменению шага. С этой целью зубчатый конус в механизме Нортона должен быть ведущим, что обеспечивается включением муфт М2 и М3. Сменные колеса оставляются теми же, что и при подачах для точения: 42, 95, 50 (iсм1).
Если будет отключено ЗУШ (iзуш=1, частоты вращения шпинделя при этом – 630-2000 об/мин), а в реверсивном механизме и множительных группах будут включены передачи, обеспечивающие передаточные отношения 1:1 (т.е.
При уменьшении iмн и iрев величины подач будут уменьшаться, при увеличении iзуш – увеличиваться. В последнем случае надо учитывать, что при включении ЗУШ изменяются частоты вращения шпинделя, а значит возможна ситуация, когда требуемая подача при другой частоте вращения шпинделя обеспечена не будет. В ряде случаев этого можно избежать, переключая соответственно iмн и iрев. К примеру, при включении iзуш=2 (nшп=200-630 об/мин) и при тех же передачах в других группах обеспеччиваются подачи:
Если же необходино обеспечить подачи из ряда 6,5-12 мм/об при nшп=200-630 об/мин (iзуш=2), то следует включить iмн=1/2 (или iрев=1/2).
Примечание. Кроме метрических задаются шагом в мм и другие резьбы (например, трапецеидальные, упорные). Настройка на их нарезание производится таким же образом. 4.3.2 Нарезание модульной резьбы
Модульные резьбы – это червяки зубчатых червячных передач. Они задаются не шагом, а модулем m в мм. Шаг резьбы является величиной расчётной Т = πּm. При настройке на обработку резьбы другого модуля подача (равная шагу) должна быть изменена прямо пропорционально модулю, а значит, зубчатый конус в механизме Нортона должен быть ведущим. Чтобы обеспечить получение шага, кратного π (чего нет в метрических резьбах), надо произвести соответствующие изменения в кинематической цепи. Эти изменения заключаются в установке других сменных колёс: 64, 95, 97 (iсм2), передаточное отношение которых отличается в 0,785=π/4 раза от передаточного отношения колёс 42, 95, 50 (iсм1). Таким образом, для настройки на нарезание модульной резьбы включаются те же муфты, что и при нарезании метрических резьб, но устанавливаются другие сменные колеса.
4.3.3 Нарезание дюймовой резьбы
Дюймовые резьбы задаются не шагом, как метрические, а числом ниток (витков) k на один дюйм (1"≈25,4 мм) длины резьбы, т.е. величиной, обратной шагу Т, а значит, В таком случае, в отличии от настройки на нарезание метрических резьб, конус механизма Нортона должен быть ведомым. Для этого в коробке подач должны быть сцеплены пары 37:35 (колёсами 35, 37, 35 передаётся движение от сменных шестерён на вал скользящей шестерни 28) и 28:35 (колёсами 35, 28, 28, 35 передаётся движение от механизма Нортона на ведущий вал множительных групп передач); включённой должна быть также муфта М5.
4.3.4 Нарезание питчевой резьбы
Питчем задаются червяки в дюймовой системе измерений. Питч р – это величина, обратная модулю, но выражаемая не в 1/мм, а в 1/дюйм. Тогда шаг резьбы в мм будет равен
4.3.5 Нарезание точных или нестандартных резьб
При такой настройке коробку подач как настроечный орган не используют, цепь максимально укорачивают и включают ходовой винт "напрямую", соединяя его с помощью муфт М2, М4, М5 с выходным валом гитары сменных шестерён. В реверсивном механизме используются передачи с передаточным отношением 1:1. В гитаре сменных шестерён устанавливаются такие колёса А, Б, В, Г (iсм), какие обеспечат получение требуемого шага, а не те, какие показаны на схеме.
Уравнение кинематического баланса для этого случая:
Из уравнения с учётом отмеченного выводится настроечная формула:
Приводы быстрых перемещений
Эти приводы позволяют перемещать весь суппорт в продольном и поперечные салазки в поперечном направлении быстро со скоростями, соответственно, vб.прод=3,4 м/мин и vб.поп=1,7 м/мин. Приводы получают движение от отдельного электродвигателя (nдв.б=1410 об/мин) в толчковом режиме при нажатии на кнопку в рукоятке включения подач. Быстрое перемещение происходит в направлении включённой подачи. Для предотвращения поломок в кинематической цепи при одновременной передаче на ходовой вал медленного вращения через коробку подач и быстрого от указанного электродвигателя установлена муфта обгона МО. расчётные перемещения конечных звеньев и уравнение кинематического баланса цепей следующие: nдв.б → vб.прод;
nдв.б → vб.поп;
Примечание. В уравнениях кинематического баланса модуль реечной передачи и шаг ходового винта приведены в м.
УПРАВЛЕНИЕ СТАНКОМ
Для включения и отключения станка и его приводов, изменения направления вращения шпинделя и движения суппорта, изменения величин частот вращения и подач, осуществления ручных перемещений подвижных частей, осуществления других управляющих действий станок имеет соответствующие органы управления. Их расположение показано на рис. 4. На рисунке выделены следующие части станка, органы и детали управления: 1 – передняя бабка; 2, 5 – рукоятки настройки станка на требуемую частоту вращения шпинделя; 3 – рукоятка звена увеличения шага и подач; 4 – рукоятка реверсивного механизма винторезной подачи; 6 – патрон; 7 – защитный экран; 8 – рукоятка ручного перемещения верхних (резцовых) салазок; 9 – рукоятка закрепления пиноли задней бабки; 10 – задняя бабка; 11 – рычаг закрепления задней бабки на направляющих; 12 – главный (линейный) выключатель; 13 – выключатель электронасоса подачи смазочно-охлаждающей жидкости; 14 – выключатель местного освещения; 15 – амперметр для контроля нагрузки главного электродвигателя; 16 – правая тумба; 17 – ходовой винт; 18 – ходовой вал; 19 – рукоятка включения продольных и поперечных перемещений суппорта; 20, 26 – рукоятки включения, выключения и реверсирования шпинделя; 21 – кнопочная станция пуска и останова главного электродвигателя; 22 – рукоятка включения разъёмной (маточной) гайки ходового винта; 23 – фартук; 24 – рукоятка ручного перемещения поперечных салазок; 25 – маховичок ручного продольного перемещения каретки суппорта; 27 – левая тумба; 28 – барабан подачи (рукоятка установки величины подачи и шага резьбы); 29 – коробка подач; 30 – рукоятка вида работ (выбора подачи или типа нарезаемой резьбы).
Рис. 4. Узлы, элементы приводов и механизмов управления станка мод. 1К62
Включение заданной (или переключение) частоты вращения шпинделя производится при отключённой коробке скоростей, для чего рукоятку 20 или 26 устанавливают в среднее положение. При этом муфта М1 (см. рис. 3) устанавливается в нейтральное положение, движение в коробку не передаётся и тормозом, сблокированным с этой муфтой, её передачи останавливаются. Для настройки станка на требуемую частоту вращения шпинделя необходимо рукоятку 2 (рис. 5 и поз. 5 на рис. 4) повернуть до совмещения её указателя со столбиком на таблице частот вращения на котором указана устанавливаемая частота вращения, а рукоятку 1 (см. рис. 5 и поз. 2 на рис. 4) установить так, чтобы риска на диске рукоятки указывала на окошечко с этой частотой. Для настройки станка, например, на частоту вращения шпинделя 1000 об/мин необходимо рукоятку 2 (см. рис. 5) вначале отклонить от себя, затем повернуть влево до совмещения её указателя со столбиком частот вращения 630-2000 на таблице, а рукоятку 1 установить так, чтобы риска на диске рукоятки указывала на окошечко с цифрой 1000. Рукоятка 2 отклоняется от себя только при повороте её на ряд чисел 630-2000, в остальных случаях этого делать не требуется.
Примечание. У некоторых модификаций станков данной модели рукоятка 1 имеет лимб с шестью участками. При настройке станка рукоятку 1 поворачивают до совмещения участка лимба, соответствующего устанавливаемой частоте вращения, со стрелкой на указательной табличке.
Рис. 5. Рукоятки установки частоты вращения шпинделя и подач
Включение правого (прямого) вращения шпинделя осуществляется рукояткой 1 (рис. 6,) из среднего положения I (см. рис. 6,а) вверх до отказа в положение II (см. рис. 6,б). При этом шпиндель будет вращаться против часовой стрелки, если смотреть на него со стороны задней бабки.
а) б) в) Рис. 6. Выключение, включение и реверсирование шпинделя
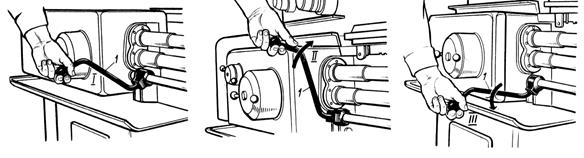
Поворот рукоятки 1 из среднего положения I вниз до отказа в положение III (см. рис. 6,в) включает шпиндель на левое (обратное) вращение (по часовой стрелке). Включение продольного или поперечного перемещения суппорта производится одной рукояткой (поз. 19 на рис. 4; поз. 3 на рис. 7, 8 и 9), являющейся мнемонической, т.е. перемещение суппорта будет происходить в том направлении, в каком повёрнута рукоятка. При повороте этой рукоятки включается одна из четырёх муфт М6-М9 (см. рис. 3).
а) б) в) Рис. 7. Включение механизма суппорта на продольную подачу
При включенном прямом вращении шпинделя поворот рукоятки 3 из среднего (нейтрального) положения I (рис. 7,а) влево до отказа в положение II (рис. 7,б) приведёт к включению прямой продольной подачи и перемещению суппорта справа налево, т.е. от задней бабки к передней. Выключение продольной подачи осуществляется возвратом рукоятки 3 в среднее (нейтральное) положение I. Включение механизма суппорта на обратную продольную подачу осуществляется перемещением рукоятки 3 из среднего положения I (см. рис. 7,а) вправо до отказа в положение III (рис. 7,в). Таблица 1
Включение механизма поперечной подачи суппорта осуществляется поворотом рукоятки 3 из среднего положения I (см. рис. 7,а) в положение IV (рис. 8,а) или V (рис. 8,б) соответственно для прямой (на деталь) или обратной подачи. Для выключения поперечной подачи рукоятка 3 возвращается в среднее (нейтральное) положение. Для быстрого перемещения суппорта необходимо повернуть рукоятку 3 в соответствии с выбранным направлением движения и большим пальцем правой руки нажать на кнопку 1 в ручке рукоятки 3 (рис. 8,в). При этом включается (см. рис. 2) соответствующая муфта в фартуке и двигатель привода быстрых перемещений. Для настройки станка на требуемую подачу или резьбу используют рукоятки 3,4,5,6 (см. рис. 5).
а) б) в)
Рис. 8. Включение механизма суппорта
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-25; просмотров: 1655; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.220.74.19 (0.015 с.) |




 ), то при снятии движения с разных шестерён конуса механизма Нортона будут обеспечиваться подачи:
), то при снятии движения с разных шестерён конуса механизма Нортона будут обеспечиваться подачи:
 и подача должна изменяться обратно пропорционально k.
и подача должна изменяться обратно пропорционально k.
 . Очевидно из предыдущего, что при этой настройке коробка подач включается как при нарезании дюймовых резьб, а сменные колёса устанавливаются такие же, как при нарезании модульных резьб.
. Очевидно из предыдущего, что при этой настройке коробка подач включается как при нарезании дюймовых резьб, а сменные колёса устанавливаются такие же, как при нарезании модульных резьб.
 .
.