Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Принцип работы колпаковой электроиндукционной печиСодержание книги
Поиск на нашем сайте
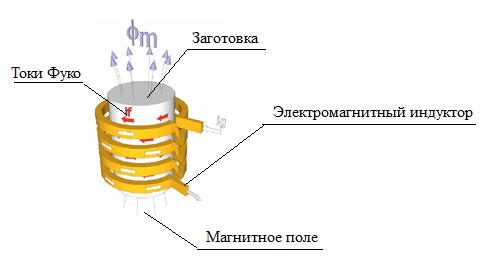
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца). Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является как бы вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху. Индукционный нагрев представляет собой беспламенный, бесконтактный способ нагрева, который позволяет нагреть тело до ярко-красного состояния в течение нескольких секунд.
Рисунок 2.11 - разогрев металлического сердечника электромагнитным способом Проектом предусмотрен индукционный нагрев металла. На структуру и механические свойства металла после термообработки влияют не только исходная структура металла, степень обжатия при деформации, температура и время термообработки, но и скорость нагрева металла до температур обработки. Во многих исследованиях для анализа используют скорость нагрева во всем диапазоне от начала до конца нагрева [8,9,10]. Изменения в структуре металла при нагреве происходят в основном, при достижении им температуры начала аустенитного превращения Ac3. С увеличением скорости нагрева рекристаллизация сдвигается к более высоким температурам, но незначительно. Так, по [11], повышение скорости нагрева с 30 °С/час до 480 °С/час приводит к повышению критической точки Ac3 на 13 °С. Влияние скорости нагрева на величину рекристаллизованных зерен проявляется в основном в области температур рекристаллизации 600 °С - 720 °С, поэтому скорость нагрева приблизительно до 550 °С может быть любой, а в области температур 550 °С - 720 °С не должна превышать 180 °С/час - 250 °С/час. Исследование влияния скорости нагрева в интервале температур от Ac3 до максимально требуемой проведено в [12, 13], где показано, что ускорение нагрева вызывает смещение окончания процесса аустенизации в область более высоких температур и тем более высоких, чем больше скорость нагрева и чем меньше углерода в стали [14,15]. Превращение перлита в аустенит при скоростном нагреве завершается быстрее, что позволяет уменьшить время термообработки [16,17,18,19]. Проведенный анализ литературных источников подтверждает допустимость сокращения продолжительности термообработки бунтов проволоки и калиброванной стали за счет увеличения скорости нагрева до температуры Ac3. Реализация высоких скоростей нагрева бунтов проволоки в существующих печах периодического действия с технологией косвенного нагрева невозможна. Это связано с тем, что скорость нагрева калиброванных бунтов в колпаковых электрических печах сопротивления не превышает 50°С/час - 70°С/час. На температурно-временные факторы при формировании структуры металла существенное влияние оказывает и способ подвода энергии для процессов превращения. Так, по [17,20] замедленный процесс перлитных превращений при косвенном нагреве объясняется несвоевременным подводом энергии (теплоты) необходимого для прохождения процессов превращения. При косвенном нагреве происходит фронтовое распространение энергии (теплоты) и, как следствие этого, структурные превращения в металле протекают неодновременно. При прямом электронагреве энергия (теплота) генерируется одновременно в каждом элементе объема. Она затрачивается как на поддержание необходимой температуры, так и на само превращение. В результате создаются благоприятные условия для быстрого и одновременного протекания фазовых превращений по всему объему металла. Это один из важнейших факторов ускорения превращений при нагреве. Обеспечить требуемую скорость нагрева в печах косвенного действия невозможно поэтому и при проведении термоциклирования целесообразно применение индукционного способа нагрева. Режим термообработки бунтов проволоки включает в себя нагрев до температуры 760°С, выдержку при этой температуре в течение часа, охлаждение до температуры 690°С, выдержку при этой температуре в течение 6-8 часов, охлаждение с печью до 600°С и далее охлаждение на воздухе (рисунок 2.12) [23].
Рисунок 2.12 - Экспериментальный режим термообработки для проверки влияния скорости нагрева на качество термообработки V1, V2 - технологические выдержки
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 338; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.183.161 (0.005 с.) |