Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оправки для встановлення заготовок з натягомСодержание книги
Поиск на нашем сайте
Оправка має кілька ланок а, б, в, г. Ділянка а є передньою частиною, б- напрямна частина, в- базуючи частина, г- задня частина. А- необхідна для розташування в ній центровочного отвору. Задня частина також для розташування центровочних отворів. Наявність центровочних отворів говорить про те, що оправка базується в центровочних отворів верстата. Напрямна частина виконується для правильного натягу на базуючу частину. Базова частина має діаметр d, який розраховується з початково гарантованим натягом. Передача крутного моменту може здійснюватись за допомогою повідкового патрону. Центровочний отвір схований в тіло оправки. Переваги: - простота - висока точність Недоліки: - поряд з верстатом необхідно ставити прес або мати на верстаті силову гідросистему, за допомогою якої виконують напре совку і зняття заготовки - швидке спрацювання базової поверхні оправки - часткове пошкодження отворів Використовується в гідро копіювальних напівавтоматах при обробці втулок з великою товщиною стінок.
Оправки для встановлення заготовок з натягом
Оправка має кілька ланок а, б, в, г. Ділянка а є передньою частиною, б- напрямна частина, в- базуючи частина, г- задня частина. А- необхідна для розташування в ній центровочного отвору. Задня частина також для розташування центровочних отворів. Наявність центровочних отворів говорить про те, що оправка базується в центровочних отворів верстата. Напрямна частина виконується для правильного натягу на базуючу частину. Базова частина має діаметр d, який розраховується з початково гарантованим натягом. Передача крутного моменту може здійснюватись за допомогою повідкового патрону. Центровочний отвір схований в тіло оправки. Переваги: - простота - висока точність Недоліки: - поряд з верстатом необхідно ставити прес або мати на верстаті силову гідросистему, за допомогою якої виконують напре совку і зняття заготовки - швидке спрацювання базової поверхні оправки - часткове пошкодження отворів Використовується в гідро копіювальних напівавтоматах при обробці втулок з великою товщиною стінок.
Оправки для встановлення заготовок з зазором
Швидкозмінна шайба з вирізом. З одного боку її знімають переміщенням в радіальному напрямку, для чого зроблено паз. Щоб шайба не оберталась навколо заготовки в шайбі роблять конічну виборку. Діаметр оправки повинен бути більше для полегшення зняття. При цьому не треба робити повне відкручування гайки. Діаметр оправки має бути якомога ближче до діаметра заготовки, але потрібен зазор. Переваги: - простота конструкції - простота встановлення заготовок (не потрібне прес) Недолік: не забезпечує високої точності центрування заготовки. Область використання – токарні верстати і обробка проводиться чистова чи чорнова.
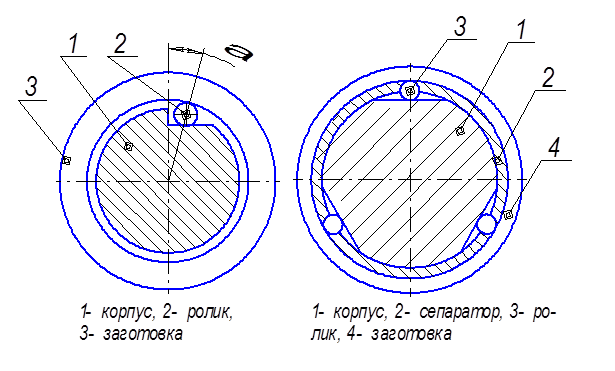
Самозатискні оправки
При встановленні заготовок ролики стають в положення в якому він ховається, тобто коло навколо оправки з нею не контактує. При обертальному русі оправки ролик переміщується вправо і починає контактувати з внутрішньою поверхнею отвору заготовки, виникає тертя і під дією сили тертя ролик заклинюється. Лінія від точки контакту з заготовкою проходить через лінію центрів оправки. Це кут тертя. Далі проводиться обробка, а після обробки розмикають ролик і знімають заготовку. Для цього є певний механізм. Недоліком цієї оправки є можливе пошкодження базової поверхні заготовки, ролик може вдавлюватись в базову поверхню заготовки. Оправка складніша. Має ролики і сепаратор. Ролики не контактують з заготовкою, а контактують з сепаратором, вони розклинюють його і він натискає на заготовку. Перед встановленням заготовки корпус (сепаратор) встановлюється так, щоб сепаратор зайняв якомога менший розмір. Після встановлення заготовки надається обертальний рух корпусу оправки. Лиски змінюють своє положення відносно роликів. Таким чином розклинюється сепаратор і затискає заготовку. Перевага: не пошкодження базової поверхні. Загальні переваги: - швидкодія - передають великі крутні моменти - допускають базування по відносно неточному отвору до 12 квалітету Недоліки: - дозволяє обробляти лише тонкостінні заготовки - відносно невисока точність - пошкодження отвору при базуванні на оправці першого типу Область використання: токарна обробка товстостінних деталей зі значними крутними моментами (багато різцеві верстати).
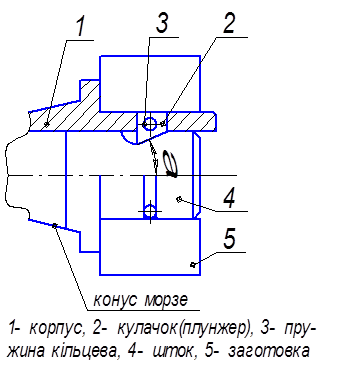
Оправки кулачкові
На рисунку показана консольна оправка. Вона базується в базовому отворі шпинделя. Це конус Морзе. Вона встановлюється в конус лівою частиною. На корпусі є поверхня, яка базує заготовку в осьовому напрямку. Це циліндрична зовнішня поверхня. Це попереднє базування. При закріпленні шток в крайньому правому положенні. Під дією пружини плунжери сходяться до центру і втоплюються в конус. Після встановлення заготовок шток рухається вліво за допомогою приводу на задньому торці шпинделя і кулачків. Таким чином проходить затиск заготовки. Кут a - кут під яким розташована поверхня. Цей кут знаходиться в межах 50-100. Переваги: великий радіальний хід плунжерів, що дозволяє встановлювати заготовки по необробленому отвору, наприклад по отвору отриманому висаджуванням. Недолік: недостатня точність центрування. Область використання: токарні верстати, чистова і напівчистова обробка. Цангові оправки
Цанга - пружна, розрізна втулка. Розрізів може бути декілька. Під дією пружних сил втулка займає мінімальний діаметральний розмір. Шток за допомогою приводу переміщується вліво по конічній поверхні. Він натискає на цангу, яка деформуючись збільшує зовнішній діаметр і проходить затиск і базування заготовок. Недолік: затискання буде здійснюватись на передньому торці. Для того щоб затискання було і на задньому торці, цанга має бути двосторонньою.
Цанги роблять з інструментальних і вуглецевих сталей, наприклад (У10А, У6А). Якщо цанги тонкостінні, то 4ХС (ця сталь менше піддається жолобленню при термічній обробці), 15ХА, 12ХН3А. Цангові патрони відрізняються від оправок тим, що базування здійснюється по зовнішній поверхні. Широко використовується на пруткових автоматах, токарно-револьверних пруткових верстатах. У цангових патронів базування може здійснюватись по поверхні більш складної форми.
Якщо базування здійснюється по зовнішній циліндричній поверхні, то базування здійснюється по чотирьох позиційній цанзі. Якщо плоскі поверхні базуються, то пази роблять в місцях перетину плоских поверхонь. Для шестигранних заготовок роблять з пази в цанзі. Переваги: - середня точність центрування - відносна простота конструкції Недолік: складність обробки цанги. Область використання токарні верстати, інколи круглошліфувальні верстати. Цангові патрони використовуються на токарних верстатах, на токарно-револьверних, на пруткових токарних автоматах і напівавтоматах, на свердлильних верстатах для затискання інструменту, на фрезерувальних верстатах також для затиску інструменту
|
||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 430; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.209.100 (0.005 с.) |