
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
На тему: «Уплотнение неподвижных соединений»Содержание книги
Поиск на нашем сайте
Курсовая работа По компьютерной графике На тему: «Уплотнение неподвижных соединений» Выполнил: Нефедов Алексей Группа: ЭМ-111 Проверил: Белозоров С.А Оценка Воронеж 2011
Замечания преподавателя
СОДЕРЖАНИЕ Введение_____________________________________________________4 1 Листовые прокладки_________________________________________4 1.1 Прокладочный материал. Виды прокладок___________________4 1.1.1 Уплотняющие составы______________________________ _____4 1.1.2 Прокладки из мягких материалов__________________________5 1.1.3 Армированные прокладки________________________________5 1.1. Установка листовых прокладок____________________________6 2 Уплотнение жёстких стыков_________________________________ 7 2.1 Задача уплотнения_________________________________________7 2.2 Способы уплотнения_______________________________________7 2.3 Уплотнение круглых отверстий и каналов____________________12 3 Уплотнение фланцев_________________________________________12 4 Уплотнение резьбовых соединений____________________________12 4.1 Способы уплотнений резьбовых соединений__________________12 4.2 Уплотнение ввёртных деталей______________________________12 4.2.1 Уплотнение ввёртных деталей без прокладок_______________14 4.3 Глухие резьбовые соединения______________________________ 15 5 Уплотнение некоторых жидкостных стыков___________________17 5.1 Уплотнение цилиндрических стыков_______________________17 5.2 Уплотнение плоских стыков_______________________________18 6 Уплотнение цилиндрических поверхностей____________________18 7 Уплотнение легкосъёмных крышек___________________________19 8 Резина как уплотняющий материал__________________________ 20 8.1 Виды резин и их физические свойства ______________________ 20 8.2 Армирование резины_____________________________________ 21 8.3 Механические способы крепления резиновых прокладок_____ 22 Практическое задание________________________________________23 Список использованной литературы___________________________26
Отчёт содержит 25 страницы, 33 рисунок, 3 источника. Ключевые слова: маслосодержащая полость, прессшпан, паронит, графит чешуйчатый, касторовое масло, ввёртный штуцер, термостойкие мази, герметики, стыки типа «металл по металлу», притирка, шлифпорошок, шабрение, утопленные упругие прокладки, периферия стыка, упругие механические кольца, «холодные» стыки, высота кольцевого пространства, острые кольцевые гребешки, глухие резьбовые соединения.
ВВЕДЕНИЕ Объектом исследования данного отсчёта является уплотнение неподвижных соединений. Целью работы автор поставил ознакомление начинающего конструктора с разновидностями областей применения уполотнений для неподвижных соединений. Поставленный вопрос исследуется путём доработки и сбора информации от нескольких источников, в которых приводится данная тема. Основная область, где применяется собранная в данном отчёте информация, является точное приборостроение. ЛИСТОВЫЕ ПРОКЛАДКИ Для обеспечения герметичности плоские стыки чаще всего уплотняют листовыми прокладками из упругого материала. Как правило, на прокладках ставят крышки маслосодержащих резервуаров, работающих под давлением или вакуумом, фланцы трубопроводов и т. д. На мягких прокладках собирают также части корпусов механических передач (в тех случаях, когда нет необходимости выдерживать точное взаимное расположение частей). Прокладочный материал. Виды прокладок Прокладочный материал выбирают в зависимости от условий работы, величины давления, температурного режима и т. д. Для уплотнения соединений общего назначения, например крышек маслосодержащих полостей, чаще всего применяют прокладочную бумагу толщиной 0,05—0,15 мм, кабельную бумагу (бумагу, пропитанную бакелитом или другими синтетическими смолами), прокладочный картон толщиной 0,5—1,5 мм, прессшпан и т. д. Наилучшими свойствами обладают прокладки из синтетических материалов типа полихлорвинила и политрифторэтилена. Уплотняющие составы Для соединений, работающих при высоких температурах, применяют прокладочные материалы с асбестом (асбестовую бумагу, асбестовый картон и т. д.). Паропроводы уплотняют чаще всего паронитом, представляющим собой композицию асбеста с натуральной или синтетической резиной. Паронит выдерживает температуру до 450°С. При высоких температурах применяют также листовые прокладки из пластичных металлов — листового свинца, алюминиевой и медной фольги и т. д. Такие прокладки - требуют повышенного усилия затяжки. В случаях, когда наряду с уплотнением требуется еще регулирование расстояния между стыкуемыми деталями, применяют ш и м ы — набор прокладок из тонкой (0,05 мм) латунной или медной фольги (например, для регулирования натяга и одновременного уплотнения в парных установках конических или радиально-упорных подшипниках качения). Для увеличения надежности уплотнения прокладки смазывают уплотняющими составами. Бумажные и картонные прокладки ставят на вареной олифе, шеллаке, бакелите-сырце, жидком стекле, сурике, белилах и т, д. Хорошими герметизирующими свойствами обладает мазь следующего состава: шеллак 35%; спирт 55%; графит чешуйчатый 6%; касторовое масло 3%; краситель (охра) 1%. Широко применяют также герметики — уплотняющие мази разнообразной рецептуры, преимущественно на основе натуральной или синтетическое резины, с соответствующими растворителями. Для уплотнений, работающих при высоких температурах, применяют термостойкие мази, напримег этилсиликат, силоксановые эмали и т. д.
Прокладки из мягких материалов Прокладки из мягких материалов после однократного пользования подлежат замене. Редко разбираемые соединения уплотняют материалами, которые в стыках расплющиваются, а именно: хлопчатобумажной ниткой, проваренной в масле; резиновыми нитками и шнурами; просаленными асбестовыми шнурами; проволокой из свинца, алюминия или отожженной красной меди. Последние два способа применяют для соединений, работающих при высоких температурах. Прокладки из мягких материалов применяют для соединений, стягиваемых болтами, шпильками и т. д., когда прокладка при затяжке подвергается только сжатию. Прокладки, испытывающие при затяжке сдвиг (например, прокладки под ввертные штуцеры, пробки), изготовляют из более Прочных и жестких материалов, например из фибры, свинца и отожжённой красной меди.
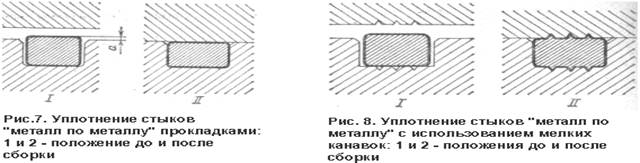
Армированные прокладки Применяют также армированные прокладки, состоящие из упругого материала (резины, пластика, асбеста и т. д.), заключенного в оболочку из мягкого металла (меди, латуни). Разновидности таких прокладок показаны на рис.1, 1-6 На рис. 2 показан пример применения армированной прокладки для уплотнения ввертного штуцера. Прокладки такого типа могут быть использованы многократно. УПЛОТНЕНИЕ ЖЕСТКИХ СТЫКОВ Задача уплотнения Уплотнение прокладками из мягких материалов всегда сопряжено с большим или меньшим изменением расстояния между уплотняемыми деталями. В машиностроении нередко возникает задача уплотнения стыков типа «металл по металлу» с соблюдением точного взаимного расположения стыкуемых деталей. Таков, например, случай соединения частей корпусов, содержащих опоры скольжения или качения и т. д. Задача уплотнения, таких жестких стыков решается несколькими способами. Неразборные и редко разбираемые соединения уплотняют герметизирующими составами, например бакелитом, белилами, суриком, жидким стеклом и т. д.
Способы уплотнения Промышленность выпускает широкий ассортимент герметиков, предназначенных для работы в разнообразных соединениях. К их числу относятся: 1) герметик У-З0М на основе тиоколового каучука; м'асло-, бензо- и водостоек, отличается высокой газонепроницаемостью; диапазон рабочих температур от —50 до +130°С; адгезия к металлу высокая; 2) герметик ВТУР на основе тиокола с динзоцианатом; масло-, бензо- и водостоек, отличается высокой газонепроницаемостью, диапазон рабочих температур от —50 до +130°С; адгезия к металлу высокая; 3) герметик ВГХ-180 - фенолформальдегидная смола с натуральным каучуком; масло- и водостоек; диапазон рабочих температур от —50 до +130°С; высокая адгезия к металлу, под действием бензина и керосина набухает; 4) герметик 5Ф-13 — фторкаучук с эпоксидной смолой ЭД-б; бензо-, масло- и водостоек; диапазон рабочих температур от —50 до +200°С; адгезия к металлу невысокая; 5) герметики ВИКСИНТ У-1-18, ВМТ-1 на основе полисилоксанов; масло- и водостойки; теплостойкость до 300°С; в бензине и керосине набухает; адгезия к металлу невысокая. Герметики выпускаются в виде паст и лаков.Их наносят на уплотняемые поверхности поливом, кистью или шпателем. Устойчивая, герметизирующая пленка образуется в среднем через пять-шесть суток.
Для увеличения герметичности на уплотняемых поверхностях делают мелкие канавки (рис. 8), в которые затекает деформируемый материал прокладки. С той же целью прокладку делают гребенчатой (рис. 9). При затяжке гребешки сминаются, образуя ряд канавок, действующих подобно лабиринтному уплотнению. Сечение канавки должно быть больше сечения прокладки, для того чтобы не препятствовать деформации прокладки. Материал прокладки выбирают в зависимости от условий работы стыка. Для стыков, работающих в нормальных условиях, применяют резину, пластики; для стыков, работающих при повышенных температурах, — пластичные металлы: свинец, алюминий, отожженную красную медь и т. д. Хорошее уплотнение обеспечивают прокладки из красной меди с гальваническим кадмиевым покрытием.
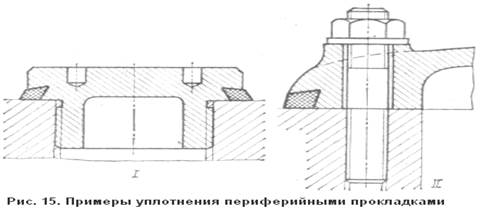
. Круглые фланцы уплотняют также упругими металлическими кольцами (рис. 11), чаще всего Z-образного сечения (так называемые гофровые кольца). Формы гофровых колец показаны (в порядке возрастающей упругости) на рис. 12. Круглые фланцы с центрирующими буртиками уплотняют шнурами из упругих материалов (резины, синтетики), которые закладывают в канавки, проделанные в буртике (рис. 13). При таком расположении на стыке обеспечивается чистый контакт «металл по металлу». Этот способ применяют только для «холодных» стыков. На рис. 14 показан способ установки прокладки в открытой канавке на периферии стыка. Преимущество этого способа заключается в том, что прокладка предохраняет стык от внешних воздействий и предупреждает коррозию металлических поверхностей стыка. Примеры установки периферийных прокладок приведены на рис. 15, 1,2.
УПЛОТНЕНИЕ ФЛАНЦЕВ На рис. 18 показаны способы уплотненияцилиндрических фланцев, например фланцев корпусных деталей. На рис. 18, 1 изображено простейшее уплотнение мягкой прокладкой из листового материала. Остальные уплотненияна рис. 18 относятся к уплотнениям соединений типа «металл по металлу». На рис. 18, 2-6 показаны уплотнения шнуром из упругого материала (резины, пластиков), устанавливаемым в выточку на торце фланца или корпуса. Подобные торцовые уплотнения заставляют разносить крепежные болты в радиальном направлении и увеличивать тем самым радиальные размеры фланца; торцовые уплотнения с канавками в теле фланца, кроме того, ослабляют фланец. В этом отношении лучше угловые уплотнения (рис. 18, 7-14). Наиболее удобны конструкции, в которых уплотняющий шнур заводится в выточку в теле фланца, составляя с ним при монтаже одно целое (рис. 18, 8, 9, 11, 12, 14). Уплотнения на рис. 18, 10,11,14) рассчитаны на повышенное давление в уплотняемой полости и основаны на манжетном эффекте: давление 11 уплотняемой полости, заставляя шнур перемещаться в суживающееся пространство канавок, увеличивает силу прижатия шнура к уплотняемым поверхностям. На рис. 18, 15-18 показаны уплотнения с торцовой затяжкой шнура, устанавливаемого в кольцевом пространстве между фланцем и корпусом. В конструкции на рис. 18, 15 существует опасность выдавливания прокладки из кольцевой канавки. Эта конструкция требует применения жестких уплотняющих прокладок. На рис. 18, 19-21 изображены радиальные уплотнения: шнур закладывают в кольцевую выточку в центрирующем пояске фланца или корпуса; уплотнение осуществляется в результате радиальной деформации шнура при установке фланца. Наиболее удобны по монтажу конструкции, в которых шнур устанавливают в выточку во фланце. В конструкции на рис.18, 21 канавка под шнур выполнена наклонной, что придает уплотнению манжетное свойство. На рис. 18, 22-24 приведены применяемые на крупногабаритных фланцах уплотнения чисто, манжетного типа. На рис. 19, 1,2 показаны манжетные уплотнения стыка трубопроводов. Уплотнение ввёртных деталей Самый простой способ уплотнения ввертных деталей (штуцеров, пробок) — смазывание витков резьбы герметизирующими составами. Однако при этом способе затрудняется отвинчивание деталей вследствие «прилипания» герметизирующей мази к резьбе после некоторого периода эксплуатации. Не рекомендуется применяемая иногда на практике (особенно в ремонтных условиях) «подмотка» последних (ближайших к торцу ввертной детали витков резьбы ниткой, промазанной суриком, разведенным на масле и т.п.
Рис.20
Рис.21
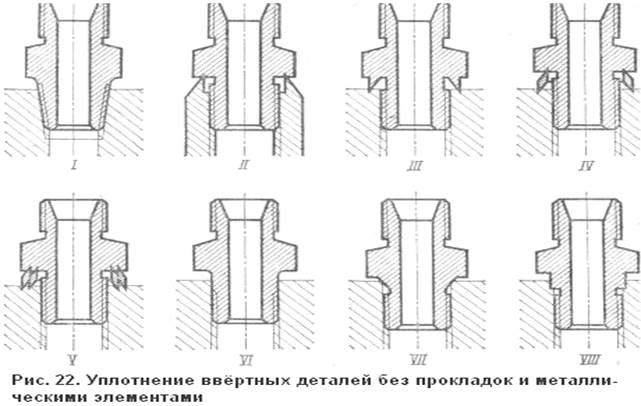
В конструкции на рис. 21, 3-5 уплотнение достигается в результате деформации прокладки при затяжке детали на жесткий торец до отказа и определяется разностью высот прокладки и канавки под прокладку. На рис. 21, 6,7 приведены способы уплотнения по внутреннему торцу детали. Как и в предыдущих случаях, затяжку производят до упора торца детали в корпус. В конструкции на рис. 21, 7 прокладка установлена в замкнутом кольцевом пространстве и не может быть выдавлена при затяжке, как в конструкции на рис. 21, 6. Затяжка детали возможна или на прокладку, или на жесткий торец; в последнем случае объем кольцевого пространства должен быть больше объема прокладки. Сила уплотнения определяется разностью высоты прокладки и высоты кольцевого пространства (при полной затяжке детали). В конструкции на рис. 21, 8 прокладка расположена в радиальной канавке на хвостовике детали и при затяжке свободно перемещается относительно корпуса. Сила уплотнения определяется величиной выступания прокладки из канавки в свободном состоянии.
Глухие резьбовые соединения
На рис. 23 показаны способы герметизации глухих резьбовых соединений большого диаметра, работающих при высоких температурах и высоких внутренних давлениях. Соединения такого типа выполняют на тугой резьбе и свертывают, предварительно подогрев и охватывающую деталь или охладив охватываемую деталь. Резьбу выполняют с высокой степенью точности фрезерованием или шлифованием. Перед свертыванием резьбу смазывают герметизирующими мазями. При необходимости улучшить теплопереход в состав мазей вводят металлические наполнители (алюминиевую, бронзовую или цинковую пудру). Кроме того, герметичность обеспечивают рядом дополнительных мер: упором соединительных деталей в торец непосредственно (рис. 23, 1) или через прокладки (рис.23 ,2,3) из пластичных металлов (свинца, красной меди, алюминия), кольцевыми шипами (рис. 23, 4-6), посадкой на точно обработанных цилиндрических поясках (рис. 23, 7,8), затяжкой на конус (рис. 23 ,9-11). В конструкции на рис. 23,12 резьба охватываемой детали на участке а срезана на конус; соответствующий участок на охватывающей детали — гладкий. При ввертывании охватываемая деталь нарезает на этом участке резьбу. Надежность описанных уплотнений возрастает, если уплотняющие элементы расположить не внутри соединения, как показано на рис. 23 ,1-12, где они подвержены действию высокого давления, а снаружи, куда давление доходит только при прорыве уплотняемой жидкости или газов через витки резьбы, и то значительно ослабленным в результате дросселирования в витках резьбы. На рис. 23, изображены такие конструкции с уплотнением прокладками (рис. 23 ,13,14), конусами (рис. 23, 15), кольцевыми шипами (рис. 23, 16), пружинными кольцами (рис. 23, 17), резьбой со сбегом (рис. 23, 18).
Рис.24 Рис.25 Уплотнение плоских стыков В машиностроении нередко необходимо уплотнять стыки полостей, содержащих жидкости и сообщающихся между собой фигурными окнами или круглыми отверстиями. Их уплотняют листовыми прокладками из упругих материалов. Стыки, подверженные воздействию высоких давлений и температур (например, стыки блочных головок двигателей внутреннего сгорания с блоком охлаждающих рубашек) уплотняют армированными прокладками из асбеста. Применяют два основных вида прокладок: с внутренней арматурой и с наружной. Прокладки первого типа состоят из асбеста, пропитанного термостойким связующим составом, напрессованного на арматуру из медной или латунной проволочной сетки, придающей прокладкам необходимую прочность и жесткость. Прокладки второго типа состоят из асбестовой композиции, заключенной в оболочку из тонколистовой красной меди или пластичного железа (типа железа Армко). Наружные края прокладки, атакже кромки всех окон и отверстий окантовывают накладкамииз того же материала (рис. 25). Армирование резины Некоторые трудности вызывает крепление резины к уплотняющей, детали из-за свойства листовой резины легко образовывать складки. Способ, позволяющий устранить этот недостаток и вместе с тем обеспечивающий надежное крепление резинового листа, заключается в армировании резины. Уплотняющие детали такого типа получают опрессовкой с обеих сторон металлического листа с расположенными в шахматном порядке отверстиями. Затекание резины в отверстия обеспечивает прочную связь резины с листом.
Для увеличения сцепления резины с металлом на поверхность металла наносят слой латуни толщиной в несколько сотых миллиметра. Металлический лист смазывают резиновым клеем, закладывают в резиновую смесь и подвергают одновременному прессованию и вулканизации при гемпературе 140—150°С и давлении 20—30 кгс/см2. Таким способом получают жесткие уплотняющие блоки, обладающие всеми положительными свойствами резины. Подобный кольцевой дисковой блок изображен на рис. 30. Блок притягивается к уплотняемой детали центральным болтом, упирающимся в выпущенные за пределы резинового кольца кромки металлического листа. На рис. 31 показаны дисковые клапаны с резиновым уплотнением. Резину крепят к металлической поверхности вулканизацией или на клею (рис. 31,7). Для приклеивания резины к металлу применяют бутадиен–стирольные, неопреновые, силоксановые клеи и клеи на основе модифицированных эпоксидов.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Проектирование деталей из пластмасс. Справочник. Альшиц И.Я. и др. М., Машиностроение, 1969 2. Орлов П.И. Основы конструирования. В 3-х книгах П.И. Орлов, М., Машиностроение-1977 -400с 3. Спришевский А.И. Подшипники качения. М., Машиностроение, 1969-632 стр.
Курсовая работа По компьютерной графике на тему: «Уплотнение неподвижных соединений» Выполнил: Нефедов Алексей Группа: ЭМ-111 Проверил: Белозоров С.А Оценка Воронеж 2011
Замечания преподавателя
СОДЕРЖАНИЕ Введение_____________________________________________________4 1 Листовые прокладки_________________________________________4 1.1 Прокладочный материал. Виды прокладок___________________4 1.1.1 Уплотняющие составы______________________________ _____4 1.1.2 Прокладки из мягких материалов__________________________5 1.1.3 Армированные прокладки________________________________5 1.1. Установка листовых прокладок____________________________6 2 Уплотнение жёстких стыков_________________________________ 7 2.1 Задача уплотнения_________________________________________7 2.2 Способы уплотнения_______________________________________7 2.3 Уплотнение круглых отверстий и каналов____________________12 3 Уплотнение фланцев_________________________________________12 4 Уплотнение резьбовых соединений____________________________12 4.1 Способы уплотнений резьбовых соединений__________________12 4.2 Уплотнение ввёртных деталей______________________________12 4.2.1 Уплотнение ввёртных деталей без прокладок_______________14 4.3 Глухие резьбовые соединения______________________________ 15 5 Уплотнение некоторых жидкостных стыков___________________17 5.1 Уплотнение цилиндрических стыков_______________________17 5.2 Уплотнение плоских стыков_______________________________18 6 Уплотнение цилиндрических поверхностей____________________18 7 Уплотнение легкосъёмных крышек___________________________19 8 Резина как уплотняющий материал__________________________ 20 8.1 Виды резин и их физические свойства ______________________ 20 8.2 Армирование резины_____________________________________ 21 8.3 Механические способы крепления резиновых прокладок_____ 22 Практическое задание________________________________________23 Список использованной литературы___________________________26
Отчёт содержит 25 страницы, 33 рисунок, 3 источника. Ключевые слова: маслосодержащая полость, прессшпан, паронит, графит чешуйчатый, касторовое масло, ввёртный штуцер, термостойкие мази, герметики, стыки типа «металл по металлу», притирка, шлифпорошок, шабрение, утопленные упругие прокладки, периферия стыка, упругие механические кольца, «холодные» стыки, высота кольцевого пространства, острые кольцевые гребешки, глухие резьбовые соединения.
ВВЕДЕНИЕ Объектом исследования данного отсчёта является уплотнение неподвижных соединений. Целью работы автор поставил ознакомление начинающего конструктора с разновидностями областей применения уполотнений для неподвижных соединений. Поставленный вопрос исследуется путём доработки и сбора информации от нескольких источников, в которых приводится данная тема. Основная область, где применяется собранная в данном отчёте информация, является точное приборостроение. ЛИСТОВЫЕ ПРОКЛАДКИ Для обеспечения герметичности плоские стыки чаще всего уплотняют листовыми прокладками из упругого материала. Как правило, на прокладках ставят крышки маслосодержащих резервуаров, работающих под давлением или вакуумом, фланцы трубопроводов и т. д. На мягких прокладках собирают также части корпусов механических передач (в тех случаях, когда нет необходимости выдерживать точное взаимное расположение частей).
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 307; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.118.36 (0.011 с.) |

 Шабрение производят обычно в следующей последовательности. Сначала шабрят по плитам одну плоскость разъема до получения двух-пяти пятен контакта на 1 см2. Пришабренную
Шабрение производят обычно в следующей последовательности. Сначала шабрят по плитам одну плоскость разъема до получения двух-пяти пятен контакта на 1 см2. Пришабренную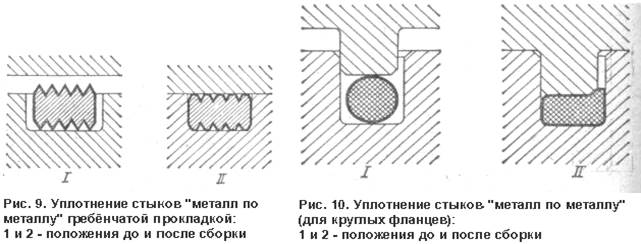



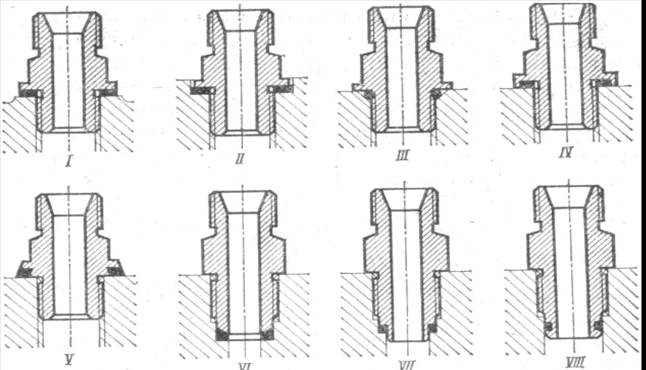

 В конструкциях на рис. 23, 19-22 уплотнение достигается обжатием крайних витков охватывающей детали коническими кольцами и гайками. В конструкциях на рис. 23, 23, 24 обжатие осуществляетсянапрессовкой бандажей на охватывающую деталь. Иногдаобжатие осуществляют затяжкой охватывающей детали хомутом.
В конструкциях на рис. 23, 19-22 уплотнение достигается обжатием крайних витков охватывающей детали коническими кольцами и гайками. В конструкциях на рис. 23, 23, 24 обжатие осуществляетсянапрессовкой бандажей на охватывающую деталь. Иногдаобжатие осуществляют затяжкой охватывающей детали хомутом.



