«Дефекты рельсов. Классификация, каталог и параметры дефектных и остродефектных рельсов»
Настоящая инструкция устанавливает виды дефектов рельсов, образующихся в них в процессе эксплуатации, общий порядок определения типа, расположения, код обозначения дефектов, причины их появления и развития, способы выявления, указания по эксплуатации дефектных и остродефектных рельсов.
Требования настоящей инструкции обязательны для всех работников предприятий, связанных с эксплуатацией, диагностикой и ремонтом верхнего строения пути ОАО «РЖД».
ОБЩИЕ ПОЛОЖЕНИЯ.
В рельсах в процессе эксплуатации по мере наработки тоннажа, измеряемого в млн. т брутто, происходят процессы износа, смятия, коррозии и усталости, в том числе контактной, изгибной и коррозионной усталости. В результате протекания этих процессов в рельсах образуются различные повреждения и дефекты. Дефект рельса характеризуется отклонениями от установленных норм его геометрических параметров или прочности, соблюдение которых обеспечивает работоспособное состояние рельса в установленных условиях эксплуатации. К дефектам рельсов относятся: выкрашивания, выколы, трещины, изломы, все виды износа, пластические деформации в виде смятия, сплывов металла головки рельса, коррозия, механические повреждения, величины которых превышают нормированные значения. Отказ рельса вызывается дефектом, при котором исключается пропуск поездов (полный отказ, например, при изломе рельса) или возникает необходимость в ограничении скоростей движения поездов (частичный отказ, например, образование волнообразных неровностей сверх нормируемых значений на поверхности катания головки рельса и т.п.).
Классификация и каталог дефектов рельсов предназначены для правильного определения кода дефектов в рельсах, основной причины их появления и развития, а также для принятия мер по безопасной эксплуатации рельсов, для статистического учета поврежденных рельсов, анализа уровня эксплуатационной стойкости и надежности рельсов. В каталоге дефектов рельсов представлены способы их выявления.
Все дефекты в зависимости от их типа, расположения по сечению рельса, основных причин их происхождения и места расположения по длине рельса имеют свой цифровой код. Ниже объясняется структура кодового цифрового обозначения дефектов рельсов, в разделе «Каталог дефектов рельсов» дается подробное описание каждого дефекта и его фотографии, способы выявления и указания по эксплуатации дефектных рельсов, в разделе «Параметры дефектных и остродефектных рельсов» определяется степень опасности конкретных дефектов рельсов для движения поездов.
Поврежденные рельсы в зависимости от степени опасности дефектов подразделяются на два вида: остродефектные (ОДР) и дефектные (ДР).
К остродефектным рельсам относятся рельсы с изломами, выколами и трещинами, которые могут привести к внезапным разрушениям. Остродефектные рельсы непосредственно угрожают безопасности движения поездов из-за непредсказуемости последствий разрушений рельсов и поэтому требуют изъятия их из пути после обнаружения дефекта без промедления в соответствии с установленным порядком.
По остродефектным рельсам пропуск поездов производится в соответствии с нормами, приведенными ниже в разделе «Параметры дефектных и остродефектных рельсов».
Дефектные рельсы, как правило, не препятствуют пропуску поездов, но при достижении определенных параметров дефектов требуют ограничения скоростей движения поездов. В связи с возможностью визуального наблюдения за развитием этих дефектов, изменение их размеров в большинстве случаев можно прогнозировать.
В зависимости от категории пути, типа и степени развития дефектов на поверхности катания головки, на шейке или подошве для дефектных рельсов устанавливается соответствующий порядок их изъятия из пути от замены в плановом порядке до замены в первоочередном порядке.
По дефектным рельсам на срок до устранения дефекта или замены дефектных рельсов при достижении определённых параметров дефектов устанавливаются ограничения скорости движения поездов с учетом конкретных условий состояния пути.
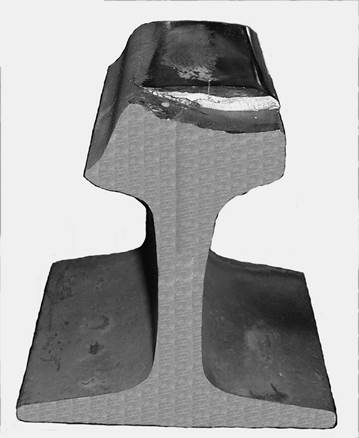
Все остродефектные рельсы, внутренние дефекты в которых обнаружены при дефектоскопировании, после изъятия из пути должны подвергаться обязательному вскрытию для подтверждения кода дефекта. Долом рельсов для вскрытия дефектов должен производиться средствами дистанций пути. При анализе вскрытых дефектов должно быть обращено внимание на источник (фокус) зарождения дефекта, на его место расположения и ориентацию в рельсе, на характер развития дефекта. Вид излома рельса фотографирует цифровым фотоаппаратом работник дистанции пути.
Результаты вскрытия остродефектного рельса фиксируются в специальном журнале и передаются вместе с цифровыми фотографиями для анализа в Центры диагностики и мониторинга.
НОРМАТИВНЫЕ ССЫЛКИ
В настоящей инструкции использованы ссылки на следующие стандарты:
ГОСТ 27.002-89. Надёжность в технике. Основные понятия. Термины и определения
ГОСТ 21014-88. Прокат чёрных металлов. Термины и определения дефектов поверхности
ГОСТ Р 22.2.08-96. Безопасность в чрезвычайных ситуациях. Безопасность движения поездов. Термины и определения
ГОСТ Р 51685-2000. Рельсы железнодорожные. Общие технические условия
ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ
3.1. В настоящей инструкции использованы термины с соответствующими определениями из стандартов, указанных в разделе 2, из нормативно-технической документации и технической литературы, из литературы, на которую сделаны ссылки, а также нижеследующие.
Повреждение рельса – появление неисправности при сохранении работоспособного состояния, обеспечивающего безопасный пропуск поездов с установленной скоростью.
Разрушение рельса – процесс зарождения и развития в рельсе трещин, приводящий к разделению рельса на части.
Трещина – двумерная несплошность в рельсе, два размера которой (длина и ширина) существенно больше третьего (толщины). На начальной стадии развития трещины не приводят к отделению разделенных трещиной частей рельса.
Выкрашивание – поверхностное разрушение рельса в местах контакта с колесами, выражающееся в образовании поверхностных или подповерхностных трещин контактной усталости, развитие которых приводит к отслаиванию и отделению частиц металла.
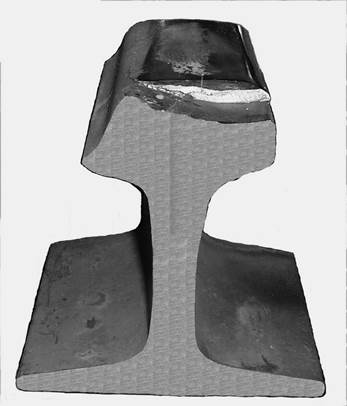
Излом рельса – термин используется для определения:
1) факта разрушения рельса по всему сечению или с отделением части головки или части головки и шейки рельса;
2) поверхности разрушения полностью разрушенного на два или более кусков рельса.
Примечание – Образование поверхности разрушения происходит либо в результате развития одной или нескольких трещин, либо в результате слияния расположенных рядом трещин в одну магистральную трещину, по которой и происходит разрушение рельса.
Фокус трещины – очаг разрушения, зона на изломе, откуда началось разрушение.
Долом – зона на изломе, соответствующая конечной стадии разрушения, четко отделяется от зоны усталостного развития трещины.
Выкол головки – отделение головки рельса при сохранении целостности шейки и подошвы.
Выкол подошвы – отделение части подошвы рельса при сохранении поверхности катания.
Износ – результат процесса отделения мелких частиц металла с поверхности рельса при взаимодействии с колёсами подвижного состава или с элементами скреплений, проявляющийся в постепенном изменении размеров и формы рельса.
Смятие – результат процесса поверхностной пластической деформации рельса при взаимодействии с колёсами подвижного состава, проявляющийся в постепенном изменении формы и размеров рельса.
Остродефектный рельс (ОДР) - рельс с дефектом, представляющий прямую угрозу безопасности движения из-за возможного разрушения под поездом или схода колёс с рельса. После обнаружения дефекта остродефектный рельс подлежит изъятию из пути (замене) без промедления или требует принятия специальных мер для пропуска поездов до его замены с учетом рекомендаций настоящей инструкции.
Дефектный рельс (ДР) - рельс, у которого в процессе эксплуатации происходит постепенное снижение служебных свойств ниже нормативного уровня, но по которому еще обеспечивается безопасный пропуск поездов, хотя в ряде случаев уже требуется введение ограничения скоростей движения. Такие рельсы заменяются в установленном порядке. Режим их эксплуатации до момента устранения дефектов или изъятия назначают в зависимости от конкретных условий с учетом нормативов настоящей инструкции.
Контроленепригодный рельс – рельс, на поверхности которого при дефектоскопировании не обеспечивается акустический контакт из-за наличия выкрашиваний или трещин и/или наблюдается срабатывание индикации дефектоскопа при минимальной допустимой чувствительности (определенной нормативной документацией на контроль) из-за наличия рябизны или отпечатков, или сильной коррозии.
Фрагмент – часть разрушившегося рельса, образовавшаяся при ветвлении трещин и разрушении рельса на три и более частей.
Проба – часть разрушенного рельса, которая вырезается из него для передачи на исследование.
3.2 В настоящей инструкции используются следующие сокращения.
ДР – Дефектный рельс.
ОДР – Остродефектный рельс.
ВПТ – Внутренняя продольная трещина (в головке рельса).
ЗПП – Замена (рельса) в первоочередном порядке.
Отказ рельса – состояние неисправности с последующим скоростным ограничением.
Излом – разрушение рельса в продольном или поперечном направлении, при котором его дальнейшая эксплуатация не возможна.
Первоочередная замена рельсов – замена рельсов в течение 14 суток. В случае невыполнения работ по замене дефектного рельса в указанный срок скорость движения поездов ограничивается до 40 км/ч.
Каталог дефектов рельсов
10.1-2
Трещины и выкрашивания металла на поверхности катания головки из-за нарушений технологии изготовления рельсов (закатов, волосовин, плен и т.п.).
Код дефекта:
в стыке 10.1
вне стыка 10.2
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
На ранних стадиях эксплуатации до пропуска тоннажа примерно 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются из-за наличия в этих местах поверхностных дефектов металлургического происхождения (волосовин, закатов, плен, участков бейнита в структуре и др.).
На поздних стадиях эксплуатации после пропуска более 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются в результате многократного воздействия высоких контактных напряжений.
К дефекту 10.1-2 следует относить продольные горизонтальные трещины с глубиной расположения до 8,0 мм.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковое дефектоскопирование в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием или под горизонтальной трещиной поперечной
трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 10 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35,0 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине до 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 10 и уменьшения его глубины, длины и ширины должна производиться периодическая шлифовка головки рельсов, начиная с первой шлифовки сразу же после укладки в путь новых рельсов.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования внутренних дефектов в головке, в частности, поперечных трещин, развивающихся под прикрытием дефекта 10.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов -скорость движения не более -
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов -скорость движения не более -
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Для «коротких» дефектов – скорость движения не более –
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину - по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включают те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
Наблюдения за развитием дефекта производят при очередных проверках рельсов.
При обнаружении поперечных трещин в местах образования дефекта 10 рельс считают остродефектным (ОДР) при любых характеристиках дефекта, и он подлежит замене без промедления.
При длине горизонтальной трещины (вдоль рельса) более 70 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов.
11.1-2
выкрашивания:
трещины:
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, после пропуска гарантийного тоннажа
Код дефекта:
в стыке 11.1;
вне стыка 11.2
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 11.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
Развитие продольных трещин контактной усталости приводит к образованию выкрашиваний.
Наибольшую опасность представляет возможное образование от дефекта 11 (продольной трещины) поперечной усталостной трещины (дефект 21.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров головки рельса измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием или под горизонтальной трещиной поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 11 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35,0 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине до 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 11 и уменьшения его глубины, длины и ширины должна производиться периодическая профильная шлифовка головки рельсов в соответствии с действующими Техническими указаниями на шлифовку.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования других аналогичных дефектов в головке и поперечных трещин, развивающихся под прикрытием дефекта 11.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов -скорость движения не более -
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов -скорость движения не более -
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Для «коротких» дефектов – скорость движения не более –
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину - по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включаются те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
При длине горизонтальной трещины (вдоль рельса) более 70,0 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечной трещины (дефект 21) в местах образования дефекта 11 следует действовать в соответствии с указаниями по эксплуатации рельсов с дефектом 21.
12.1-2
выкрашивания:
трещины:
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек, или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, до пропуска гарантийного тоннажа
Код дефекта:
в стыке 12.1;
вне стыка 12.2
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 12.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
Развитие продольных трещин контактной усталости приводит к образованию выкрашиваний.
Наибольшую опасность представляет возможное образование от дефекта 12 поперечной усталостной трещины (дефект 22.1-2 или 21.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии около дефекта поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 12 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35,0 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35,0 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине 6,1 – 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 12 и уменьшения его глубины, длины и ширины должна производиться периодическая профильная шлифовка головки рельсов в соответствии с действующими Техническими указаниями на шлифовку.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования других аналогичных дефектов в головке и поперечных трещин, развивающихся под прикрытием дефекта 12.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов -скорость движения не более -
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов -скорость движения не более -
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Дефектный рельс с «коротким» дефектом глубиной h8,0 мм и более следует считать остродефектным, и он подлежит замене без промедления.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину - по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включаются те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
При длине горизонтальной трещины (вдоль рельса) более 70,0 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
При развитии дефекта 12 на глубину 8,0 мм и более рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечной трещины (дефект 21 или 22) в местах образования дефекта 12 следует действовать в соответствии с указаниями по эксплуатации рельсов с дефектом 21 или 22.
В обязательном порядке предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов.
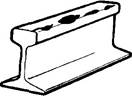
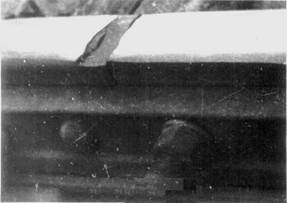
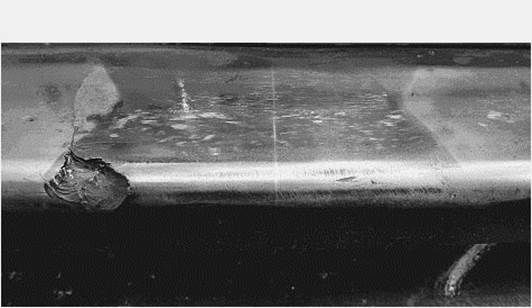
13.1
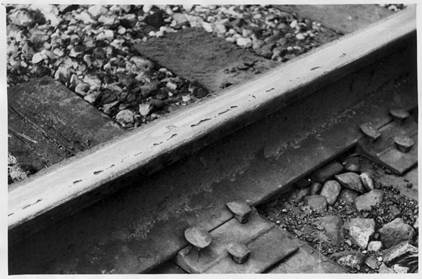
Выкрашивание металла на поверхности катания из-за повышенного динамического воздействия в болтовых стыках.
Код дефекта:
в стыке 13.1
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
В процессе эксплуатации из-за повышенного динамического воздействия колес в болтовых стыках в результате протекания процессов ударной контактной усталости у торца рельса образуются выкрашивания рельсового металла. Ускорению проявления дефекта способствует искривленность рельсовых концов, растянутые зазоры, а также некачественная механическая обработка торцов. Образованию выкрашивания может предшествовать сплыв металла, с образованием выколов металла при слепых зазорах.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие выкрашивания металла на поверхности катания на концах глубиной более 2,0 мм при длине (вдоль рельса) более 25 мм, а также глубиной более 6,0 мм при длине до 25 мм относят к дефектным (ДР).
Провести наплавку конца рельса по типовому технологическому процессу или замену рельса в плановом порядке.
До устранения дефекта наплавкой головки или при невозможности выполнения этой операции до плановой замены дефектного рельса в зависимости от глубины дефекта h при длине дефекта более 25 мм скорость движения поездов не должна превышать:
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
При глубине дефекта более 6,0 мм и длине более 25,0 мм дефектные рельсы заменяют (ЗПП) или восстанавливают в первоочередном порядке.
Длину дефекта (вдоль рельса) определяют по его наибольшему протяжению от торца рельса. Измерения размеров дефекта выполняют линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др.
При образовании выкрашиваний и выколов металла, препятствующих надежному дефектоскопирование головки и шейки рельса, рельс также может быть отнесен к дефектным из-за его контроленепригодности (дефект 19).
Наблюдения за развитием дефекта производят при очередных проверках рельсов.
При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов.
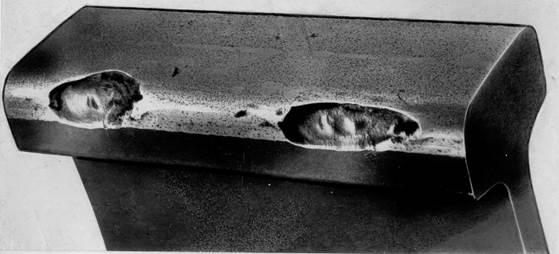
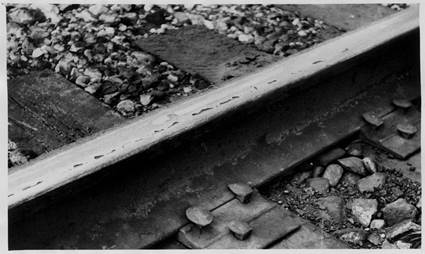
14.1-2
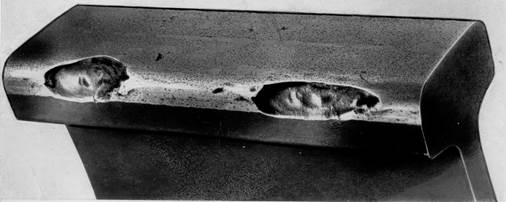
Пробоксовка в виде местного износа и выкрашивания металла в местах термомеханических повреждений головки рельса из-за боксования, юза колес подвижного состава или нарушения режимов шлифования рельсошлифовальными поездами.
Код дефекта:
в стыке 14.1
вне стыка 14.2
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Ненормативное воздействие колес подвижного состава при боксовании и юзе вызывает образование на обеих рельсовыхнитях местных участков термомеханических повреждений с образованием хрупких поверхностных слоев с измененной микроструктурой металла рельсов. Эти повреждения проявляются в виде местного износа (седловин) на поверхности головки, трещин и выкрашиваний. То же происходит с рельсами при нарушении режимов их шлифовки рельсошлифовальными поездами.
Наибольшую опасность представляет возможное образование в местах термомеханических повреждений поперечной усталостной трещины (дефект 24.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под дефектом поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы с пробоксовками глубиной более 1,0 мм считаются дефектными (ДР) и подлежат ремонту наплавкой для ликвидации отдельных пробоксовок или шлифовке рельсошлифовальными поездами при массовых поражениях рельсов этим типом повреждений.
До устранения дефекта наплавкой, шлифовкой, фрезерованием или плановой замены в зависимости от глубины пробоксовки и наличия и глубины выкрашиваний в месте пробоксовки скорость движения поездов по таким рельсам не должна превышать указанную ниже:
Глубина
пробоксовки h, мм
Глубина
выкрашивания h1, мм
Скорость поездов, км/ч
не более
1,0 < h ≤ 2,0
нет
h1 ≤ 2,0
более 2,0
25 и ЗПП
2,0 < h ≤ 3,0
нет
h1 ≤ 2,0
40 и ЗПП
более 2,0
25 и ЗПП
3,0 < h ≤ 4,0
нет
40 и ЗПП
h1≤ 2,0
25 и ЗПП
более 2,0
25 и ЗПП
более 4,0
нет
25 и ЗПП
h1≤ 2,0
25 и ЗПП
более 2,0
25 и ЗПП
Глубину пробоксовки измеряют по наибольшему значению по оси головки рельса от ее рабочей поверхности (жесткой металлической линейкой и штангенциркулем с глубиномером, или универсальным шаблоном измерон модели 00316 и др.), глубину выкрашивания измеряют в месте его наибольшего развития, а длину - по протяжению данного дефекта (вдоль рельса).
При неполном устранении дефекта рельс переводят в тот типоразмер дефекта, которому соответствует оставшаяся не устраненной глубина дефектного места.
При полной ликвидации дефекта рельс исключают из ДР, с соответствующей отметкой в форме ПУ-2А.
Особую опасность представляет образование в местах пробоксовок при наличии и даже при отсутствии седловин термомеханических повреждений в виде хрупких структур, содержащих мартенсит. Эти структурные изменения металла в местах пробоксовок могут приводить к образованию поперечных
трещин. То же самое может происходить в местах на головке рельсов, где было допущено нарушение режимов шлифования рельсов и возникли прижоги (на поверхности катания и/или на рабочей выкружке).
До планового устранения дефекта или, при невозможности устранения дефекта, до плановой замены рельса необходимо более частое (по утверждённому начальником дистанции пути графику) наблюдение и дефектоскопирование рельсов.
Рельсы с поперечными трещинами от пробоксовок, от выкрашиваний в местах пробоксовок считают остродефектными (ОДР) и заменяют без промедления.
После устранения дефекта наплавкой за этим местом устанавливают наблюдение при очередных проверках состояния рельсов.
При периодическом возникновении пробоксовок на одних и тех же местах принимают меры по улучшению условий реализации тяги локомотивами.
На дефектные рельсы предъявляют рекламации локомотивному депо или структурному подразделению, к которому приписан рельсошлифовальный поезд.
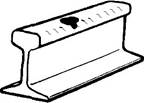
16.3-4-5
Выкрашивание металла на поверхности катания головки в зоне сварного стыка после пропуска гарантийного тоннажа
Код дефекта:
в сварном стыке 16.3
16.4
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Вследствие нарушения технологии сварки и обработки сварного стыка в поверхностном слое головки могут образоваться участки мартенсита или другие структурные неоднородности, от которых под воздействием колес подвижного состава происходит образование трещин контактной усталости и выкрашиваний металлапо ним.
СПОСОБЫ ВЫЯВЛЕНИЯ.
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ.
Рельсы, имеющие выкрашивания металла на поверхности катания в зоне сварного стыка, относят к дефектным (ДР), если глубина выкрашиваний более 2,0 мм.
До проведения шлифовки рельса или (при невозможности ее выполнения) до плановой замены рельса или вырезки дефектного участка и восстановления вваркой вставки, в зависимости от глубины выкрашивания h металла на поверхности катания головки скорость движения по сварному стыку не должна превышать:
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм,
40 км/ч при 6,0 < h ≤ 8,0 мм,
25 км/ч при 8,0 < h.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. Измерения глубины дефекта производят жесткой стальной линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др. в месте наибольшей глубины выкрашивания.
При обнаружении поперечных трещин в зоне сварного стыка рельс относят к категории остродефектных (ОДР) и заменяют без промедления.
17.3-4-5
Выкрашивание металла на поверхности катания головки в зоне сварного стыка до пропуска гарантийного тоннажа
infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.197.111 (0.015 с.)





 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
На ранних стадиях эксплуатации до пропуска тоннажа примерно 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются из-за наличия в этих местах поверхностных дефектов металлургического происхождения (волосовин, закатов, плен, участков бейнита в структуре и др.).
На поздних стадиях эксплуатации после пропуска более 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются в результате многократного воздействия высоких контактных напряжений.
К дефекту 10.1-2 следует относить продольные горизонтальные трещины с глубиной расположения до 8,0 мм.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковое дефектоскопирование в пределах ±300 мм от предполагаемого дефектного сечения.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
На ранних стадиях эксплуатации до пропуска тоннажа примерно 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются из-за наличия в этих местах поверхностных дефектов металлургического происхождения (волосовин, закатов, плен, участков бейнита в структуре и др.).
На поздних стадиях эксплуатации после пропуска более 150-250 млн. т брутто трещины и выкрашивания на поверхности катания образуются в результате многократного воздействия высоких контактных напряжений.
К дефекту 10.1-2 следует относить продольные горизонтальные трещины с глубиной расположения до 8,0 мм.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковое дефектоскопирование в пределах ±300 мм от предполагаемого дефектного сечения.
 трещины:
трещины:




 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 11.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 11.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.

 трещины:
трещины:



 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 12.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 12.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.


 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Ненормативное воздействие колес подвижного состава при боксовании и юзе вызывает образование на обеих рельсовыхнитях местных участков термомеханических повреждений с образованием хрупких поверхностных слоев с измененной микроструктурой металла рельсов. Эти повреждения проявляются в виде местного износа (седловин) на поверхности головки, трещин и выкрашиваний. То же происходит с рельсами при нарушении режимов их шлифовки рельсошлифовальными поездами.
Наибольшую опасность представляет возможное образование в местах термомеханических повреждений поперечной усталостной трещины (дефект 24.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под дефектом поперечной трещины.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Ненормативное воздействие колес подвижного состава при боксовании и юзе вызывает образование на обеих рельсовыхнитях местных участков термомеханических повреждений с образованием хрупких поверхностных слоев с измененной микроструктурой металла рельсов. Эти повреждения проявляются в виде местного износа (седловин) на поверхности головки, трещин и выкрашиваний. То же происходит с рельсами при нарушении режимов их шлифовки рельсошлифовальными поездами.
Наибольшую опасность представляет возможное образование в местах термомеханических повреждений поперечной усталостной трещины (дефект 24.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под дефектом поперечной трещины.


 ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Вследствие нарушения технологии сварки и обработки сварного стыка в поверхностном слое головки могут образоваться участки мартенсита или другие структурные неоднородности, от которых под воздействием колес подвижного состава происходит образование трещин контактной усталости и выкрашиваний металлапо ним.
СПОСОБЫ ВЫЯВЛЕНИЯ.
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Вследствие нарушения технологии сварки и обработки сварного стыка в поверхностном слое головки могут образоваться участки мартенсита или другие структурные неоднородности, от которых под воздействием колес подвижного состава происходит образование трещин контактной усталости и выкрашиваний металлапо ним.
СПОСОБЫ ВЫЯВЛЕНИЯ.
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта.

 ПРИЧИНЫ ПОЯВЛЕНИЯ
ПРИЧИНЫ ПОЯВЛЕНИЯ 


