Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Уплотнение круглых отверстий и каналовСодержание книги
Поиск на нашем сайте
Встречаются случаи, когда в стыках «металл по металлу» требуется уплотнить круглые отверстия и каналы, служащие, например, для подвода смазочного масла, перепуска охлаждающей жидкости и т. д. На рис. 16 изображено уплотнение масляного канала подшипника. Применение мягкой прокладки (рис. 16, 1) здесь недопустимо, так как при затяжке изменяется положение вала относительно смежных деталей.Например, если вал приводится в движение зубчатыми колесами, затяжка может нарушить правильное зацепление колес. В таких случаях применяют уплотняющие вставки (рис. 16, 2). На рис. 17, 1-3 показаны вставки из упругого материала (резины пластиков и т. п.). Уплотнение достигается за счет торцового (рис. 17, 1,2)или радиального (рис. 17, 3) обжатия вставок. Иногда применяют металлические вставки в виде втулок в сочетании с упругими уплотняющими элементами (рис. 17, 4-6). Металлические вставки могут быть использованы также в качестве контрольных штифтов. УПЛОТНЕНИЕ ФЛАНЦЕВ На рис. 18 показаны способы уплотненияцилиндрических фланцев, например фланцев корпусных деталей. На рис. 18, 1 изображено простейшее уплотнение мягкой прокладкой из листового материала. Остальные уплотненияна рис. 18 относятся к уплотнениям соединений типа «металл по металлу». На рис. 18, 2-6 показаны уплотнения шнуром из упругого материала (резины, пластиков), устанавливаемым в выточку на торце фланца или корпуса. Подобные торцовые уплотнения заставляют разносить крепежные болты в радиальном направлении и увеличивать тем самым радиальные размеры фланца; торцовые уплотнения с канавками в теле фланца, кроме того, ослабляют фланец. В этом отношении лучше угловые уплотнения (рис. 18, 7-14). Наиболее удобны конструкции, в которых уплотняющий шнур заводится в выточку в теле фланца, составляя с ним при монтаже одно целое (рис. 18, 8, 9, 11, 12, 14). Уплотнения на рис. 18, 10,11,14) рассчитаны на повышенное давление в уплотняемой полости и основаны на манжетном эффекте: давление 11 уплотняемой полости, заставляя шнур перемещаться в суживающееся пространство канавок, увеличивает силу прижатия шнура к уплотняемым поверхностям. На рис. 18, 15-18 показаны уплотнения с торцовой затяжкой шнура, устанавливаемого в кольцевом пространстве между фланцем и корпусом. В конструкции на рис. 18, 15 существует опасность выдавливания прокладки из кольцевой канавки. Эта конструкция требует применения жестких уплотняющих прокладок. На рис. 18, 19-21 изображены радиальные уплотнения: шнур закладывают в кольцевую выточку в центрирующем пояске фланца или корпуса; уплотнение осуществляется в результате радиальной деформации шнура при установке фланца. Наиболее удобны по монтажу конструкции, в которых шнур устанавливают в выточку во фланце. В конструкции на рис.18, 21 канавка под шнур выполнена наклонной, что придает уплотнению манжетное свойство. На рис. 18, 22-24 приведены применяемые на крупногабаритных фланцах уплотнения чисто, манжетного типа. На рис. 19, 1,2 показаны манжетные уплотнения стыка трубопроводов. УПЛОТНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ Способы уплотнений резьбовых соединений На рис. 20 изображены способы уплотнения резьбовых соединений большого диаметра кольцевыми прокладками и шнурами. Ввиду того, что при завертывании этих соединений прокладки подвергаются усилию сдвига, материал прокладок должен обладать повышенной твердостью. На рис. 20, 1-6 показаны способы углового уплотнения шнуром, укладываемым в кольцевую выточку в теле гайки; на рис. 20, 7-11 — способы уплотнения торцовой затяжкой шнура в замкнутом кольцевом пространстве между гайкой и корпусом; на рис. 20, 12-15 — способы радиального уплотнения с помощью шнура, укладываемого в кольцевую выточку в теле гайки или в корпусе. Уплотнение ввёртных деталей Самый простой способ уплотнения ввертных деталей (штуцеров, пробок) — смазывание витков резьбы герметизирующими составами. Однако при этом способе затрудняется отвинчивание деталей вследствие «прилипания» герметизирующей мази к резьбе после некоторого периода эксплуатации. Не рекомендуется применяемая иногда на практике (особенно в ремонтных условиях) «подмотка» последних (ближайших к торцу ввертной детали витков резьбы ниткой, промазанной суриком, разведенным на масле и т.п.
Рис.20
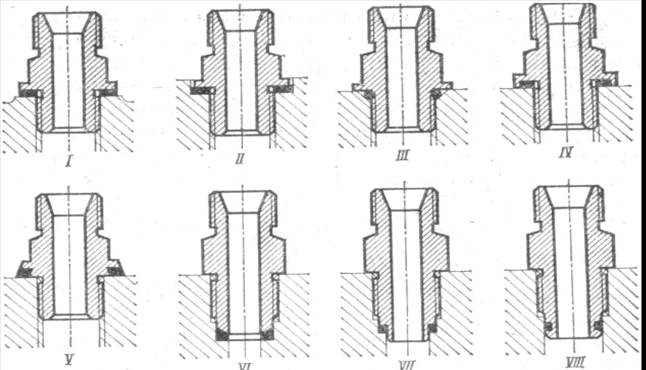
Рис.21
В конструкции на рис. 21, 3-5 уплотнение достигается в результате деформации прокладки при затяжке детали на жесткий торец до отказа и определяется разностью высот прокладки и канавки под прокладку. На рис. 21, 6,7 приведены способы уплотнения по внутреннему торцу детали. Как и в предыдущих случаях, затяжку производят до упора торца детали в корпус. В конструкции на рис. 21, 7 прокладка установлена в замкнутом кольцевом пространстве и не может быть выдавлена при затяжке, как в конструкции на рис. 21, 6. Затяжка детали возможна или на прокладку, или на жесткий торец; в последнем случае объем кольцевого пространства должен быть больше объема прокладки. Сила уплотнения определяется разностью высоты прокладки и высоты кольцевого пространства (при полной затяжке детали). В конструкции на рис. 21, 8 прокладка расположена в радиальной канавке на хвостовике детали и при затяжке свободно перемещается относительно корпуса. Сила уплотнения определяется величиной выступания прокладки из канавки в свободном состоянии.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 360; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.33 (0.011 с.) |