Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Система регулирования линии волоченияСодержание книги Поиск на нашем сайте
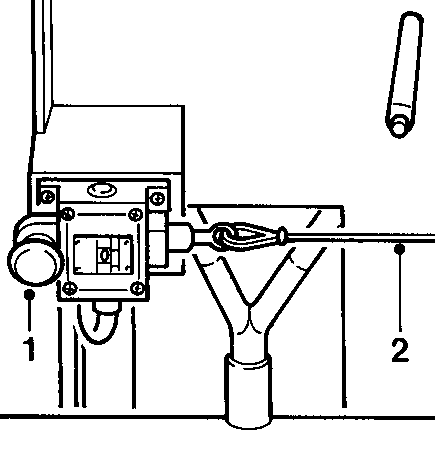
Проектом для производства сварочной проволоки предусматривается использовать стан многократного волочения проволоки фирмы MFL модель S1200, оборудованный блоком управления с вычислительным устройством CDS/ ЧПУ. При использовании систем автоматизации сводится к минимуму человеческий фактор, снижается риск для жизни человека в особо опасных рабочих местах, снижается себестоимость готовой продукции, ускоряются производственные процессы, растет скорость машин и интенсивность реакций. Для достижения наибольшей эффективности от использования систем автоматизации, разработана всеобщая, единую система управления и производства, которая охватывает весь цикл производства начиная от устройств складирования и заканчивая выдачей готовой продукции. Применение автоматических средств регулирования и управления производственными процессами является высокоэффективным и прибыльным мероприятием. Взаимные связи отдельных узлов и агрегатов, систем комплексной автоматизации осуществляются посредством систем программного управления. Управление работой стана многократного волочения проволоки S1200 производится с помощью вычислительной машины CDS и консольным пультом управления (ЧПУ). Для начала работы волочильного стана задается программа волочения в вычислительное устройство CDS. На пульте управления данного устройства имеются органы управления и индикации необходимые для выполнения следующих функций: - запуск волочильного стана; - отключение волочильного стана; - контроль разрыва проволоки; - контроль неисправностей; - замедлить или увеличить скорость волочильного стана; - аварийное отключение. Непосредственная работа волочильного стана осуществляется пультом управления включающего в себя дисплей с полем индикации, цифровой блок, кнопки курсора и функциональные кнопки. С помощью функциональных кнопок производится непосредственное обращение к наиболее часто используемым функциям. К предохранительным устройствам относятся: аварийный выключатель и защитная решетка. На передней стороне машины находится фал, соединенный с одним или двумя аварийными выключателями. По одному аварийному выключателю имеется соответственно на пульте управления и на распределительном шкафе. Система аварийного отключения, представленная на рисунке 2.4, срабатывает, если потянуть за фал или нажать аварийный выключатель.
1 - аварийный выключатель; 2 - фал Рисунок 2.7 - Система аварийного отключения на волочильном стане
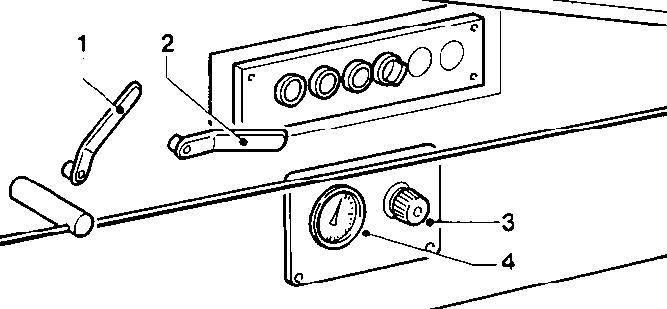
После срабатывания системы аварийного выключения производится немедленное торможение до полной остановки. Подача электропитания прерывается, контур циркуляции охлаждающей воды для волочильных барабанов перекрывается. Защитная решетка имеется на каждом волочильном барабане. Стан может запускаться в работу только в том случае, если закрыты все защитные решетки. Концевой выключатель на блокировочной штанге не допускает включения стана, если открыта, хотя бы одна защитная решетка. Во время работы открытию защитной решетки препятствуют блокировочные штифты. Для каждого волочильного барабана имеется блок переключателей, которые работают только при закрытых защитных решетках. В режиме волочения стан работает со скоростью волочения, установленной в вычислительной машине CDS. Кроме этого на каждом волочильном барабане имеются два регулятора охлаждающей воды, один регулятор малых давлений и один манометр. На рисунке 5.3 представлены регулятор охлаждающей воды, регулятор малых давлений и манометр.
1 - регулятор охлаждающей среды; 2 - регулятор подачи охлаждающей воды; 3 - кнопка аварийной остановки; 4 - датчик давления Рисунок 2.8 - Регулятор охлаждающей воды, регулятор малых давлений и манометр
С помощью регулятора охлаждающей воды (1) регулируется подача охлаждающей воды на каждую отдельную волоку. Регулятор охлаждающей воды (2) открывает или закрывает контур циркуляции охлаждающей воды для каждого отдельного волочильного барабана. С помощью регулятора малых давлений корректируется давление воздуха при установке контрольного ролика. Давление воздуха должно быть таким, чтобы контрольный ролик проволочной петли проходил между волочильными барабанами. Манометр показывает давление воздуха от 2 до 4 бар в зависимости от толщины проволоки и установки регулятора малых давлений. Управление операциями испытаний готовой продукции. Контроль качества осуществляется с помощью измерительных приборов, а данные испытаний автоматически заносятся в компьютер. Проектом предусматривается использование измерительных систем ODAC® TRIO. Zumbach Electronics - является ведущим производителем измерительных систем для замера и контроля диаметра проволоки бесконтактным способом. Предлагаемая измерительная система, позволяет одновременно производить замеры по 3 осям в одной плоскости. Головка серии ODAC® TRIO – это новое поколение лазерных головок для измерения диаметра [25] Форма и конструкция измерительной головки позволяет применять измерительную систему ODAC® практически во всех отраслях промышленности, в частности, в производстве проволоки. На рисунке 2.8 изображена измерительные головка марки ODAC®.
Рисунок 2.9 - Измерительная головка ODAC® TRIO
Современные измерительные приборы марки ODAC® обеспечивают: - непрерывный контроль допуска по диаметру; - помехоустойчивость к загрязнениям; - долговечность; - прогрессивность оптики и техники сканирования; - высокую точность и постоянная калибровку; - измерение вне зависимости от расположения измерительной головки; - экономическую целесообразность применения измерительной системы; - высокую надежность работы в тяжелых условиях. Использование предлагаемой измерительной системы позволяет достичь точной регистрации и измерения овальности, при любом отклонении формы, положения изделия (скручивание).
|
|||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 479; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.12.163.23 (0.008 с.) |