Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Построение экспериментального графика и теоретической кривой нормального распределенияСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Распределение непрерывной случайной величины можно задать в виде плотности распределения вероятности. Непрерывная случайная величина У имеет нормальное распределение (распределение по нормальному закону), если плотность распределения вероятности f(у) имеет вид: f(у)= (1.6)
где у, S- параметры нормального распределения Если ввести обозначение, то f(у)= - плотность нормального распределения.
Нормальное распределение с дисперсией S²=1 (следовательно, и S=1) называют нормированным нормальным распределением. При увеличении среднего квадратического отклонения S, кривая нормального распределения приближается к оси У (возникает туповершинность), а при уменьшении S кривая вытягивается вдоль оси f(z) (островершинность).Максимум кривой нормального распределения находится в точке, для которой производная функции равна нулю, т.е. У= В таблицу записывается интервальный вариационный ряд, полученный при построении гистограммы. Для каждого интервала определяется его середина: У*=
Затем определяется модуль Z по формуле
Z= (1.8)
По значениям Z определяется плотность нормированного нормального распределения f(z), а затем вычисляется f(z)/S. По результатам расчетов строится экспериментальный график нормального распределения.Теоретическая кривая нормального распределения строится в одних координатах с экспериментальным графиком. На графике отмечается У= У= У= У= У=
1.5.5. Результаты эксперимента на удельное сопротивление выдергиванию шурупов
Результаты эксперимента на удельное сопротивление выдергиванию шурупов для массива сосны и плиты МДФ представлены соответственно в таблицах 1.1 и 1.2.
Таблица 1.1 Результаты эксперимента на удельное сопротивление выдергиванию шурупов для массива сосны
Таблица 1.2 Результаты эксперимента на удельное сопротивление выдергиванию шурупов из пласти и кромки плиты МДФ
1.5.6. Статистическая обработка результатов на выдергивание шурупов из древесины
В таблице 1.3 представлен ранжированный ряд по результатам замеров на выдергивание шурупов из образцов натуральной древесины сосны. Таблица 1.3 Ранжированный ряд результатов замеров на выдергивание шурупов из образцов массива сосны
Результат проверки грубых ошибок не выявил. Определение среднего арифметического
Определение среднего квадратического отклонения S:
Определение величины интервала h: h = В таблице 1.4. представлен интервальный вариационный ряд по результатам замеров на выдергивание шурупов из образцов массива сосны. Таблица 1.4 Интервальный вариационный ряд замеров на выдергивание шурупов из образцов массива сосны
По данным интервального вариационного ряда строится гистограмма, представленная на рис. 1.6.
Рис. 1.6.. Гистограмма распределения величины удельного сопротивления выдергиванию шурупов из образцов массива сосны
В таблице 1.5. представлены данные для построения экспериментального графика нормального распределения. Таблица 1.5 Данные для построения экспериментального графика нормального распределения
Вершина кривой нормального распределения находится в точке У= У= Координаты точек перегиба: У= У=199,64-45,9= 153,74 Z=-1 f(z)=0,2420/45,9=0,0053 У= У=199,64-45,9·2= 107,84 Z=-2 f(z)=0,054/45,9=0,0012 У= У=199,64-45,9·3= 61,94 Z=-3 f(z)=0,0044/45,9=0,0001 Экспериментальный и теоретический графики нормального распределения представлены на рисунке 1.7. Рис.1.7. Экспериментальный и теоретический графики нормального распределения
1.5.7. Статистическая обработка результатов на выдергивание шурупов из пласти образцов плиты МДФ
В таблице 1.6. представлен ранжированный ряд по результатам замеров на выдергивание шурупов из пласти образцов плиты МДФ. Таблица 1.6 Ранжированный ряд результатов замеров на выдергивание шурупов из пласти образцов плиты МДФ
Результат проверки грубых ошибок не выявил. Определение среднего арифметического
Определение среднего квадратического отклонения S:
Определение величины интервала h: h =
В таблице 1.7. представлен интервальный вариационный ряд по результатам замеров на выдергивание шурупов из пласти образцов плиты МДФ.
Таблица 1.7 Интервальный вариационный ряд замеров на выдергивание шурупов из пласти образцов плиты МДФ
По данным интервального вариационного ряда строится гистограмма распределения величины удельного сопротивления выдергиванию шурупов, представленная на рисунке 1.8.
Рис. 1.8. Гистограмма распределения величины удельного сопротивления выдергиванию шурупов из пласти плиты МДФ
В таблице 1.8. представлены данные для построения экспериментального графика нормального распределения.
Таблица 1.8 Данные для построения экспериментального графика нормального распределения
Вершина кривой нормального распределения находится в точке У= У=351,94, Z=0 f(z)=0,3989/56,13=0,0071 Координаты точек перегиба: У= У=351,94-56,13=295,81 Z=-1 f(z)=0,2420/56,13=0,0043 У= У=351,94-56,13·2= 239,68 Z=-2 f(z)=0,054/56,13=0,0009 У= У=351,94-56,13·3=183,55 Z=-3 f(z)=0,0044/56,13=0,0001
Экспериментальный и теоретический графики нормального распределения представлены на рисунке 1.9.
Рис.1.9. Экспериментальный и теоретический графики нормального распределения
1.5.8. Статистическая обработка результатов на выдергивание шурупов из кромки образцов плиты МДФ
В таблице 1.9. представлен ранжированный ряд по результатам замеров на выдергивание шурупов из кромки образцов плиты МДФ. Таблица 1.9 Ранжированный ряд результатов замеров на выдергивание шурупов из кромки образцов плиты МДФ
Результат проверки грубых ошибок не выявил. Определение среднего арифметического
Определение среднего квадратического отклонения S:
Определение величины интервала h: h ==10 В таблице 1.10. представлен интервальный вариационный ряд по результатам замеров на выдергивание шурупов из кромки образцов плиты МДФ. Таблица 1.10 Интервальный вариационный ряд замеров на выдергивание шурупов из кромки образцов плиты МДФ
По данным интервального вариационного ряда строится гистограмма распределения величины удельного сопротивления выдергиванию шурупов, представленная на рисунке 1.10.
Рис. 1.10. Гистограмма распределения величины удельного сопротивления выдергиванию шурупов из кромки образцов плиты МДФ
В таблице 1.11.представлены данные для построения экспериментального графика нормального распределения.
Таблица 1.11 Данные для построения экспериментального графика нормального распределения
Вершина кривой нормального распределения находится в точке У= У= Координаты точек перегиба: У= У=130,4-17,96= 112,44 Z=-1 f(z)=0,2420/17,96=0,0135 У= У=130,4-17,96·2= 94,48 Z=-2 f(z)=0,054/17,96=0,0030 У= У=130,4-17,96·3= 76,52 Z=-3 f(z)=0,0044/17,96=0,0002 Экспериментальный и теоретический графики нормального распределения представлены на рисунке 1.11.
Рис. 1.11. Экспериментальный и теоретический графики нормального распределения
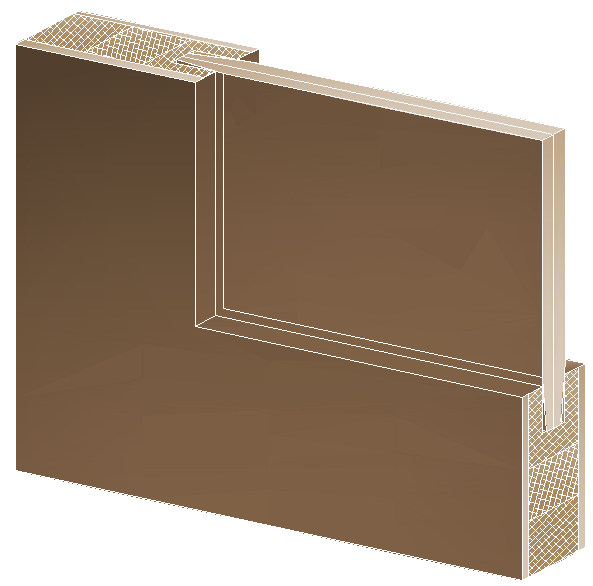
Вывод: по ТУ 5536-022-0273643-95 удельное сопротивление выдергиванию шурупов из пласти и кромки плиты МДФ от 65 кг, а по ГОСТ 10637-78 значение для сосны: 202,5 кг. Проведенные расчеты показали что значение удельного сопротивление выдергиванию шурупов из пласти МДФ почти в 2 раза выше чем из древесины, тогда как сопротивление выдергиванию шурупов из кромки МДФ в 2 раза ниже чем из древесины. При определении сопротивления выдергиванию саморезов, используемых для соединения брусков полотна, было проведено 10 испытаний, в ходе которых произошло расслаивание всех образцов. По результатам работы можно сделать вывод, что изготавливать вертикальные и горизонтальные бруски дверного полотна из МДФ нецелесообразно, так как плита МДФ имеет низкую прочность на разрыв перпендикулярно пласти. Поэтому бруски обвязки полотна необходимо изготавливать из массивной древесины, облицованной МДФ. Так как сопротивление выдергиванию шурупов из пласти МДФ в 2 раза больше чем из древесины то для брусков коробки можно использовать МДФ. Проанализировав достоинства и недостатки всех существующих конструкций дверей а также на основе проведенной научной работы предлагается изготавливать двери рамочно-филенчатой конструкции (см. рис.1.12). С целью снижения себестоимости предлагается коробку, наличник и доборный элемент изготавливать из МДФ.
Рис. 1.12. Предлагаемая конструкция двери
Дверное полотно рамочно–филенчатой конструкции. Вертикальные и горизонтальные бруски представляют собой трехслойную конструкцию: средний слой толщиной 25мм состоит из склеенных по длине брусков,из которых вырезаны все дефекты. Наружный слой представляет собой МДФ толщиной 6мм, которая исключает возможность температурных и влажностных колебаний, воздействующих на деревянные бруски. Т.е. дверное полотно не разбухает при повышенной влажности и не рассыхается при жаркой и сухой погоде. Дверное полотно облицовано пленкой ПВХ. Данный материал экологически безопасен, имеет гигиенический сертификат. Кроме того он износостоек и не подвержен выцветанию - дверное полотно не изменит со временем своего цвета. Пленка ПВХ удобна в эксплуатации, легко моется обычными моющими средствами и рекомендуется для установки в общественных местах. Изюминкой данной технологии является отсутствие кромки, как таковой. Дверные полотна производятся по технологии кругового окутывания – облицовочный материал наклеивается по кругу. Кромки облицовочного материала завернуты вовнутрь дверного элемента, куда потом вставляется филенка или стекло и дополнительно механически фиксируют их. Отслаивание материала практически невозможно, независимо от условий эксплуатации.
1.6. Анализ технологического процесса Исходными материалами для производства дверных блоков являются сосновые пиломатериалы и МДФ (основной материал),пленка ПВХ, клей и матовое стекло(вспомогательный материал). Сырье поступает на производство в виде сухих обрезных пиломатериалов. Технологический процесс производства дверных блоков начинается с подачи пакетов сухих пиломатериалов с помощью кран-балки к первому цеху, где пиломатериалы после недельной выдержки поступают на участок производства. Механическая обработка начинается с предварительного раскроя пиломатериалов длиной 2,4,6 м на отрезки 1,5 и 2 м. После этого заготовки подаются на операцию продольного раскроя на станке Ц-6, после чего на этом же станке производится вырезка дефектных мест. Доски тщательно обследуются станочником и вырезаются выявленные дефекты торцовочной пилой. Так как на концах досок обычно много усадочных трещин, то производится также и торцовка концов досок. Полученные от вырезки дефектов отходы длиной менее 0,5 метра поступают в контейнер и транспортируются в бункер топлива для котельной. Качественные лицевые и внутренние заготовки ламелей транспортируются далее на участок склеивания по длине для последующего получения коробки и дверного полотна. Для склеивания ламелей по длине на зубчатый шип используется линия собственного изготовления. На установке выполняются следующие операции: торцовое нарезание шипа, нанесение клея вручную и склеивание различных по длине досок за один проход в ламель длиной 3 м. Длина зубчатого шипа составляет 20 мм при шаге 6,2 мм. Усилие прессования при склеивании составляет около 8 МПа. Для склеивания используется клей марки «ПВА люкс мебельный». Склеенные по длине ламели выдерживаются не менее 10 минут и направляются на строгальный станок. Строгание ламелей производится на четырехстороннем продольно-фрезерном станке модели BL-6-23. Подающие вальцы станка захватывают заготовку, подаваемую в станок вручную, и перемещают ее на обработку с четырех сторон соответствующими инструментами, установленными на шпинделе высокой мощности. Цель данной обработки заключается в придании заготовке правильной геометрической формы для последующей технологической операции, в случае получения полотна и в профилировании коробки дверного блока. Простроганные ламели, для получения вертикальных и горизонтальных брусков полотна транспортируются к участку облицовывания МДФ. Заготовки из МДФ предварительно получают на форматно-раскроечном станке. Для склеивания МДФ с заготовками из пиломатериала используется клей той же марки «ПВА люкс мебельный». Клей наносится на пласть МДФ вручную с помощью валика. Полученные заготовки подаются вручную в пневматический пресс для прессования «Эльбрус-1П», где происходит вертикальное прессование. После заполнения рабочей зоны заготовки фиксируются зажимными креплениями, установленными на предписанном отступе. Величина удельного давления прессования составляет 1 МПа. Время прессования около 45 минут при температуре 20 оС. Разгрузка пресса осуществляется вручную. После распрессовки и выдержки для полного отверждения клея в течение 12 часов бруски подвергается последующей обработке, которая заключается в строгании. Обработка выполняется на том же четырехстороннем продольно-фрезерном станке модели BL-6-23. Отделка проводятся во втором цехе на 1 этаже, куда бруски доставляются вручную. Во втором цехе на линии окутывания SBFIIIA происходит облицовывание пленкой ПВХ брусков коробки, брусков дверного полотна и поганажа. После облицовывания выполняется точная торцовка брусков дверных блоков в размер на однопильном станке Ц-6, после чего происходит сборка дверного блока в первом цехе, куда бруски доставляются вручную. На сборочных столах бруски полотна собираются на крепежные элементы, предварительно сверлится отверстия ручным электроинструментом На столах для сборки производится установка стекла и филенок. Полученные изделия упаковывается в пленку и обвязывается, после чего транспортируется на склад и являются готовыми к дальнейшей отгрузке. Упаковка продукции производится для защиты ее от высокой влаги воздуха, атмосферных осадков, загрязнения при погрузке и транспортировке. Сменный запас готовой продукции складируется и вручную отгружается на автотранспорт потребителя.
1.7.Недостатки существующего технологического процесса
В настоящее время предприятие занимается выпуском дверных полотен, в деталях которых за основу взят склеенный по длине пиломатериал, впоследствии облицованный МДФ и пленкой ПВХ. Так же предприятие занимается выпуском дверных коробок из склеенного по длине пиломатериала и обналички. Обработка цельной древесины является трудоемким процессом, в процессе которого образуется большое количество отходов, примерно 40-50% от общего объема обрезных пиломатериалов. Наличие оборудования собственного изготовления на ключевых операциях по производству клееного бруса негативно сказывается на качестве всего дверного блока, технологические петли в производственном процессе снижают производительность и увеличивают время на транспортировку. Производственных площадей недостаточно чтобы вести налаженный технологический процесс, множество проходов и проездов загромождены подстопными местами. Склады материалов и готовой продукции так же нуждаются в увеличении площадей. Нарушены санитарные нормы условий труда рабочих: площадь бытовых помещений недостаточна и их организация не соответствует требованиям, большое количество тяжелого ручного труда. При существующей технологии и на имеющихся площадях невозможно производить большие объемы высококачественных дверных блоков. С целью снижения себестоимости продукции, увеличения производительности, мощности предприятия необходимо решить следующие задачи: 1. Разработать конструкцию дверного блока, коробка которого будет изготовлена из склеенной по толщине плиты МДФ. 2. Предусмотреть комплект полной заводской готовности с петлями и замком. 3. Заменить физически устаревшее и самодельное оборудование на новое, позволяющее получить обработку высокой точности, что повысит качество продукции, а также закупить недостающее новое иностранное оборудование. В качестве нового оборудования предлагается установить форматно-раскроечный станок FL3000B, линию сращивания по длине Beaver 150/2,5, а также новые торцовочные станки марок TR-350 и TS-300. 4. С целью снижения затрат времени на производство дверного полотна предлагается сначала клеить щит на установленном прессе NPC-6/90, а затем раскраивать его на вертикальные и горизонтальные бруски дверного полотна. 5. С целью снижения большого количества ручного труда предлагается установить два клеенамазывающих станка марок УНК-005 для получения коробки и КНУ-200П для получения щита. 6. Провести реконструкцию цехов: в цехе №1 предлагается производить только детали дверного блока, участок сборки перенести во второй цех с целью снижения времени на транспортные операции. В цехе № 2 предлагается производить облицовку деталей двери пленками ПВХ. Также во втором цехе предлагается установить линию упаковки готовой продукции в полиэтиленовую пленку УМ-1 «Макси». Здесь же предлагается расположить участок упаковки в гофрокартон дверных полотен и участок сборки. 7. Увеличить в обоих цехах склады материалов и готовой продукции. Предложенные мероприятия позволят выпускать полностью готовые к установке дверные блоки высокого качества, соответствующие самым жестким требованиям, которые будут пользоваться спросом в основном у потребителей среднего класса, как Костромской, так и соседних областей. 1.8. Цель и задачи дипломного проектирования
Целью дипломного проектирования является разработка технологического процесса с целью увеличения валового выпуска продукции за счет совершенствования конструкции дверных блоков и снижения себестоимости продукции. Для достижения поставленных целей в дипломном проекте необходимо решить следующие задачи: 1. Разработать конструкцию дверного блока, позволяющую снизить норму расхода пиломатериалов и трудоемкость производства дверных блоков; 2. Разработать технологический процесс производства дверных блоков, рассчитать нормы расхода сырья, материалов, комплектующих и трудоемкость; 3. Разработать планировку технологического оборудования, позволяющего повысить качество и количество продукции; 4. Разработать в цехах бытовые помещения в соответствии с санитарными нормами; 5. Определить экономическую эффективность предлагаемых мероприятий.
ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 598; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.015 с.) |


 (1.7)
(1.7) , максимум функции находится в точке
, максимум функции находится в точке 
 , Z=±1 f(z)=0,2420/S
, Z=±1 f(z)=0,2420/S , Z=±2 f(z)=0,054/S
, Z=±2 f(z)=0,054/S , Z=±3 f(z)=0,0044/S
, Z=±3 f(z)=0,0044/S :
: = 199,64
= 199,64 = 45,9
= 45,9 =23
=23
 , Z=0 f(z)=0,3989/45,9=0,0087
, Z=0 f(z)=0,3989/45,9=0,0087 = 56,13
= 56,13 =30
=30
 = 17,96
= 17,96
 , Z=0 f(z)=0,3989/17,96=0,0222
, Z=0 f(z)=0,3989/17,96=0,0222