Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Універсальні трикулачкові патрони з ключовим затискомСодержание книги
Поиск на нашем сайте
Призначення пристроїв Використання пристроїв дозволяє розв’язати наступні задачі: - виключити розмітку заготовок при обробці - підвищити точність обробки - підвищити продуктивність операції - зниження собівартості продукції - розширення технологічних можливостей обладнання - організація багатоверстатного обслуговування - застосування технічно обґрунтованих норм часу - скорочення кількості робітників необхідних для виготовлення продукції
Класифікація пристроїв Класифікація пристроїв проводиться за декількома ознаками: за призначенням, за ступенем спеціалізації, за ступенем автоматизації та механізації За призначенням пристрої бувають: - верстатні – використовують для закріплення заготовок на верстатах. Їх поділяють за типами верстатів: токарні, свердлильні, розточувальні, фрезерувальні. Вони складають 70-80% загальної кількості пристроїв - для закріплення робочих інструментів (допоміжний інструмент) – патрони для закріплення свердел, зенкерів, розгорток, мітчиків, протяжок, багатошпиндельних свердел та фрезерної головки, інструментальні головки для токарно – револьверних верстатів, для автоматів і напівавтоматів, оправки для верстатів з програмним керуванням - складальні – використовуються на операціях складання і поділяються на 2 групи: для закріплення базових деталей вузла або машини і для попередньої деформації деталей (пружини) - контрольні – для контролю параметрів деталей після механічної обробки та параметрів складальної одиниці після складання - захватні – використовуються для захоплення, переміщення та перевертання заготовок в процесі обробки та складання при їх вазі понад 150 Н, а на автоматичних лініях і при меншій вазі. За ступенем спеціалізації пристрої поділяються на 3 групи: - універсальні - спеціалізовані - спеціальні Універсальні поділяються на: власне універсальні, універсальні безналадочні, наладочні. Власне універсальні – для розширення технологічних можливостей верстатів або обслуговування пристроїв. Поворотні столи, універсальні приводи. Універсальні безналадочні – використовуються для закріплення заготовок різної конфігурації та розмірів, тобто універсальні безналадочні пристрої використовуються для закріплення заготовок. Універсальний трикулачковий патрон.
Універсальні набавочні – використовуються для закріплення заготовок різної форми та розмірів, але деякі деталі таких пристроїв змінні. Ці деталі називаються наладками, їх проектують під конкретну деталь. При зміні деталі змінюється і наладка. Універсальні патрони зі змінними кулачками, машинні лещата зі змінними губками, скаль часті кондуктори. Ці пристрої використовуються в умовах серійного виробництва. Спеціалізовані пристрої призначені для закріплення груп заготовок близьких за конструктивними технологічними ознаками. Наприклад, пристрої для обробки валів, для обробки втулок. Їх поділяють на дві групи: - спеціальні безналадочні - спеціальні наладочні Спеціальні безналадочні не мають змінних деталей (деталі можуть переставлятися, проте залишатися сталими). Пристрої для обробки фланців, дисків. Для дрібносерійного виробництва для групової обробки. Спеціальні наладочні зі змінними деталями. Спеціальні пристрої призначені для затискання заготовок одного типорозміру. Застосовуються в велико серійному і масовому виробництві, бо економічно доцільно виготовляти пристрої, які б служили довго і мали невеликий термін окупності: - універсально – складу вальні - збірно – розбірні - власне спеціальні Універсально – складу вальні складають з нормалізованих деталей, які входять в комплект за принципом дитячого конструктора. Після використання пристрою його розбирають, а його деталі можна використовувати для складання інших пристроїв. Таке обладнання доцільно використовувати в одиничному і дрібносерійному виробництві. Пристрій розробляє особа з вищою освітою, яка знає принцип проектування технологічного оснащення, його базування. Складання займає 2-3 години. Виріб подають в цех, де він використовується при виготовленні певної кількості деталей. Після закінчення терміну придатності виріб повертають назад. Збірно – розбірні пристрої складаються з нормалізованих вузлів. Після використання їх розбирають і вузли використовують для складання інших пристроїв. Як правило це серійне і дрібносерійне виробництво, інколи вони знаходять використання в умовах одиничного виробництва.
Власне спеціальні пристрої – проектуються і виготовляються для однієї деталь – операції. Деталь – операція – коли для виготовлення деталі потрібна певна кількість операцій. Використовується в умовах велико серійного та масового виробництва, інколи в умовах серійного виробництва. Після припинення випуску продукції їх списують. Проблемою є тривалий термін проектування і виготовлення, тому їх використовують як правило і масовому і серійному виробництві. За ступенем механізації та автоматизації пристрої поділяються на ручні, які приводяться в рух ручним приводом, і механізовані з механічним приводом (гідро або пневмоприводи) – механізми (автоматичні, напівавтоматичні).
Групи верстатних пристроїв Пристрої до токарних і круглошліфувальних верстатів. Токарні – головний рух обертальний, рух подачі поступальний. На кругло – шліфувальному верстаті – головний рух обертання круга. Найбільш часто для закріплення заготовок використовуються кулачкові патрони.
Токарні кулачкові патрони Патрони розрізняють за кількістю кулачків: - двокулачкові - трикулачкові - чотирикулачкові Дво та трикулачкові патрони самоцнтрівні (встановлення вісі обертання заготовки і осі обертання шпинделя з певною похибкою. Чотирикулачкові патрони мають незалежний привід, кожен кулачок треба переміщувати окремо, тому вони не самоцентрівні. В кожній з цих груп є патрон з ручним і механічним приводом. Патрони з ручним приводом використовуються в одиничному і дрібносерійному виробництві, а з механізованим в серійному, велико серійному, масовому виробництві. Двокулачкові патрони використовуються для затискання несиметричних та фасонних заготовок (храповий механізм) Патрони бувають гвинтові (з ручним приводом і з механізованим). Гвинтові патрони бувають з боковим та центральними приводом.
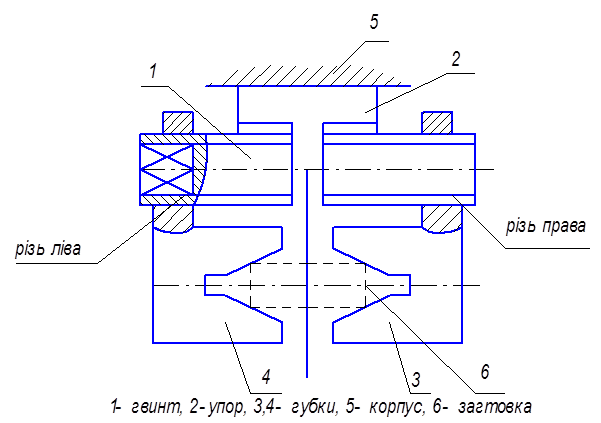
Гвинт, який має з двох боків різь. Ці різі розташовані в різних напрямках. В контакті з гвинтом знаходиться упор, функція якого обмежувати рух гвинта в осьовому напрямку. Цей упор зафіксовано на корпусі. Радіальне переміщення упору фіксується цим корпусом. В зчепленні з гвинтом знаходиться губка. При обертанні гвинта в осьовому напрямку, губки йтимуть у зворотній бік. Буде здійснюватися затиснення або роз тискання заготовок. Для зручності є два гнізда з обох боків. Це дозволяє обробляти деталі з прутка або заготовки з хвостовою частиною. Окрім патронів з боковим приводом є патрони з центральним приводом. В цих патронах вісь гвинта розташована по вісі АА і в них можна обробляти тільки короткі заготовки. Патрони з менш боковим зазором менш точні, ніж з центральним внаслідок спрацювання різі, робочої поверхні кулачків, упорів. Спрацювання в патронах з боковим зазором більш інтенсивне, ніж у патронів з центральним зазором. Використовуються в умовах серійного виробництва. Різновидом механізованих двокулачкових патронів є клиноважільні патрони з пнемоприводом.
Патрон працює від пневмоприводу, який розташований на задньому торці шпинделя. З обертальним пневмоциліндром патрон зв’язаний тягою 1. функція пневмоциліндра – затискання – роз тискання, здійснення осьового руху тяги, щоб патрон працював потрібен пневмопривід. Осьове навантаження передається на муфту 2. Вона рухається одночасно з тягою, цей рух передається на важіль, який здійснює коливальний рух. З кулачком в контакті знаходиться губка 7. затиск здійснюється при русі тяги вліво, а роз тиск при русі тяги вправо. В цьому випадку конус на муфті діє на кулачок 6. піднімаючись він разом піднімає губку 7.
Використовуються ці патрони в умовах велико серійного та масового виробництва. Губка має бути самовстановлюючою.
Трикулачкові патрони Спірально – рейкові
Зміна напрямку обертання зубчатого колеса змінює напрям обертання кулачків. На зворотному боці кулачків зроблені зубці, які входять в контакт зі спіраллю. При прямому вигинанні в одному напрямку, а при зворотному в інший бік. Прямі кулачки використовуються для затиску заготовки великих діаметрів, зворотні використовуються для закріплення заготовок більших діаметрів. Як правило це заготовки деталей типу диск.
Недолік: недостатньо висока точність. Для збільшення точності використовуються накладки на кулачки, які розточують або шліфують в зібраному стані.
Рейкові патрони Інколи рейкові патрони називають клиновими За допомогою приводу, переміщують рейку. Оскільки вона знаходиться в зчепленні з кулачком, то він також буде переміщуватись. Одночасно з переміщенням кулачків проходить обертальний рух центрального зубчатого колеса. Оскільки рейки три, то одночасно з переміщенням центральних переміщуються і бокові рейки. Цей рух передається на кулачки. Таким чином проводиться затиск і само центрування заготовки. Переваги: - висока точність центрування 0,02 мм - довговічність - велика сила затиску Недолік: - складність у виробництві - обмежений хід кулачків. Ці патрони знайшли своє використання на токарних верстах і внутрішньо шліфувальних
Трикулачкові патрони з механізованим приводом Ці патрони виготовляються 3-х типів: - клинові патрони - важільні патрони - клино – важільні патрони. Всі ці патрони не універсальні і не мають значного ходу кулачків.
Патрон працює від пневмоприводу, який розташований на задньому торці шпинделя. Обертовий пневмоциліндр з’єднаний з муфтою тягою 1. Поршень здійснює зворотно поступальний рух в залежності від подачі стиснутого повітря. Від тяги цей рух передається на муфту. Оскільки на муфті є виступ під кутом 15 градусів до осі обертання, то при такому русі постійний кулачок здійснює вертикальні рухи. Ці рухи передається на сухар і кулачок переставний. Між сухарем і кулачком є зубці. Можна регулювати положення переставного кулачка до чи подалі від центру.
Переваги: - компактність, жорсткість, довговічність Недолік: - не універсальність, не дозволяє обробляти деталі з пруткового матеріалу.
Важільні патрони Аналогічно попередньому тяга переміщується від пневмопривода. При цьому переміщуються і муфта. Важіль здійснює коливальний рух і правим кінцем заставляє рухатись кулачки у ве
ртикальному напрямку. Рух йде на сухар і переставляє кулачок. Таким чином заготовка затискається. Ті ж переваги і недоліки.
Клино - важільні патрони подібні двокулачковим клино – важільним патронам, але кількість кулачків дорівнює трьом. Решта аналогічно. Переваги механізованих патронів: - значна сила затиску - швидкий затиск - менша втомлюваність робочого Недоліки6 - наявність тяги не дозволяє обробляти заготовки з хвостовиком або з пруткового матеріалу. - обертові циліндри розбивають підшипники заднього кінця шпинделя і потребують огородження за правилами техніки безпеки. Обертові пневмоциліндри складаються з муфти і циліндру. Циліндр обертається, а муфта нерухома. Через систему клапанів на муфту передається стиснене повітря, яке обертає циліндр. Використовується в дрібносерійному та серійному виробництві.
Чотирикулачкові патрони
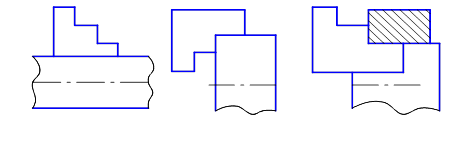
Використовуються при обробці несиметричних деталей. Кулачки мають незалежний гвинтовий привод. Передача гвинт – гайка. В корпусі патрону роблять паз в який встановлено гвинт. На корпусі є виступ, який заходить в кінцеву точку різання різців, різь роблять напівкола. При обробці гвинтів здійснюється осьове переміщення кулачків. Універсальні планшайби Використовуються для затискання заготовок деталей класу стійка, кронштейн, підшипники, кутник. Корпус планшайби є тілом обертання. На ньому розташовані кулачки, які мають незалежний привод. Кутник може переміщувати в радіальному напрямку. Заготовка закріплюється на кутнику і додатково закріплюється в кулачках в залежності від форми заготовок. На кутнику встановлюють наладку.
Плаваючі центри Використовуються при базуванні заготовок на вісь та торець. На рисунку показана схема базування. Точки 1,2,3,4 реалізуються за рахунок вісі. Точка 5 опорна точка, яка розташована на торці. Точка 6 відбирає один ступінь волі від обертання. Щоб реалізувати опорну точку 5 потрібно, щоб центр був плаваючим.
Центр має конус в якому розташована порожнина. В цій порожнині є пружина, яка закривається пробкою. Базу вальна частина розташована справа і вона базує заготовку. При встановленні на центр пружина стискається і торець заготовки упирається в торцеву поверхню корпусу. При використанні такого центру зменшується похибка лінійних розмірів. Особливо це важливо, коли обробка ведеться на налагодженому обладнанні. Наприклад на багато різцевих токарних автоматах. Наприклад, при обробці заготовок типу ступінчатих валів застосовується і поздовжня і поперечна подачі супорту. Поздовжньою подачею здійснюється витримка розмірів Д1 і Д2. L1 забезпечується за рахунок використання плаваючого центра, L2 забезпечується точністю розмірів між різцями.
Повідкові патрони Можуть бути прямі і зворотні. За допомогою таких центрів одночасно базують заготовки і надають їй обертання, але при використанні таких центрів руйнується базова поверхня.
Плаваючі повідкові центри
Заготовка встановлюється на рухомий центр і за рахунок притискання заднім центром вона вдавлюється в поверхню. На поверхні є торцеві зубці. Передача крутного моменту корпусом здійснюється на елемент 3 за рахунок виступу. З елементу 3 на 4, де є також виступ (торець може бути не перпендикулярним до осі заготовки, тому в торець не будуть врубатись різці. Виступи на поверхні і шайбі розташовані під кутом 900). Це дозволяє різцям на повідку врубатись в торець заготовки. Використовуються в тих випадках, коли допускаються на торці сліди від зубців і коли передаються невеликі крутні моменти.
Повідкові патрони Повідкові патрони поділяються на дві групи: - пальцеві - самозахоплюючі
Повідковий патрон має корпус в якому розташований палець. Положення пальця можна регулювати в радіальному напрямку за рахунок пазу в отворі. Передача крутного моменту здійснюється від шпинделя на корпус далі на повідковий палець. З повідкового пальця на хомутик і далі на заготовку. На заготовці встановлюється хомутик і за допомогою гвинта він орієнтується на заготовці. Заготовка базується на центр і функція цього патрона тільки передача крутного моменту. За технікою безпеки повинен бути захисний кожух. Перевага: простота конструкції. Недолік: не можна обробляти поверхню на якій закріплений хомутик. Область використання – токарні і кругло – шліфувальні верстати. Самозахватні патрони Широко використовуються на багато різцевих токарних верстатах для передачі великих крутних моментів.
Корпус 2 патрона має можливість зміщуватись відносно фланця 1 в радіальному напрямку в один або інший бік. Це забезпечує автоматичний затиск заготовки рифленими кулачками 3. Базування заготовки здійснюється не кулачками, а, як правило, в центрах (на схемі не показано). Після ввімкнення обертального патрону вантажі 5 під дією відцентрової сили повертаються кулачками навколо вісі 4, затискаючи заготовку 6. Кулачки рухаються по Архімедовій спіралі, затискаючи заготовку, при цьому вантажі і кулачки жорстко зв’язані. Збільшення сили затиску проходить за рахунок збільшення сил різання, які самозатискають кулачок, до більшого врізання зубців. Після зупинки обертального патрону кулачки само розкриваються під дією пружини, яка стискається при роз тисканні заготовки. Заготовка переднім центровочним отвором установлена на жорсткий або плаваючий передній центр, який встановлено в конус шпинделя. Ці центри визначають положення заготовки в осьовому напрямку. Заднім центром заготовка підтискається з правого кінця. Є подібні конструкції з трьома кулачками, у яких принцип роботи аналогічний. Для різних діапазонів заготовок є комплекти кулачків більші з яких призначені для менших діаметрів, а менші - для більших. Переваги: немає необхідності затискання заготовок за допомогою ключа, тому і менша втома робітника. Недоліки: - пошкодження поверхні затискання - не універсальність, при зміні заготовки потрібно робити переналадку.
Люнети Використовуються як допоміжні опори при обробці нежорстких валів - універсальні - спеціальні Універсальні люнети бувають рухомі і нерухомі. Спеціальні люнети використовуються рідко, як правило, для підтримання пристроїв або складних за формою заготовок. Нерухомі універсальні люнети встановлюють на напрямних станини перед супортом (з боку передньої бабки). Рухомі люнети встановлюються на супортах (на спеціальних площадках супорта). Рухомі люнети пересуваються разом з супортом. При використанні нерухомих люнетів в місці контакту люнету з заготовкою повинна бути попередньо оброблена проточка, тобто люнет має контактувати по обробленій поверхні, яку обробляють перед встановленням люнету. Перед використанням рухомого люнету проточки не роблять, його кулачки контактують з поверхнею заготовки, яка обробляється, тобто різець йде поперед люнета. Люнети можуть бути двокулачкові і трикулачкові. Двокулачкові люнети використовуються як рухомі. Кулачки люнета можуть за допомогою спеціальних механізмів змінювати своє положення. Верхній кулачок може переміщуватися в радіальному напрямку. Кулачки доводять до контакту з заготовкою. Як правило, рухомий люнет має плскі базові поверхні. При роботі потрібно змащувати кулачки.
нерухомий люнет складніший за будовою. Кулачки можуть рухатись в радіальному напрямку за рахунок спеціальних механізмів. Кулачки доводяться до контакту з проточкою, яка попередньо оброблена. Перед початком обробки кришка розкривається і встановлюється заготовка в люнет. Після закриття кришки проводять фіксацію. Корпус люнету встановлюється не на супорт, а на напрямні. Кулачки люнетів виготовляють з зносостійких матеріалів (чавун, бронза, гартована сталь). Інколи кулачки оснащують шарикопідшипниками. Це зменшує тертя і підвищує термін роботи люнету, але наявність шарикопідшипника зменшує точність обробки.
Пристрої для обробки втулок, фланців, дисків. При обробці деталей, які мають центральний отвір для базування заготовок, використовують центри і оправки. Центри бувають грибкові – повідкові, грибкові – обертові.
Грибкові повідкові встановлені в конус шпинделя, а грибкові обертові встановлені в конус задньої бабаки. Грибково – повідковий центр передає обертовий момент на заготовку при цьому пошкоджуючи поверхню контакту. Якщо таке пошкодження неможливе, то таку схему недопустимо використовувати. І потрібні оправки. Така схема придатна для використання лише при чорновій обробці.
Оправки Бувають основних наступних типів: - конічні – жорсткі - циліндричні з напресовкою заготовок - циліндричні для встановлення заготовок з зазором - самозатискні - кулачкові (плунжерні) - цангові - з тарілчастими пружинами - з гофрированими втулками - з гідро пластом
Оправки цангові – конічні
Середня частина має малий ухил. Заготовка встановлюється на оправку з ударом. Це роблять використовуючи дерев’яний брусок. Переваги: простота конструкції, висока точність розташування оброблюваних поверхонь відносно базової. Недолік: -не дозволяє проводити обробку торцевої поверхні (інструмент вріжеться в оправку - висока точність базового отвору 6-7 квалітет, і рідко 8-9 - заготовка може перекочуватись на оправці в межах зазору Використовується на кругло – шліфувальних верстатах, завдяки простоті конструкції. При обробці може використовуватися пальцевий повідковий патрон.
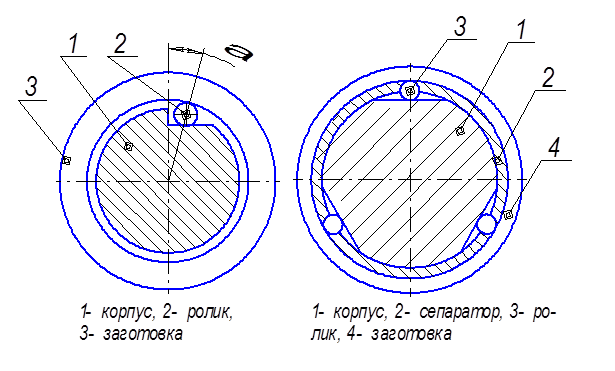
Самозатискні оправки
При встановленні заготовок ролики стають в положення в якому він ховається, тобто коло навколо оправки з нею не контактує. При обертальному русі оправки ролик переміщується вправо і починає контактувати з внутрішньою поверхнею отвору заготовки, виникає тертя і під дією сили тертя ролик заклинюється. Лінія від точки контакту з заготовкою проходить через лінію центрів оправки. Це кут тертя. Далі проводиться обробка, а після обробки розмикають ролик і знімають заготовку. Для цього є певний механізм. Недоліком цієї оправки є можливе пошкодження базової поверхні заготовки, ролик може вдавлюватись в базову поверхню заготовки. Оправка складніша. Має ролики і сепаратор. Ролики не контактують з заготовкою, а контактують з сепаратором, вони розклинюють його і він натискає на заготовку. Перед встановленням заготовки корпус (сепаратор) встановлюється так, щоб сепаратор зайняв якомога менший розмір. Після встановлення заготовки надається обертальний рух корпусу оправки. Лиски змінюють своє положення відносно роликів. Таким чином розклинюється сепаратор і затискає заготовку. Перевага: не пошкодження базової поверхні. Загальні переваги: - швидкодія - передають великі крутні моменти - допускають базування по відносно неточному отвору до 12 квалітету Недоліки: - дозволяє обробляти лише тонкостінні заготовки - відносно невисока точність - пошкодження отвору при базуванні на оправці першого типу Область використання: токарна обробка товстостінних деталей зі значними крутними моментами (багато різцеві верстати).
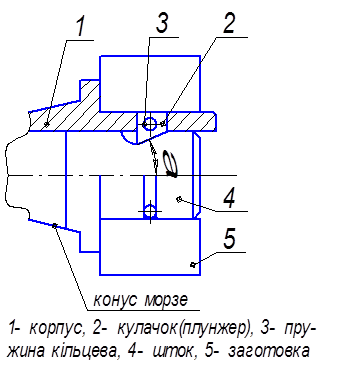
Оправки кулачкові
На рисунку показана консольна оправка. Вона базується в базовому отворі шпинделя. Це конус Морзе. Вона встановлюється в конус лівою частиною. На корпусі є поверхня, яка базує заготовку в осьовому напрямку. Це циліндрична зовнішня поверхня. Це попереднє базування. При закріпленні шток в крайньому правому положенні. Під дією пружини плунжери сходяться до центру і втоплюються в конус. Після встановлення заготовок шток рухається вліво за допомогою приводу на задньому торці шпинделя і кулачків. Таким чином проходить затиск заготовки. Кут a - кут під яким розташована поверхня. Цей кут знаходиться в межах 50-100. Переваги: великий радіальний хід плунжерів, що дозволяє встановлювати заготовки по необробленому отвору, наприклад по отвору отриманому висаджуванням. Недолік: недостатня точність центрування. Область використання: токарні верстати, чистова і напівчистова обробка. Цангові оправки
Цанга - пружна, розрізна втулка. Розрізів може бути декілька. Під дією пружних сил втулка займає мінімальний діаметральний розмір. Шток за допомогою приводу переміщується вліво по конічній поверхні. Він натискає на цангу, яка деформуючись збільшує зовнішній діаметр і проходить затиск і базування заготовок. Недолік: затискання буде здійснюватись на передньому торці. Для того щоб затискання було і на задньому торці, цанга має бути двосторонньою.
Цанги роблять з інструментальних і вуглецевих сталей, наприклад (У10А, У6А). Якщо цанги тонкостінні, то 4ХС (ця сталь менше піддається жолобленню при термічній обробці), 15ХА, 12ХН3А. Цангові патрони відрізняються від оправок тим, що базування здійснюється по зовнішній поверхні. Широко використовується на пруткових автоматах, токарно-револьверних пруткових верстатах. У цангових патронів базування може здійснюватись по поверхні більш складної форми.
Якщо базування здійснюється по зовнішній циліндричній поверхні, то базування здійснюється по чотирьох позиційній цанзі. Якщо плоскі поверхні базуються, то пази роблять в місцях перетину плоских поверхонь. Для шестигранних заготовок роблять з пази в цанзі. Переваги: - середня точність центрування - відносна простота конструкції Недолік: складність обробки цанги. Область використання токарні верстати, інколи круглошліфувальні верстати. Цангові патрони використовуються на токарних верстатах, на токарно-револьверних, на пруткових токарних автоматах і напівавтоматах, на свердлильних верстатах для затискання інструменту, на фрезерувальних верстатах також для затиску інструменту
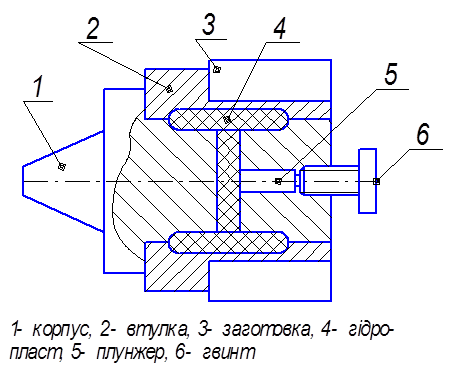
Оправки з гідро пластом
Ліва частина корпусу виконана у вигляді конусу Морзе. Гідро пласт – середнє між рідиною і твердим тілом. Гідро пласт передає тиск від плунжера до тонкостінної втулки. Перед встановленням заготовки гвинт відкручують, щоб він не тиснув на плунжер. Втулка займає мінімальний розмір і з’являється зазор для встановлення заготовки. Закручуючи гвинт тисне на плунжер. Гідро пласт передає тиск на тонкостінну втулку, яка деформується зі збільшенням зовнішнього діаметру. Таким чином здійснюється затиск заготовки. Перевага: висока точність 0,002-0,005 мм Недоліки: - складність конструкції - точний базовий отвір Область використання: токарні верстати, коли виконується чистова обробка, круглошліфувальні верстати, а також зубооброблюючі верстати, в тих випадках коли необхідна висока точність зубчатих коліс.
Державка двох різцева
Можна виконувати чорнову і чистову обробки. В отвір, який є в хвостовику можна встановити розрізну втулку і осьовий інструмент (свердло, зенкер). За рахунок деформації втулки гвинтом свердло фіксується в державці. Переваги: одночасна обробка трьома інструментами
Державка для накатування
Ролики під час накатування обертаються в протилежному напрямку обертання заготовки. Закріплюється ця державка в поперечному супорті, який має державку
Байонетний патрон
Державка з розверткою встановлюється в отвір. При цьому поводки повинні співпадати з пазами. Оскільки пазів 2, то палець заходить в патрон і його провертають поки він не стане контактувати. Після цього хвостовик повинен контактувати з діаметром отвору. Зазор внутрішньою поверхнею патрону і байонетною державкою потрібен для самозатиску.
Патрон для мітчиків і плашок Цей патрон повинен обмежувати крутний момент в кінці робочого ходу, дозволяти само встановлюватися плашкам і мітчикам по поверхні на якій нарізується різь і компенсувати різницю між величиною подачі та кроком різі, яка нарізається. Все це передбачено в патроні для нарізання різьб.
Поверхню Æ30Н7 патрон встановлюється в гніздо револьверної голівки і фіксується тангенціальними затискачами. В поверхню Æ38Н9 вставляються вставки для плашок або вставки для мітчиків. При нормальній роботі вставка не обертається навколо осі патрона. Обертається заготовка, а патрон здійснює осьовий рух. Різницю в величині осьової подачі та кроку різі, що нарізається. Компенсує осьове переміщення разом з хвостовиком 12. при цьому пружина 10 стискається. При перевищенні крутного моменту допустимої величини пружини стискаються і кульки проскакують одна відносно іншої. При цьому корпус 1 здійснює обертальний і поступальний рухи (він обертається разом з інструментом). Величина допустимого крутного моменту регулюється за допомогою гайки 7. Гвинтом 11 регулюють силу стиснення пружини 10, що змінює попередній натяг, який створюється на початку нарізання різі. Це важливо при нарізання зовнішніх різей. Само встановлення інструменту відносно поверхні на якій нарізається різь здійснюється за рахунок зазорів, які є між корпусом 1 та хвостовиком 12.
Стакани змінні для плашок Призначені для закріплення плашок. Вони встановлюються у виточку Æ38Н9 корпусу 1 і є два різновиди стаканів для плашок більшого і меншого діаметрів. Æ45Н8 призначений для закріплення плашок, в нього вставляється плашка і фіксується гвинтами. Æ38f9 – для фіксації вставки в корпусі патрона.
Вставки для мітчиків
Вставляються в поверхню Æ38Н9 і фіксується за допомогою гвинтів. Для фіксації мітчика відносно вставки є різцевий отвір.
Втулки затискні Використовуються для встановлення в державках при закріпленні розверсток з циліндричним хвостовиком.
Втулка встановлюється у виточку державки байонетної Æ15Н8. гвинтом після встановлення розвертки деформують втулку. При цьому фіксують розвертку відносно втулки, а втулку відносно державки. Інколи при обробці отворів свердлами з циліндричним хвостовиком використовується закріплення інструментів за допомогою свердлильного патрона. При цьому необхідно мати втулку перехідну, оправку до свердлильного патрона і свердлильний патрон.
Втулка перехідна
Вставляється в гніздо револьверної голівки, а внутрішня конічна поверхня використовується для встановлення оправки до свердлильного патрона.
Стійки Використовуються для закріплення державок при обробці зовнішніх поверхонь великих діаметрів.
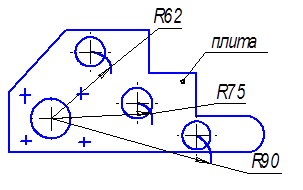
Плита фіксується на револьверній голівці за допомогою гвинтів для фіксації стійки на револьверній голівці. В плиті є 3 отвори в які вставляються державки.
Поворотні столи Використовуються при обробці системи отворів розташованих по колу одного діаметра. Інколи поворотні столи використовуються на радіально-свердлилдьних верстатах, проте частіше вони знаходять застосування на вертикально-свердлильних верстатх.
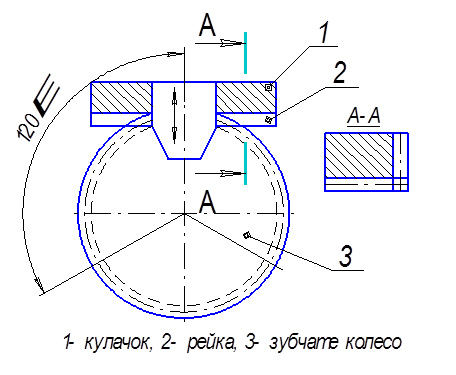
Поворотний стіл має корпус 1, планшайбу 2. планшайба 2 здійснює обертальний рух навколо вертикальної вісі відповідного корпусу. На даній схемі механізм обертання не показаний. Для фіксації планшайби відносно корпусу є фіксатор, який може здійснювати вертикальний рух.
Для повертання планшайби необхідно поставити фіксатор в крайнє нижнє положення. Якщо деталь має систему отворів на одному діаметрі, то можна встановити заготовку на стіл. Разом зі столом її повертають і таким чином проводиться обробка системи отворів. Заготовка встановлюється в базуючи елементи, тому 6 і 7 наладки.
На планшайбу встановлюється елемент, який базує заготовку. Щоб цйе елемент був вірно розташований відносно плити він має зрізану циліндричну поверхню. Циліндрична поверхня входить в отвір в планшайбі. Кондукторна втулка розташована на відстані. Для фіксації заготовки в певному положенні базуючий елемент має різцевий хавостовик. Різцевий хвостовик виглядає, на цей хвостовик встановлюють шайбу з гайкою. При певному положенні планшайби обробляється один отвір, потім повертається на певний кут і так далі. 1,2,3,4,5,7 – елементи наладки Поворотні столи використовуються при обробці отворів розташованих з різних боків на радіально-свердлильних верстатах.
Радіальні отвори розташовані в різних точках. Поворотні столи бувають: - одноопорні - двоопорні Однооопорні менші за габаритами і їх використовують при обробці невеликих за розмірами заготовок. Двоопорні стійки більші за розмірами і їх використовують при обробці більших за габаритами заготовок.
Одноопорні поворотні стійки
Планшайба здійснює обертальний рух навколо своєї вісі. Фіксація положення планшайби здійснюється фіксатором, який рухається горизонтально. В одному положенні він утоплюється, в другому він заходить в отвір планшайби. Планшайбу повертати не можна, керування здійснюється ногою. Ці стійки знаходяться на підлозі і такі стійки використовуються на радіально-свердлильних верстатах. При натисканні на педаль фіксатор або виходить або заходить в гніздо. Після повертання планшайби на кут педаль відпускають. За допомогою рукоятки 3 здійснюється фіксація відносно корпусу планшайби для зменшення вібрацій. Пристрій проектується під конкретну деталь. В пристрої розташовані елементи для направлення різального інструменту. Функція стійки: повертання заготовки на певний кут. Використовується в тих випадках, коли заготовка має відносно невеликі габарити, а отвір обробляється на невеликій відстані від планшайби. Двоопорні поворотні стійки Використовуються при обробці заготовок, які неможливо обробити з використанням одноопорної стійки.
Опори розташовані на плиті і в залежності від розмірів заготовки ці опори ставлять на різних відстанях. За допомогою основних опор можна повертати заготовку на певний кут. Додаткова опора підтримує заготовку. Штурвал повертає планшайбу на певний кут. Для повертання заготовки потрібно натиснути на педаль. При цьому фіксатор переміщується в крайнє ліве положення і планшайба звільняється. За допомогою штурвалу повертають планшайбу разом з пристроєм і таким чином заготовку повертають на певний кут. Після цього відпускають педаль фіксатора і фіксатор заходить в гніздо. Є механізм додаткової фіксації, але він не наведений. Права стійка підтримує пристрій. Для зрівноваження системи сил є
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1054; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.107.223 (0.013 с.) |














 . Вони бувають:
. Вони бувають: