Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Установка листовых прокладокСодержание книги Поиск на нашем сайте
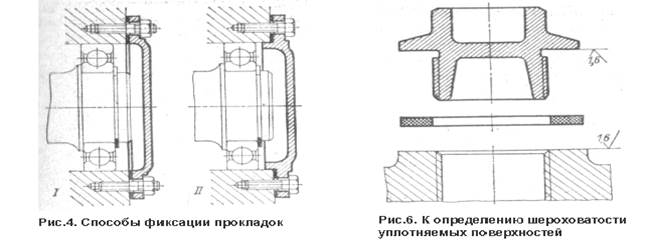
Прокладки должны быть зафиксированы относительно уплотняемых поверхностей и затянуты по всей поверхности. Типичные ошибки установки прокладок представлены на рис. 3. В конструкции на рис. 3, 1, прокладка не зафиксирована в радиальном направлении и может быть сдвинута при установке и выдавлена при затяжке. Центрирование прокладки по стержню стяжного болта (рис. 3, 2) не дает эффекта, так как центрирование осуществляется вслепую после установки
прокладки и крышки; значительная часть прокладки находится навесу и не зажимается уплотняемыми поверхностями. Правильная конструкция показана на рис. 3,3. Здесь прокладка центрируется на крышке буртиком, предохраняющим ее от выдавливания внутрь. В соединениях, собираемых на шпильках (рис. 4,1 ), допустимо центрировать прокладку по стержням шпилек; при монтаже прокладка надевается на шпильки и притягивается привертываемой деталью, например крышкой. В соединениях на ввертных болтах правильнее вводить центрирующий руртик (рис. 4,2); в данном случае прокладку укладывают на крышку, подравнивают по отверстиям в крышке и вместе с ней устанавливают на корпус. Следует учитывать, что прокладки, особенно имеющие значительную толщину, при затяжке деформируются. Если придать прокладке размеры, соответствующие номинальным размерам уплотняемых поверхностей (рис. 5,1), то при затяжке прокладка выдавливается наружу, что портит внешний вид соединения, и внутрь, что в случае трубопроводов и каналов может заметно сузить проходное сечение (рис. 5,2). В таких случаях правильно делать наружный размер прокладки несколько меньше (на 0,5 — 1 мм), а внутренний — несколько больше номинала (рис. 5,3) с таким расчетом, чтобы края прокладки послезатяжки совпадали с краями уплотняемых поверхностей. Параметр Ra шероховатости должен быть не более 1,6 мкм (рис. 6), иначе добиться герметичности соединения трудно. УПЛОТНЕНИЕ ЖЕСТКИХ СТЫКОВ Задача уплотнения Уплотнение прокладками из мягких материалов всегда сопряжено с большим или меньшим изменением расстояния между уплотняемыми деталями. В машиностроении нередко возникает задача уплотнения стыков типа «металл по металлу» с соблюдением точного взаимного расположения стыкуемых деталей. Таков, например, случай соединения частей корпусов, содержащих опоры скольжения или качения и т. д. Задача уплотнения, таких жестких стыков решается несколькими способами. Неразборные и редко разбираемые соединения уплотняют герметизирующими составами, например бакелитом, белилами, суриком, жидким стеклом и т. д.
Способы уплотнения Промышленность выпускает широкий ассортимент герметиков, предназначенных для работы в разнообразных соединениях. К их числу относятся: 1) герметик У-З0М на основе тиоколового каучука; м'асло-, бензо- и водостоек, отличается высокой газонепроницаемостью; диапазон рабочих температур от —50 до +130°С; адгезия к металлу высокая; 2) герметик ВТУР на основе тиокола с динзоцианатом; масло-, бензо- и водостоек, отличается высокой газонепроницаемостью, диапазон рабочих температур от —50 до +130°С; адгезия к металлу высокая; 3) герметик ВГХ-180 - фенолформальдегидная смола с натуральным каучуком; масло- и водостоек; диапазон рабочих температур от —50 до +130°С; высокая адгезия к металлу, под действием бензина и керосина набухает; 4) герметик 5Ф-13 — фторкаучук с эпоксидной смолой ЭД-б; бензо-, масло- и водостоек; диапазон рабочих температур от —50 до +200°С; адгезия к металлу невысокая; 5) герметики ВИКСИНТ У-1-18, ВМТ-1 на основе полисилоксанов; масло- и водостойки; теплостойкость до 300°С; в бензине и керосине набухает; адгезия к металлу невысокая. Герметики выпускаются в виде паст и лаков.Их наносят на уплотняемые поверхности поливом, кистью или шпателем. Устойчивая, герметизирующая пленка образуется в среднем через пять-шесть суток.
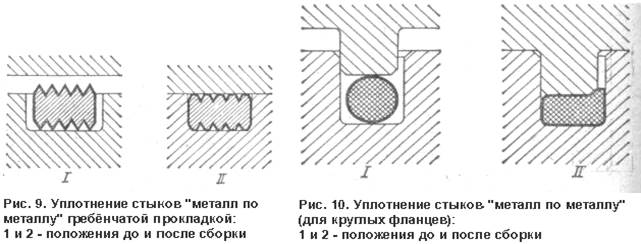
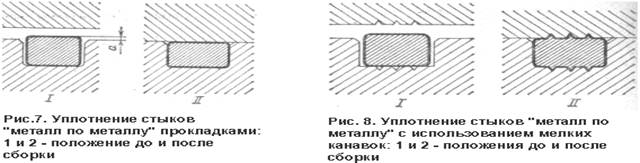
Для увеличения герметичности на уплотняемых поверхностях делают мелкие канавки (рис. 8), в которые затекает деформируемый материал прокладки. С той же целью прокладку делают гребенчатой (рис. 9). При затяжке гребешки сминаются, образуя ряд канавок, действующих подобно лабиринтному уплотнению. Сечение канавки должно быть больше сечения прокладки, для того чтобы не препятствовать деформации прокладки. Материал прокладки выбирают в зависимости от условий работы стыка. Для стыков, работающих в нормальных условиях, применяют резину, пластики; для стыков, работающих при повышенных температурах, — пластичные металлы: свинец, алюминий, отожженную красную медь и т. д. Хорошее уплотнение обеспечивают прокладки из красной меди с гальваническим кадмиевым покрытием.
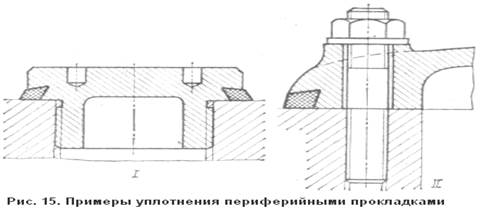
. Круглые фланцы уплотняют также упругими металлическими кольцами (рис. 11), чаще всего Z-образного сечения (так называемые гофровые кольца). Формы гофровых колец показаны (в порядке возрастающей упругости) на рис. 12. Круглые фланцы с центрирующими буртиками уплотняют шнурами из упругих материалов (резины, синтетики), которые закладывают в канавки, проделанные в буртике (рис. 13). При таком расположении на стыке обеспечивается чистый контакт «металл по металлу». Этот способ применяют только для «холодных» стыков. На рис. 14 показан способ установки прокладки в открытой канавке на периферии стыка. Преимущество этого способа заключается в том, что прокладка предохраняет стык от внешних воздействий и предупреждает коррозию металлических поверхностей стыка. Примеры установки периферийных прокладок приведены на рис. 15, 1,2.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 214; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.119.191 (0.006 с.) |


 Шабрение производят обычно в следующей последовательности. Сначала шабрят по плитам одну плоскость разъема до получения двух-пяти пятен контакта на 1 см2. Пришабренную
Шабрение производят обычно в следующей последовательности. Сначала шабрят по плитам одну плоскость разъема до получения двух-пяти пятен контакта на 1 см2. Пришабренную