
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава 6. Алгоритмы диагностирования инстру-Содержание книги Поиск на нашем сайте
Глава 6. АЛГОРИТМЫ ДИАГНОСТИРОВАНИЯ ИНСТРУ- МЕНТА Основная задача диагностирования процесса резания и инструмента состоит в своевременном определении предельного состояния или отказа инструмента для его замены и тем самым восстановления работоспособности автоматизированных станков и станочных комплексов, определении текущего состояния инструмента с целью управления процессом резания: коррекции траектории движения инструмента, изменения режимов резания и др. Системы диагностирования должны выполнять измерение параметров диагностических признаков состояния и отказа инструмента; распознавание текущего состояния инструмента; принятие решений по замене инструмента или управлению технологическим процессом; прогнозирование остаточной стойкости инструмента. Технологический алгоритм контроля: Измерение диагностического признака. Распознавание состояния объекта по результатам сопоставления текущего значения диагностического признака с уставкой. На основании сопоставления принимается решение о прекращении обработки детали или об управлении технологическим процессом.
Алгоритм диагностирования должен вести к уменьшению повреждений, отрицательно влияющих на показатели надежности. Высокая частота опроса датчиков позволяет регистрировать изменение диагностических признаков, как по мере износа инструмента, так и при неожиданных его отказах из-за поломок и выкрашиваний. Система диагностирования называется однопараметрической, если состояние объекта надежно распознается с помощью одного диагностического признака. Распознавание износа Распознавание состояния инструмента может осуществляться по двум принципиально различным алгоритмам. 1. Величину износа При Процедуру определения зависимостей, а также предельного значения
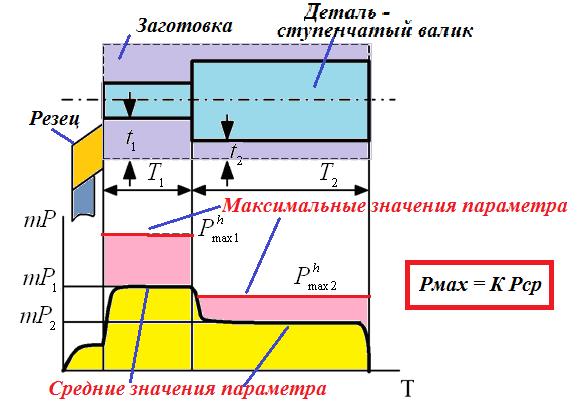
2. Обучение системы диагностирования должно проводиться при тех же условиях, при которых инструмент будет выполнять конкретный технологический процесс. В связи с этим обучение должно быть увязано с переходами технологического маршрута обработки детали. Так, при обточке острым резцом ступенчатого валика из цилиндрической заготовки, математическое ожидание, например, контролируемой силы
Рис. 6.4. График изменения математического ожидания силы при обточке ступенчатого валика и зоны изменения силы в связи с износом резца Исследования показали, что определенный характер развития очагов износа может привести не к росту, а к снижению некоторых диагностических параметров процесса резания. Так, при превалирующем износе по передней поверхности инструмента сила резания падает. Может снижаться амплитуда низкочастотных колебаний до определенной величины износа по задней поверхности. В этих случаях для распознавания предельного состояния инструмента необходимо устанавливать не только верхний, но и нижний предел диагностического признака
В технической литературе Таким образом, при диагностировании по методу уставок, системе диагностики необходимо помнить обо всех значениях уставок, соответствующих выполняемым переходам при обработке детали При распознавании износа часто возникает необходимость использовать в качестве диагностического признака не только его среднее значение, но и другие статистические характеристики, а также математические преобразования сигналов, которые выполняются на ЭВМ. Например, зависимости дисперсии параметров от износа растут однозначно и существенно, что позволяет использовать их в качестве диагностических признаков.
При многопараметрической диагностике в этом качестве могут применяться отношения составляющих силы резания или их результирующая Использование в качестве диагностических признаков параметров колебаний в различных диапазонах частот, силы, температуры, ЭДС резания и др. принципиально не изменяет процедуру обучения и алгоритм диагностирования износа инструмента. В случае обработки партии деталей текущие сигналы сравниваются с уставками. При достижении текущим сигналом уставки формируется управляющая команда в ЧПУ станка на отключение станка и смену инструмента. С большими сложностями приходится сталкиваться при создании алгоритма диагностирования поломок (скалывания) инструмента. Это связано, с разными причинами поломок, определяющими различное поведение диагностических признаков перед и в момент поломки. Основные причины поломок. - Неожиданный, случайный рост силы резания. - Рост силы, вызванный износом инструмента или тепловыми деформациями.. - Усталостные процессы в инструментальном материале механического и термоциклического происхождения. Разрушению инструмента может в этом случае предшествовать повышение амплитуды и частоты колебаний. В то время как сила резания не возрастает. Сложность диагностирования поломок определяется также возможным разнообразием взаимодействия отделившейся при скалывании части режущей пластинки с обрабатываемой заготовкой. Это определяет поведение диагностических параметров в следующий за поломкой момент времени. Например, режущая пластинка резца может сразу выйти из контакта с заготовкой или отделившаяся часть пластинки будет разворачиваться на опорной поверхности корпуса резца, осуществляя резание, но с иными подачей и глубиной. Исследования показали, что в наибольшей мере особенности процесса поломки отражает составляющая силы резания После кратковременного превышения силой верхнего порогового значения
Рис. 6.10. Графики изменения составляющей силы при поломке инструмента Наряду с силой резания в качестве диагностических признаков поломки используют сигнал ЭДС – резания, сигнал параметров виброакустической (ВА) эмиссии и др.
Рис. 6.13. Изменение ЭДС резания при поломке режущей твердосплавной пластины: а – без нарушения; б – с нарушением контакта с обрабатываемой заготовкой Амплитуда колебаний в большой степени зависит от характера деформаций и разрушений в зоне контакта инструмента с деталью. При образовании микротрещин и поломки режущей пластины амплитуда колебаний значительно возрастает. Это используется в диагностике поломок. Используется косвенный контроль поломок по определению моментов контакта инструмента с деталью и выхода из нее. Превышение установленного времени врезания (от момента включения рабочей подачи до момента касания детали) или времени резания позволяет судить о поломке инструмента. Надежную фиксацию моментов касания и конца резания обеспечивают акселерометры.
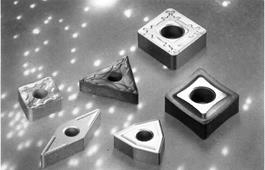
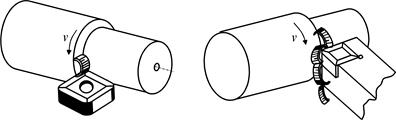
Программы работы систем диагностирования должны быть синхронизированы с управляющей программой станка с ЧПУ. В управляющих программах предусматривают участки обработки детали, в которых действует конкретный кадр программы диагностирования. При распознавании отказа инструмента из устройства диагностики подается команда на прекращение подачи, вращения шпинделя и отвода инструмента из зоны резания. При чистовой обработке прекращение резания после распознавания предельного износа может быть недопустимо, так как это скажется на качестве обработки детали. В этом случае возможна задержка выдачи команды на прекращение резания до полной обработки поверхности детали, при этом могут быть автоматически снижены режимы резания для исключения катастрофического развития износа. Распознавание формы стружки Отказ инструмента или процесса непрерывного резания может произойти вследствие образования неблагоприятной формы стружки. Образование ленточной, «шпагообразной» или путаной стружки недопустимо при автоматизированной обработке по следующим причинам: - она может привести к выкрашиванию режущей части инструмента; - к нарушению целостности контактных измерительных датчиков, - снижается качество обработанной поверхности; - затрудняется транспортирование стружки из зоны резания и из рабочей зоны станка. Дробление на элементы чаще всего обеспечивается за счет: - назначения режимов резания и геометрии инструмента, при которых образуется суставчатая, дробленая стружка. - изменения направления стекания стружки с помощью стружколомающих и стружкозавивающих устройств. На рис.6.14 показаны твердосплавные пластинки со стружкозавивающими канавками и примеры дробления ими стружки. Могут быть и другие варианты дробления.
Рис. 6.14. Твердосплавные пластинки со стружкозавивающими канавками Однако с течением времени работы твердосплавной пластины ее передняя поверхность изнашивается. Профиль канавки изменяется и теряет способность завивать стружку. Это означает отказ технологического процесса. Критерием отказа является неблагоприятная форма стружки.
Рис.6.12. Пример диаграммы дробления стружки. + благоприятная форма стружки; — неблагоприятная; ┬ переходная На диаграммах, показанных на рис. 6.12 и 6.16 видны области благоприятной, переходной и неблагоприятной (длинной, путаной) стружки.. Поиски информативных диагностических признаков велись среди таких функциональных параметров процесса резания как: три составляющие силы резания
Рис. 6.16. Экспериментальная диаграмма дробления стружки
Разработанные системы диагностирования носят пока экспериментальный характер, в то время как производство испытывает потребность в надежных системах диагностирования формы стружки. Длительные наблюдения за эксплуатацией токарных станков с ЧПУ показали, что весьма часты отказы (18–70%), связанные со скоплением неблагоприятной стружки в зоне обработки. Глава 6. АЛГОРИТМЫ ДИАГНОСТИРОВАНИЯ ИНСТРУ- МЕНТА Основная задача диагностирования процесса резания и инструмента состоит в своевременном определении предельного состояния или отказа инструмента для его замены и тем самым восстановления работоспособности автоматизированных станков и станочных комплексов, определении текущего состояния инструмента с целью управления процессом резания: коррекции траектории движения инструмента, изменения режимов резания и др. Системы диагностирования должны выполнять измерение параметров диагностических признаков состояния и отказа инструмента; распознавание текущего состояния инструмента; принятие решений по замене инструмента или управлению технологическим процессом; прогнозирование остаточной стойкости инструмента. Технологический алгоритм контроля:
|
||||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 278; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.108.134 (0.01 с.) |

 - определяют по предварительно заложенной в память ЭВМ зависимости диагностического признака П от критерия состояния инструмента
- определяют по предварительно заложенной в память ЭВМ зависимости диагностического признака П от критерия состояния инструмента  ,
, изменяется во времени по зависимости, показанной на рис. 6.4. На графике
изменяется во времени по зависимости, показанной на рис. 6.4. На графике  видно, что при постоянном коэффициенте запаса
видно, что при постоянном коэффициенте запаса  получим для каждого участка обработки различные границы
получим для каждого участка обработки различные границы  .
.
 . Порядок его назначения такой же, как для
. Порядок его назначения такой же, как для  , которые иногда оказываются более информативными, чем каждая составляющая. Тогда в состав алгоритма диагностирования вводится алгоритм вычисления этих величин.
, которые иногда оказываются более информативными, чем каждая составляющая. Тогда в состав алгоритма диагностирования вводится алгоритм вычисления этих величин. .
. , наступает ее падение. Длительность нахождения сигнала
, наступает ее падение. Длительность нахождения сигнала  за пределами
за пределами 


 , колебания в частотных диапазонах до 1 кГц и до 20 кГц, ЭДС-резания.
, колебания в частотных диапазонах до 1 кГц и до 20 кГц, ЭДС-резания.



