
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Наладки до трикулачкових самоцентрівних патронівСодержание книги
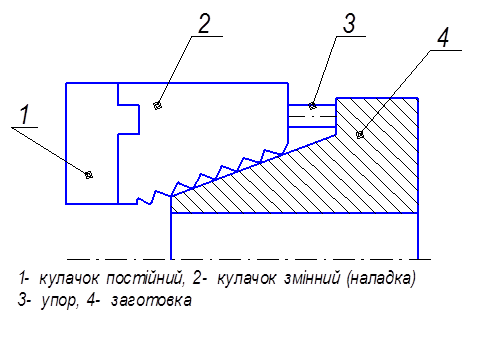
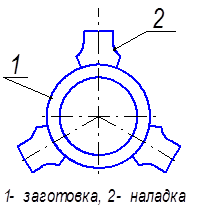
Поиск на нашем сайте При обробці деталей складної форми, тонкостінних деталей і в інших випадках. Наладки представляють собою змінні кулачки, які закріплені на постійних кулачках. Контакт кулачків буде по колу, а не по поверхні. Підвищення затиску є за рахунок використання наладок.
На поверхнях за допомогою яких затискаються заготовки мають бути насічки, які підвищують тертя. Кулачки роблять з розкосами. Це призводить до зменшення диференціації і підвищує точність затиску. Такі наладки обробляються в зібраному стані.
При розташуванні кулачків використовується кільце або втулка. Якщо при затиску заготовок кулачки рухаються до центру, то використовується розпірний диск. При цьому вибираються зазори. Якщо при затиску заготовок рухаються від центра, то використовуються охоплюючи кільця. Діаметр розточки повинен бути якомога ближчим до діаметру заготовок, яка буде затиснена в кулачках.
Чотирикулачкові патрони
Використовуються при обробці несиметричних деталей. Кулачки мають незалежний гвинтовий привод. Передача гвинт – гайка. В корпусі патрону роблять паз в який встановлено гвинт. На корпусі є виступ, який заходить в кінцеву точку різання різців, різь роблять напівкола. При обробці гвинтів здійснюється осьове переміщення кулачків. Універсальні планшайби Використовуються для затискання заготовок деталей класу стійка, кронштейн, підшипники, кутник. Корпус планшайби є тілом обертання. На ньому розташовані кулачки, які мають незалежний привод. Кутник може переміщувати в радіальному напрямку. Заготовка закріплюється на кутнику і додатково закріплюється в кулачках в залежності від форми заготовок. На кутнику встановлюють наладку.
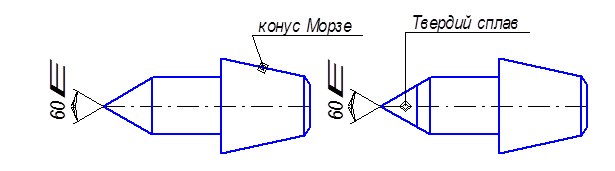
Оснащення для обробки валів і труб Жорсткий центр використовується як передній центр. Передня частина виконується з кутом 600. задня частина виконується у вигляді конуса Морзе, яка встановлюється в піноль задньої бабки або в шпиндель. Конус Морзе має співпадати з конусом шпинделя чи задньої бабки. Центри можуть бути оснащені твердим сплавом, що зменшує їх зношеність, проте потрібно дбати, щоб не було ударних навантажень, які руйнують центри.
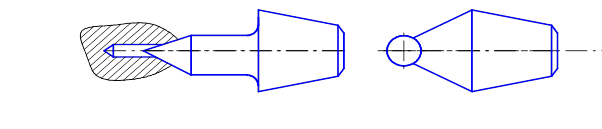
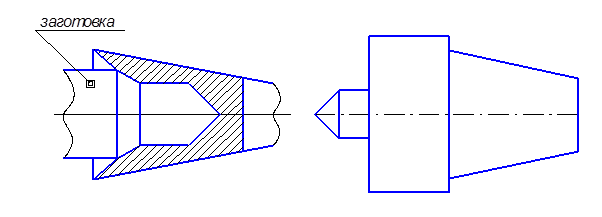
Зрізані центри мають підрізаний торець, для того щоб різець проходив для повного підрізання торця. Різець має потрапити в зону, яка утворена зрізаною частиною. Кулькові центри базують заготовку точніше. Коло можна провести через три точки, тому базування точніше, ніж по конусу. Базування по конусу відбирає 5 ступенів волі (лишається лише обертання). Може виникнути похибка базування і вона буде впливати на похибку обробки. У випадку високоточної обробки використовують кулькові центри.
Зворотні центри використовуються при базуванні заготовок малих діаметрів. Нема центрую чого отвору, а є зовнішня конічна поверхня по якій базується заготовка. Заготовка заходить в гніздо центра і таким чином здійснюється її базування. Такі центри потрібно змащувати. Є підшипниковий вузол завдяки якому центр має більші оберти в порівнянні з жорстким. Жорсткі центри використовуються і на шліфувальних верстатах. Вони дають більшу точність обробки і дещо меншу точність обробки.
Жорсткі центри можуть використовуватись як задні так і як передні. Вони не допускають високої частоти обертання. При встановленні заготовки на жорсткий центр центрові отвори потрібно змащувати технічним вазеліном. На жаль в результаті радіального биття підшипників вони дають меншу точність, тому на кругло – шліфувальних верстатах обертальні центри не використовують.
Плаваючі центри Використовуються при базуванні заготовок на вісь та торець. На рисунку показана схема базування. Точки 1,2,3,4 реалізуються за рахунок вісі. Точка 5 опорна точка, яка розташована на торці. Точка 6 відбирає один ступінь волі від обертання. Щоб реалізувати опорну точку 5 потрібно, щоб центр був плаваючим.
Центр має конус в якому розташована порожнина. В цій порожнині є пружина, яка закривається пробкою. Базу вальна частина розташована справа і вона базує заготовку. При встановленні на центр пружина стискається і торець заготовки упирається в торцеву поверхню корпусу. При використанні такого центру зменшується похибка лінійних розмірів. Особливо це важливо, коли обробка ведеться на налагодженому обладнанні. Наприклад на багато різцевих токарних автоматах. Наприклад, при обробці заготовок типу ступінчатих валів застосовується і поздовжня і поперечна подачі супорту. Поздовжньою подачею здійснюється витримка розмірів Д1 і Д2. L1 забезпечується за рахунок використання плаваючого центра, L2 забезпечується точністю розмірів між різцями.
Повідкові патрони Можуть бути прямі і зворотні. За допомогою таких центрів одночасно базують заготовки і надають їй обертання, але при використанні таких центрів руйнується базова поверхня.
Плаваючі повідкові центри
Заготовка встановлюється на рухомий центр і за рахунок притискання заднім центром вона вдавлюється в поверхню. На поверхні є торцеві зубці. Передача крутного моменту корпусом здійснюється на елемент 3 за рахунок виступу. З елементу 3 на 4, де є також виступ (торець може бути не перпендикулярним до осі заготовки, тому в торець не будуть врубатись різці. Виступи на поверхні і шайбі розташовані під кутом 900). Це дозволяє різцям на повідку врубатись в торець заготовки. Використовуються в тих випадках, коли допускаються на торці сліди від зубців і коли передаються невеликі крутні моменти.
Повідкові патрони Повідкові патрони поділяються на дві групи: - пальцеві - самозахоплюючі
Повідковий патрон має корпус в якому розташований палець. Положення пальця можна регулювати в радіальному напрямку за рахунок пазу в отворі. Передача крутного моменту здійснюється від шпинделя на корпус далі на повідковий палець. З повідкового пальця на хомутик і далі на заготовку. На заготовці встановлюється хомутик і за допомогою гвинта він орієнтується на заготовці. Заготовка базується на центр і функція цього патрона тільки передача крутного моменту. За технікою безпеки повинен бути захисний кожух. Перевага: простота конструкції. Недолік: не можна обробляти поверхню на якій закріплений хомутик. Область використання – токарні і кругло – шліфувальні верстати. Самозахватні патрони Широко використовуються на багато різцевих токарних верстатах для передачі великих крутних моментів.
Корпус 2 патрона має можливість зміщуватись відносно фланця 1 в радіальному напрямку в один або інший бік. Це забезпечує автоматичний затиск заготовки рифленими кулачками 3. Базування заготовки здійснюється не кулачками, а, як правило, в центрах (на схемі не показано). Після ввімкнення обертального патрону вантажі 5 під дією відцентрової сили повертаються кулачками навколо вісі 4, затискаючи заготовку 6. Кулачки рухаються по Архімедовій спіралі, затискаючи заготовку, при цьому вантажі і кулачки жорстко зв’язані. Збільшення сили затиску проходить за рахунок збільшення сил різання, які самозатискають кулачок, до більшого врізання зубців. Після зупинки обертального патрону кулачки само розкриваються під дією пружини, яка стискається при роз тисканні заготовки. Заготовка переднім центровочним отвором установлена на жорсткий або плаваючий передній центр, який встановлено в конус шпинделя. Ці центри визначають положення заготовки в осьовому напрямку. Заднім центром заготовка підтискається з правого кінця. Є подібні конструкції з трьома кулачками, у яких принцип роботи аналогічний. Для різних діапазонів заготовок є комплекти кулачків більші з яких призначені для менших діаметрів, а менші - для більших. Переваги: немає необхідності затискання заготовок за допомогою ключа, тому і менша втома робітника. Недоліки: - пошкодження поверхні затискання - не універсальність, при зміні заготовки потрібно робити переналадку.
Люнети Використовуються як допоміжні опори при обробці нежорстких валів - універсальні - спеціальні Універсальні люнети бувають рухомі і нерухомі. Спеціальні люнети використовуються рідко, як правило, для підтримання пристроїв або складних за формою заготовок. Нерухомі універсальні люнети встановлюють на напрямних станини перед супортом (з боку передньої бабки). Рухомі люнети встановлюються на супортах (на спеціальних площадках супорта). Рухомі люнети пересуваються разом з супортом. При використанні нерухомих люнетів в місці контакту люнету з заготовкою повинна бути попередньо оброблена проточка, тобто люнет має контактувати по обробленій поверхні, яку обробляють перед встановленням люнету. Перед використанням рухомого люнету проточки не роблять, його кулачки контактують з поверхнею заготовки, яка обробляється, тобто різець йде поперед люнета. Люнети можуть бути двокулачкові і трикулачкові. Двокулачкові люнети використовуються як рухомі. Кулачки люнета можуть за допомогою спеціальних механізмів змінювати своє положення. Верхній кулачок може переміщуватися в радіальному напрямку. Кулачки доводять до контакту з заготовкою. Як правило, рухомий люнет має плскі базові поверхні. При роботі потрібно змащувати кулачки.
нерухомий люнет складніший за будовою. Кулачки можуть рухатись в радіальному напрямку за рахунок спеціальних механізмів. Кулачки доводяться до контакту з проточкою, яка попередньо оброблена. Перед початком обробки кришка розкривається і встановлюється заготовка в люнет. Після закриття кришки проводять фіксацію. Корпус люнету встановлюється не на супорт, а на напрямні. Кулачки люнетів виготовляють з зносостійких матеріалів (чавун, бронза, гартована сталь). Інколи кулачки оснащують шарикопідшипниками. Це зменшує тертя і підвищує термін роботи люнету, але наявність шарикопідшипника зменшує точність обробки.
Пристрої для обробки втулок, фланців, дисків. При обробці деталей, які мають центральний отвір для базування заготовок, використовують центри і оправки. Центри бувають грибкові – повідкові, грибкові – обертові.
Грибкові повідкові встановлені в конус шпинделя, а грибкові обертові встановлені в конус задньої бабаки. Грибково – повідковий центр передає обертовий момент на заготовку при цьому пошкоджуючи поверхню контакту. Якщо таке пошкодження неможливе, то таку схему недопустимо використовувати. І потрібні оправки. Така схема придатна для використання лише при чорновій обробці.
Оправки Бувають основних наступних типів: - конічні – жорсткі - циліндричні з напресовкою заготовок - циліндричні для встановлення заготовок з зазором - самозатискні - кулачкові (плунжерні) - цангові - з тарілчастими пружинами - з гофрированими втулками - з гідро пластом
Оправки цангові – конічні
Середня частина має малий ухил. Заготовка встановлюється на оправку з ударом. Це роблять використовуючи дерев’яний брусок. Переваги: простота конструкції, висока точність розташування оброблюваних поверхонь відносно базової. Недолік: -не дозволяє проводити обробку торцевої поверхні (інструмент вріжеться в оправку - висока точність базового отвору 6-7 квалітет, і рідко 8-9 - заготовка може перекочуватись на оправці в межах зазору Використовується на кругло – шліфувальних верстатах, завдяки простоті конструкції. При обробці може використовуватися пальцевий повідковий патрон.
|
||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 470; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.113 (0.011 с.) |









 . Вони бувають:
. Вони бувають:





