Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Перевірити герметичнiсть карбюратора на вакуум-установкеСодержание книги
Поиск на нашем сайте
8 Провести стендовi випробування 9 Перевiрити датчик обмеження частоти обертання на герметичнiсть 4.4 Перелік деталей складальної одиниці Таблиця 4.1 – Деталі та складальні одиниці. Найменування Основні розміри Кількість Матеріал 1 прискорювальний насос Ш=40мм L=55мм 1 Алюмiнiй АК-1
2 кришка поплавковой камери Ш=110мм L=130 1 дюралюминий Д1
3 повiтряний жиклер головной системи Ш=6мм L=8мм 2 Латунь ЛС-59
4 малий дифузор Ш=35мм L=30мм 2 дюралюминий Д1
5 паливний жиклер холостого хода Ш=5мм L=8мм 2 Латунь ЛС-59
6 повiтряна заслонка Ш=40мм L=90мм 1 Латунь ЛС-59
7 розпилювач прискорювального насоса Ш=10мм L=18мм 1 Латунь ЛС-59
8 калiбрований розпилювач економайзера Ш=25мм L=20мм 1 Латунь ЛС-59
9 нагнiтальний клапан Ш=3мм L=6мм 1 Латунь ЛС-59
Продовження таблиці 4.1
10 повiтряний жиклер холостого хода Ш=6мм L=8мм 2 Латунь ЛС-59 11 клапан подачi палива Ш=6мм L=16мм 1 Латунь ЛС-59 12 сiтчатий фiльтир Ш=15мм L=38мм 1 Латунь ЛС-59 13 поплавок Ш=30мм L=50мм 1 Латунь ЛС-59 14 клапан датчiка Ш=12мм L=15мм 1 Латунь ЛС-59 15 пружина Ш=5мм L=20 мм 1 Сталь-45Г 16 корпус ротора Ш=16мм L=42мм 1 Сталь-45 17 регулювальний гвинт Ш=5мм L=10 мм 1 Латунь ЛС-59 18 оглядове вiкно Ш=40мм L=12мм 1 стекло 19 пробка Ш=12мм L=10мм 2 Латунь ЛС-59 20 дiафрагма з штоком Ш=70мм L=55мм 1 резина 21 пружина обмежувача Ш=8мм L=30 мм 1 Сталь-45Г 22 ось дросельних заслонок Ш=8мм L=155 мм 1 дюралюминий Д1 23 вакумний жиклер Ш=7мм L=5 1 Латунь ЛС-59 24 прокладка Ш=42мм L=35мм 1 бумага 25 повiтряний жиклер Ш=7мм L=5 2 Латунь ЛС-59 26 манжета Ш=15мм L=8 мм 1 резина 27 главний жиклер Ш=5мм L=8мм 2 Латунь ЛС-59 28 эмульсiйна трубка Ш=6мм L=65мм 2 Латунь ЛС-59 29 дроссельна заслонка Ш=35мм L=35 мм 2 Латунь ЛС-59 30 регулювальний гвинт холостого хода Ш=4мм L=15мм 2 Латунь ЛС-59 Продовження таблиці 4.1
31 корпус змiшувальних камер Ш=80мм L=130 1 Алюмiнiй АК-1 32 пiдшипник Ш=10мм L=6 мм 2 дюралюминий Д1 33 ричаг привода дросельних заслонок Ш=15мм L=50мм 1 Сталь-45 34 обратний клапан прискорювального насоса Ш=3мм L=7мм 1 Латунь ЛС-59 35 корпус поплавковой камери Ш=110мм L=130 1 дюралюминий Д1 36 клапан економайзера Ш=9мм L=12мм 1 Латунь ЛС-59 4.5 Розробка технологічного процесу складання Операційні карти (ОК) розробляються послідовно по всіх операціях, включених в МК , незалежно від кількості переходів і операцій. ОК являються основною формою розробки технологічного процесу по виконанню всього комплексу робіт, пов’язаних з ремонтом або складанням деталей у відповідності до вимог креслень та технічних умов. Таким чином ОК встановлює послідовність переходів для всіх операцій технологічного процесу с визначенням режимів технологічної обробки, дані про технологічну оснастку, норм часу у відповідності до нормативів. Таблиця 4.2 – Операційна карта на складання Карбюратора К135МУ № операції № переходу Зміст роботи Фактори , що впливають на продовження складання Література, № карти, позиція Оперативний час, хв. 1 2 3 4 5 6 005 Складання датчiка обмеження частоти обертання 1 Встановити клапан 14 в корпус ротора 16 Ш=12мм L=14мм /2/, карта 40-2 0,028 2 Встановити пружину клапана 15 в корпус 16 Ш=5мм L=18 мм /2/, карта 44-1 0,014 3 Закрутить гвинт регулювання 17 Ш=5мм L=9 мм /2/, карта 58-22 0,135 4 Встановить ротор в зборi 16 в корпус датчика Ш=16мм L=42мм /2/, карта 40-1 0,029 5 Закрити кришкою корпус датчика Ш=10мм L=60мм /2/, карта 38-1 0,022 Всього по операції 0.228
Продовження таблиці 3.2
010 Складання обмежувача частоти обертання 1 Встановить діафрагму зi штоком 20 в корпус Ш=70мм L=55мм /2/, карта 40-3 0,030 2 Встановить пружину 21 в корпус з розтягуванням Ш=8мм L=30 мм /2/, карта 44-12 0,11 3 Закрити кришкою корпус Ш=10мм L=76 мм /2/, карта 38-2 0,023 4 Накрутити гвинти криплення кришки (7шт) Ш=5мм L=15 мм /2/, карта 58-1 0,98 5 Закрутити в корпус вакуумний жиклер 23 i повiтряний 25 Ш=7мм L=5 мм /2/, карта 58-22 0,14 Всього по операції 1,283 015 Складання корпуса змiшувальних камер 1 Запресувати пiдшипники 32 в корпус 31 Ш=10мм L=6 мм /2/, карта 32-1 0,106
Продовження таблиці 3.2
2 Встановити оcь дросельних заслонок 22 в корпус 31 Ш=8мм L=155 мм /2/, карта 40-3 0.033 3 Прикрутити дросельнi заслонки 29 до осi 22 винтами (по 2 шт.) Ш=35мм L=35 мм /2/, карта 58-22 0,24 4 Встановить манжету 26 на ось 22 з правой сторони Ш=15мм L=8 мм /2/, карта 81-2 0,088 5 Встановити з лiвой сторони корпус осi привода дросельних заслонок Ш=30мм L=25 мм /2/, карта 40-1 0,026 6 Прикрутити гвинтами корпус оси (3шт) Ш=6мм L=10мм /2/, карта 58-1 0,195 7 Встановити ричаг привода дросельних заслонок 33 на ось Ш=15мм L=50мм /2/, карта 40-1 0,026
Продовження таблиці 3.2
8 Закрутити регулювальнi гвинти холостого ходу 30 в корпус (2шт) Ш=4мм L=15мм /2/, карта 58-22 0,12 Всього по операції 0,834 020 Складання корпуса поплавковой камери 1 Запресувать малi дифузори 4 в корпус (2шт) Ш=35мм L=30мм /2/, карта 32-1 0,148 2 Закрутить смотрове окно 18 поплавковой камери Ш=40мм L=12мм /2/, карта 59-2 0,26 3 Закрутить пробку 19 в корпус поплавковой камери (2 шт) Ш=12мм L=10мм /2/, карта 59-2 0,046 4 Запресувать нагнетательний клапан 9 в корпус Ш=3мм L=6мм /2/, карта 32-2 0,053
Продовження таблиці 3.2
5 Встановити калибрований роспилювач економайзера 8 разом з прокладкою в корпус Ш=25мм L=20мм /2/, карта 38-12 0,025 6 Вставить розпилювач прискорювального насосу 7 Ш=10мм L=18мм /2/, карта 40-1 0,026 7 Закрутить паливнi жиклери холостого ходу 5 в корпус (2шт.) Ш=5мм L=8мм /2/, карта 58-22 0,22 8 Закрутить повiтрянi жиклери холостого ходу 10 в корпус (2 шт) Ш=6мм L=8мм /2/, карта 58-22 0,22 9 Закрутити главнi паливнi жиклери 27 в корпус (2шт.) Ш=5мм L=8мм /2/, карта 58-22 0,22
Продовження таблиці 3.2
10 Закрутити главнi повiтрянi жиклери 3 в корпус (2 шт.) Ш=6мм L=8мм /2/, карта 58-22 0,22 11 Встановити з лiвой частини корпусу обратний клапан прискорювального насоса 34 в корпус 35 Ш=3мм L=7мм /2/, карта 40-1 0,026 12 Встановити клапан економайзера 36 в корпус 35 Ш=9мм L=12мм /2/, карта 40-1 0,026 13 Встановити в зборi механізм економайзера з прискорювальним насосом 1 в корпус 35 Ш=40мм L=55мм /2/, карта 40-3 0,030 Всього по операції 1,52
Продовження таблиці 3.2
025 Складання кришки карбюратора 1 Встановити сетчатий фiльтир 12 в кришку Ш=15мм L=38мм /2/, карта 40-2 0,028 2 Закрутити болт сетчатого фiльтра 12 Ш=20мм L=30мм /2/, карта 56-1 0,047 3 Встановити ось повiтряной заслонки в зборi з ричагом i возратной пружиной Ш=10мм L=100мм /2/, карта 40-3 0,030 4 Встановить ричаг разом з втулкою i пружиной Ш=15мм L=60мм /2/, карта 40-2 0,028 5 Закрутить гвинт крiпленя втулки ричага Ш=7мм L=10мм /2/, карта 58-22 0,135 6 Встановить заслонку повiтряну 6 на ось Ш=40мм L=90мм /2/, карта 40-2 0,028
Продовження таблиці 3.2
7 Закрутити гвинти криплення заслонки 6 (2шт) Ш=4мм L=6мм /2/, карта 58-1 0,13 8 Закрутити клапан подачi палива 11 в кришку Ш=6мм L=16мм /2/, карта 58-23 0,170 9 Встановить iглу паливного клапана Ш=1мм L=27мм /2/, карта 40-2 0,028 10 Встановить поплавок 13 в корпус Ш=30мм L=50мм /2/, карта 40-2 0,028 11 Вставить ось поплавка 13 Ш=1мм L=27мм /2/, карта 40-2 0,028 Всього по операції 0,68 030 Загальне складання карбюратора 1 Установить прокладку 24 на корпус змiшувальной камери Ш=42мм L=35мм /2/, карта 38-13 0.029
Продовження таблиці 3.2
2 Установить корпус виконавчого механiзму до корпусу змiшувальной камери 31 Ш=80мм L=90мм /2/, карта 38-13 0,033 3 Закрутити гвинти крiплення корпуса обмежувача (3шт) Ш=10мм L=20 мм /2/, карта 58-4 0,33 4 Закрипити ось 22 в корпусi обмежувача обертiв гайкой Ш=15мм L= 7мм /2/, карта 40-2 0,055 5 Встановити прокладку на корпус обмежувача частоти обертання Ш=45мм L= 60мм /2/, карта 38-13 0,029 6 Надiти кришку на прокладку Ш=45мм L= 60мм /2/, карта 38-13 0,031
Продовження таблиці 3.2
7 Закрутить гвинти крiплення кришки (4шт) Ш=8мм L= 25мм /2/, карта 58-3 0,56 8 Встановити прокладку на площину змiшувальной камери Ш=70мм L= 120мм /2/, карта 38 -15 0.031 9 Встановить корпус поплавковой камери на змiшувальну камеру Ш=110мм L= 130мм /2/, карта 38 -15 0.036 10 Закрутити гвинти крипленя (4 шт) Ш=8мм L= 25мм /2/, карта 58 -2 0,68 11 Встановити прокладку на площину поплавковой камери Ш=110мм L= 130мм /2/, карта 38 -17 0,033 12 Надiти кришку на прокладку Ш=110мм L= 130мм /2/, карта 38 -17 0,038
Продовження таблиці 3.2
13 Закрутити гвинти крiплення кришки (7 шт) Ш=5мм L= 10мм /2/, карта 58 -2 0,56 14 Встановить прокладку на корпус поплавковой камери Ш=85мм L= 85мм /2/, карта 38 -15 0,031 15 Встановить фланець на прокладку Ш=85мм L= 85мм /2/, карта 38 -15 0,034 16 Закрутити гвинти криплення фланця (4шт) Ш=5мм L= 12мм /2/, карта 58 -2 0,38 17 Зеднати з'єднувальні трубки датчика обмежувача частоти обертання з виконавчим механiзмом Ш=20мм L= 100мм /2/, карта 80 -1 0,46 Всього по операції 3,35 035 Випробування карбюратора 1 Встановити карбюратор в вакумну установку
Продовження таблиці 3.2
2 При повернутому до упору важелі дросельних заслінок регулятором витрати повітря встановлюють витрату, що відповідає режиму максимальної потужності при роботі двигуна.
3 Потім переводять дросельні заслінки в положення, яке відповідає режиму холостого ходу, і другим регулятором встановлюють вакуум, що забезпечує мінімальну частоту обертання колінчастого вала на режимі холостого ходу (56 - 60 кПа).
4 Після цього знову повертають важіль управління дросельними заслінками до упору і при необхідності коригують положення регулятора витрати повітря
5 Перевiрити пропускну здатнисть жеклерiв
6 Перевiрити продуктивнiсть прискорювального насоса
7 Вiдрегулювати рiвень палива в камерi пiдгинанням язичка кронштейна поплавка.
Всього по операції 4,0 3,35
Всього 11,895 — 12,789 4.6 Визначення технічних норм часу Розрахунок норми штучного часу в умовах серійного виробництва проводиться по формулі де m – кількість операцій необхідних для складання вузла; SТоп – сума оперативного часу, хв ; аобс , авідп , апз – відповідно час обслуговування робочого місця, час на відпочинок, час на особисті потреби, підготовчо-заключний час, хв К2 – коефіцієнт, що враховує кількість деталей в парт К3 – коефіцієнт, що враховує умови виконання робіт Операція 005 – Складання датчiка обмеження частоти обертання: Операція 010 – Складання обмежувача частоти обертання: Операція 015 – Складання корпуса змiшувальних камер: Операція 020 – Складання корпуса поплавковой камери: Операція 025 – Складання кришки карбюратора: Операція 030 – Загальне складання карбюратора: Операція 035 – Випробування карбюратора: Таблиця 4.3 – Трудомісткість операцій. Операція Найменування операції Розряд роботи Трудомісткість, хв. 1 2 3 4 005 Складання датчiка обмеження частоти обертання 5 0,251 010 Складання обмежувача частоти обертання 5 1,416 015 Складання корпуса змiшувальних камер 5 0,92 020 Складання корпуса поплавковой камери 5 1,677 025 Складання кришки карбюратора 5 0,75 030 Загальне складання карбюратора 5 3,697 035 Випробування карбюратора 5 4,415 Всього — — 13,126 4.7 Визначення та обґрунтування необхідної кількості обладнання. Коефіцієнт завантаження обладнання Потрібна кількість обладнання ( робочі місця, стенди) визначаються по кожному типу окремо. Для серійного виробництва де Ср – розрахункова кількість обладнання (робочих місць, стендів); Тшт. – норма часу (штучний час) складання (випробування) вузла або виконання складальних операцій при загальному складанні, хв.; N – річна програма випуску (по завданню), шт; у –2 число змін роботи; Фео - 2040 год. Кв - 0,97-коефіцієнт використання робочого часу; m – число робітників одночасно працюючих на одному робочому місці. шт.
Приймаємо Ср005, 010 =1шт.
шт.
Приймаємо Ср015, 020 = 1шт.
шт.
Приймаємо Ср025, 030 = 1 шт.
шт.
Приймаємо Ср035 = 1 шт.
Визначаємо загальний середній коефіцієнт завантаження робочих місць (стендів).
Враховуючи дані розрахунків виконаних по кожній операції складаємо відомість обладнання на дільниці.
Таблиця 4.4 – Зведена відомість обладнання Найменування обладнання Кількість, шт. Габаритні розміри,мм
Вартість , грн. на одиницю підсумкова Слюсарний верстак для збiрки 3 Ш=1000 мм L=1500 мм
1200 3600 Випробувальний стенд 1 Ш=520 мм L=600 мм
30000 30000 Продовження таблиці 4.4
Стенд для перевiрки
Ш=580 мм L=450 мм 10000 10000 Тумба для iнструмента
Ш=600 мм L=600мм 700 2800 Стіл для инструмента
Ш=1000 мм L=1000 мм 700 2800 Пiдставка пiд ноги
Ш=600 мм L=1500 мм 600 2400 Контейнер для для виробив Ш=1500 мм L=1500 мм 1000 2000 Комплект iнструмента
— 800 3200 Всього 28 — — 176000
4.8 Визначення необхідної кількості робітників
Кількість виробничих робітників визначається по кожній операції окремо по формулі
де Фео = 1840 год. – ефективний річний фонд часу робітника; Квп = 1,05 – 1,1 коефіцієнт перевиконання норм часу.
Приймаємо 1 чоловік
Приймаємо 1 чоловік
Приймаємо 1 чоловік
Приймаємо 1 чоловік.
Загальна кількість робітників потрібна для складання паливного насосу становить ΣРо= 4 чоловік
Визначаємо середню кваліфікацію робітників
4.8.1 Визначення потрібної кількості допоміжних робітників, керівників спеціалістів, некваліфікованого персоналу Кількість допоміжних робітників приймаємо в відсотковому відношенні від загальної кількості виробничих робітників КДОП – ( 25 – 30)%, кількість ККС – (10 – 13 )% від загальної кількості виробничих та допоміжних, для КНП – (1 – 3 )%. Визначаємо кількість допомiжних робітників
Приймаємо наступний професіональний склад: - слюсар – складальник - 1 чол. - електрик - 1 чол. Всього приймаємо 2 чол. Визначаємо кількість керівників, спеціалістів
Приймаємо наступний склад: - старший майстер 1 чол. Всього приймаємо 1 чоловік. Визначаємо кількість некваліфікованого персоналу
Приймаємо: - прибиральник 1 чол.
Таблиця 4.5 – Зведена відомість робітників на дільниці Назва категорії працівників
Кількість чол. По змінах У % від кількості виробничих робітників У % від загальної кількості робітників 1 2 Виробничі робітники 4 4 — — 50 Допоміжні робітники 2 2 — 50 25 Керівників 1 1 — 25 12,5 Некваліфікованих 1 1 — 25 12,5 Всього 8 8 — — 100
4.9 Визначення площі дільниці
Виробнича площа дільниці визначається на основі даних про кількість виробничого обладнання і робочих місць, питомої площі, що приходиться на одиницю обладнання або на одного виробничого робітника в найбільшу зміну. Ао = Ро × Ар (4.8)
де Ро – кількість виробничих робітників в найбільшу зміну; Ар – питома площа , що приходиться на одного виробничого робітника. Питома площа це площа , що включає в себе площу що займає сам робітник, обладнання і зібраний виріб , а також проходи і інші технологічні площі.
Таблиця 4.6 – Питома площа на одного виробничого робітника Назва дільниці Питома площа, м² Зовнішньої чистки 35 Розбирально – складана 35 Складання деталей 35 Комплектувальне 18 Випробувальне 35 Паливної апаратури 18 Мідницько- жерстяне 20 Електроремонтне 12 Механічне 30 Слюсарно- ремонтне 18 Столярне 15 Вулканізаційне 12
Виходячи з цих даних визначаємо виробничу площу
Ао = 4 ∙ 35 = 140м2
Площадка для між операційного контролю приймається в розмірі 3…5% від загальної площі дільниці.
140 ∙ 5 / 100 = 7 м2 .
Робоче місце майстра приймають 6 м2. Ізолятор браку має площу 10…12 м2. Площа інструментально-роздавальної комори приймають із розрахунку 0,30…0,35 м2 на одного виробничого робітника.
4 ∙ 0,30 = 1,2 м2 .
Площу конторських приміщень приймають із розрахунку 3 м2 на одного співробітника. Площа індивідуального кабінету приймається 10…15 м2. Розрахунок побутових приміщень при проектуванні виробничих дільниць, як правило не проводять. Визначаємо загальну площу дільниці
Азаг = 140 + 7+ 6 + 12+1,2+3+15 =184,2 м2
Приймаємо – 216 м2
У відповідності з будівельних норм приймаємо товщину стін в дві цеглини -510 мм; товщину перегородок -250 мм; розміри цегляних колон -500 х 500 мм; висоту приміщень -6 м; ширину воріт - 3 м; ширина вікон -4 м.
5 Організаційний розділ
5.1 Опис транспортних та підйомно – транспортних засобів. Організація цехового транспорту
Виробничі підприємства характеризуються великою різноманітністю та обсягом вантажів, які потребують застосування різних видів піднімально-транспортних засобів. Визначить, які піднімально-транспортні засоби необхідно застосувати і навести технічну характеристику. Для підвищення ефективності складальних робіт визначити застосування засобів автоматизації і механізації виробничого процесу. Навести характеристику механізованого інструменту та пристроїв. Необхідна кількість електрокар і візків на рейкових коліях визначається по формулі
де Q – орієнтовно приймається 50% маси добової програми дільниці, кг; q – продуктивність для електрокар – 3500 кг/год., для візків на рейкових коліях – 5000 кг/год. Вантажопіднімальність і характер піднімально-транспортного обладнання вибирають з урахуванням призначення дільниці. Для складальних дільниць приймається одна кран-балка або один кран на кожні 50...60 м довжини дільниці.
5.2 Організація технічного контролю та місця слюсаря – складальника
Визначити задачі організації технічного контролю: - встановити раціональну структуру служби технічного контролю; - визначити об’єкти контролю, об’єми і склад контрольних операцій; - визначити види і методи контролю; - розробити заходи по удосконаленню організації технічного контролю. Планування робочих місць і систему їх обслуговування розробляти по типовим проектам організації робочих місць слюсарів – складальників. Відповідно до прийнятих схем передбачається: 1.Забезпечення мінімально необхідних відстаней переміщення слюсарів – складальників в процесі роботи в межах до 1,5 м. 2.Наявність на робочому місці необхідної оснастки , тари і інструмента, робочої документації та ін. 3. Доставка заготовок, деталей, інструмента оснастки робочими, що обслуговують виробництво. 4. Одержання на робочому місці завдання і інструктажів від майстра. 5.Підводка сіті для підключення пневматичного або електричного інструменту на робочому місці. 6. Виконання роботи в положенні “сидячи” або “стоячи”. Температура повітря в зоні робочого місця забезпечується не нижче 16°С. Вологість повітря не більше 75%. Освітлення в зоні робочого місця, працюючих при загальному освітленні, знаходиться в межах 200…300 Лк. При плануванні робочого місця необхідно враховувати : можливість вільного доступу робочого до любої частини вузла складання. Робоче місце розташовують таким чином, щоб світло падало зліва. Приклад планування робочого місця слюсаря - складальника у відповідності до вимог
5.3 Техніка безпеки, виробнича санітарія та пожежна безпека
Санітарно-побутові приміщення повинні мати гардероб для зберігання робочої та домашнього одягу, душеві, вмивальники і кімнати для приймання їжі та відпочинку. Кількість душових визначається залежно розрахунку одна кімната на п’ятьох чоловіків. На дільниці повинно бути передбачено фонтанчик або спеціальні бачки з нержавіючої сталі для питної води. Вимоги до освітлення: використовувати лампи з відбивателями для місцевого та загального освітлення. Напруження місцевого освітлення не повинно перевищувати 12В. Напруження пересувного інструмента у приміщеннях з підвищеною безпекою. А також поза приміщенням – не бі- льше 26В. Світильники місцевого призначення повинні бути закріпленні на спеціальних кронштейнах, які дозволяють змінювати направлення світла. На виробничих дільницях повинно бути передбачено аварійне освітлення, яке підключають до сіті, яке не залежить від основного освітлення. Воно включається автоматично при відключенні основного освітлення. Приміщення , які наповнені вибухові небезпечними парами, повинні освітлюватися через захисне скло, яке встановлено у стелі або стінах, електропроводка цих дільниць – у вибухові безпечному виконанні. Скло вікон і ліхтарів регулярно очищаються від пилу та бруду. Чистка світильників та профілактичні огляди виробництва тільки при відключеній напрузі питомої сіті. Виробничі приміщення обладнанні вентиляцією та централізованим опаленням. основні задачі та дати перелік інвентарю, який вивішується на пожежному щиті. Кількість щитів приймається з розрахунку : один щит на 300…400 м2 виробничої площі, один вогнегасник на 50 м2 площі, один ящик з піском об¢ємом 0,5 м3 на 100 м2 виробничої площі( ГОСТ 12.004-85, ГОСТ 12.3.003-84). Гранично допустима норма концентрації вуглецю не більше 20 мг/м3, аерозолі свинцю 0,01 мг/м3 ( ГОСТ 12.1.005-86). Переносне освітлення застосовувать напругою не більше 36 В, шум і вібрації , що виникають при роботі обладнання , не більше 80 дБ ; виділення наждачної пилі при роботі на точильних станках не більше 5 мг/м3 . Для захисту робітників від враження електричним струмом повинні бути заземлені всі механічні частини електрообладнання, які можуть опинитися під напругою вразі пробою фазного дроту на масу. В якості заземлення корпусів електродвигунів використовується стальна полоса перерізом 20 х 4 мм, проложена відкрито і зварена в накладку. Один раз на рік перевіряють опір заземлення, який повинен бути не більше 4 Ом і опір ізоляції дротів, який повинен бути не низ ще 500000 Ом (ГОСТ 12.1.030-81). Для боротьби з шумом і вібрацією застосовуються точна центрівка і пригонка усіх рухомих частин обладнання, переміщення привідних і натяжних станцій конвеєра під полом, електродвигунів підйом ників. Всі рухомі частини технологічного обладнання повинні бути огороджені захисними кожухами. Температура повітря в зоні робочого місця допускається не низ ще 16 °С, вологість повітря – не більше 75%. Швидкість руху повітря не більше 10,5 м/с. Штучне освітлення в зоні робочого місця при загальному освітленні люмінісцентними лампами повинна бути 150 лк, лампами розжарювання – 100 лк. Протипожежний інвентар приймати із розрахунку один вогнегасник ОП-5 на 50 м2 площі дільниці і один ящик з піском об¢ємом 0,5 м3 на 100 м2 площі дільниці. Майстер виробничої дільниці , куди прийнятий або переведений робітник, проводить виробничий інструктаж на робочому місці. Він знайомить робітника з організацією технологічного процесу на дільниці, обладнанням, правилами експлуатації випробувальних стендів , застосування захисних засобів і спецодягу. Після перевірки знань , отриманих робітником , майстер записує у спеціальний журнал прізвище, ім’я та по батькові робітника, дату проведення інструктажу під розпис.
6 Економічний розділ
6.1 Розрахунок фонду заробітної плати
6.1.1 Розрахунок фонду оплати праці основних робітників Для цього розрахунку потрібно визначити нормовану заробітну плату,премії, додаткову а також середню заробітну плату та відрахування із фонду заробітної плати використовувати дані трудомісткості по операціям , чисельності робітників. Фонд тарифної заробітної плати основних виробничих робітників визначаємо за формулою, грн.:
де ΣР– розцінка на операцію; N – річна програма.
Розцінку на операцію визначаємо за формулою за кожною операцією окремо, грн.:
де Сч – часова тарифна ставка; Нч – норма часу на операцію нормо – годин;
Р005=15,765*0,0042=0,066 грн.
Р010=15,765*0,0236=0,372грн.
Р015=15,765*0,016=0,252 грн.
Р020=15,765*0,028=0,441 грн.
Р025=15,765*0,0125=0,197 грн.
Р030=15,765*0,0616=0,971грн.
Р035=15,765*0,073=1,15 грн.
Визначаємо сумарну розцінку на складання
ΣР=3,443 грн
Розраховуємо основний фонд заробітної плати та премії – 30% від фонду прямої заробітної плати, грн.:
де Фтар – тарифний фонд заробітної плати основних робітників; П – премії. Визначення премії, грн.:
Фонд додаткової заробітної плати розраховується за формулою, грн.:
Обчислюємо загальний фонд оплати праці основних робітників за формулою, грн.:
Обчислюємо середню заробітну плату основних робітників за формулою, грн.:
де Росн – чисельність основних виробничих робітників
Відрахування від фонду заробітної плати за формулою, грн.:
де α% - відсоток відрахування на соціальні потреби Результати розрахунків заносяться у таблицю 6.1
Таблиця 6.1 – Розрахунок фонду заробітної плати основних робітників Найменування елементів фонду оплати праці Сума ,грн. 1 2 1 Тарифна заробітна плата 72303 2 Премія 21690,9 3 Додаткова заробітна плата 18798,78 4 Загальний фонд заробітної плати основних робітникiв 112792,68 5 Середня заробітна плата основних робітників 2346,8 6 Відрахування від фонду заробітної плати 44011,7
6.1.2 Розрахунок фонду оплати праці допоміжних робітників Для оплати праці допоміжних робітників використовуємо погодинно – преміальну систему заробітної плати Тарифний фонд заробітної плати допоміжних робітників окремої професії, грн.:
де Рдоп – сумарна кількість допоміжних робітників окремої професії; Фр – ефективний річний фонд часу робітника; Сч – годинна тарифна ставка робітника окремої професії,
Розрахунок фонду оплати праці допоміжних робітників виконуємо аналогічно розрахунку фонду ЗП основних виробничих робітників. Заповнюючи таблиці 6.2 та 6.3
Таблиця 6.2 – Фонд заробітної плати допоміжних робітників Професія Кількість осіб Розряд Сч Робочий час Заробіток по тарифу Премія Фосн Одного Всіх % Сума 1 2 3 4 5 6 7 8 9 10 слюсар –ремонтник 1 5 13,14 1776 1776 23336,64 25 5834,16 29170,8 електрик 1 5 13,14 1776 1776 23336,64 25 5834,16 29170,8 Всього 2 - - - - 46673,28 - 11668,32 58341,6
Фонд додаткової заробітної плати розраховується за формулою, грн.:
Обчислюємо загальний фонд оплати праці допоміжних робітників за формулою, грн.:
Обчислюємо середню заробітну плату допоміжних робітників за формулою, грн.:
де Рдоп – чисельність допоміжних робітників.
Відрахування на соціальні потреби, грн.:
де α% - відсоток відрахування на соціальні потреби
Таблиця 6.3 – Розрахунок фонду заробітної плати допоміжних робітників Найменування елементів фонду оплати праці Сума, грн. 1 2 1 Тарифна заробітна плата 46673,28 2 Премія 11668,32 3 Додаткова заробітна плата 11668,32 4 Всього фонд заробітної плати допоміжних робітників 70009,92 5 Відрахування від фонду заробітної плати 25868,66 6 Середня заробітна плата допоміжних робітників 2917,08
6.1.3 Розрахунок фонду оплати праці керівників спеціалістів та некваліфікованих робітників Формою оплати праці для керівників є місячні оклади. Фонд заробітної плати спеціалістів та некваліфікованих робітників не має додаткового фонду, так як їхня праця оплачується за твердо встановленими окладами згідно штатного розкладу. Заробітна плата керівного інженерно – технічного складу обчислюється за формулою. грн.:
де Мок - місячний оклад інженерно – технічного робітника; Ркс – кількість керівників спеціалістів; 12 – місяців у році.
Розрахунок виконуємо аналогічно розрахунку фонду ЗП основних виробничих робітників. Заповнюючи таблицю 6.4
Таблиця 6.4 – Розрахунок фонду оплати праці керівників, спеціалістів та некваліфікованих робітників Найменування посади Кількість чоловіків Місячний оклад грн. Основний річний фонд ЗП грн. Фон Керівники, спеціалісти Старший майстер 1 3800 45600 Всього 1 - 45600 Некваліфіковані робітники Прибиральник 1 1200 14400 Всього 1 - 14400
Обчислюємо фонд заробітної плати керівників, спеціалістів Обчислюємо премію із фонду матеріального заохочення ФМЗ для керівників, спеціалістів, грн.:
де Фосн - основний річний фонд керівників, спеціалістів
Загальний фонд оплати керівників, спеціалістів обчислюється за формулою, грн.:
Обчислюємо середню заробітну плату керівників, спеціалістів за формулою, грн.:
де Ркс – чисельність керівників, спеціалістів Відрахування на соціальні потреби обчислюються за формулою, грн.:
де α% - відсоток відрахування на соціальні потреби
Обчислюємо фонд заробітної плати некваліфікованих робітників Обчислюємо премію із фонду матеріального заохочення ФМЗ для некваліфікованих робітників, грн.:
де Фосн – основний річний фонд некваліфікованих робітників
Загальний фонд оплати некваліфікованих робітників обчислюється за формулою, грн:
Обчислюємо середню заробітну плату некваліфікованих робітників за формулою, грн.:
де Рнк – чисельність некваліфікованих робітників
Відрахування на соціальні потреби обчислюються за формулою, грн.:
де α% - відсоток відрахування на соціальні потреби
Таблиця 6.5 – Зведений розрахунок ФОП всіх категорій працівників по підприємству Категорія Кількість осіб Тарифний фонд, грн. фТАР Премія Додаткова ЗП Премія із Фмз, грн. Загальний фонд ЗП Відрахування на соціальне страхування грн. Середня ЗП Основні робітники 4 72303 21690,9 18798,78 --- 112792,68 44011,7 2346,8 Допоміжні робітники 2 46673,28 11668,32 11668,32 --- 70009,92 25868,66 2917,08 Керівники, спеціалісти 1 45600 --- --- 18240 63840 23588,88 5320 Некваліфіковані робітники 1 14400 --- --- 2880 17280 6384,96 1440 Всього 8 178976,28 33359,22 30467,1 21120 263922,6 99854,2 12023,88
6.2 Розрахунок калькуляційної собівартості та ринкової ціни складання вузла
Таблиця 6.6 – Методика розрахунку калькуляційної собівартості та ринкової ціни складання вузла Статті калькуляції Одиниці виміру Розрахункова формула на програму Розрахункова формула на одиницю складання 1 2 3 4 1 Основна заробітна плата виробничих робітників (Фосн) грн. Фтар – фонд тарифної ЗП П – Премія де Кпр = 1,3 – коефіцієнт премії 2 Додаткова заробітна плата (Фдод) грн. 3. Відрахування на соціальні потреби та в бюджет (Фвід) грн.
Продовження таблиці 6.6 1 2 3 4 4. Витрати на сировину і матеріали (Вм) грн. де α с/м % = 2 – 40% - відсоток сировини та матеріалів де α с/м % = 2 – 40% - відсоток сировини та матеріалів 5 Витрати на запасні частини (Вз/ч) грн. де α з/ч % = 20 – 50% - відсоток запасних частин 6 Витрати на утримання та експлуатацію обладнання(ВЕУО) грн. де де 7 Загально – виробничі витрати (Взвв) грн. 8 Всього виробнича собівартість (Свир) грн.
Продовження таблиці 6.6 1 2 3 4 9 Адміністративні витрати ( Вадм) грн. де αадм% = 10 – 40% - відсоток адміністративних витрат де αадм% = 10 – 40% - відсоток адміністративних витрат 10 Витрати на збут (Взб) грн. де αзб % = 1 – 5% - відсоток збутових витрат де αзб % = 1 - 5% - відсоток збутових витрат 11 Повна собівартість (Спов) грн. 12 Прибуток (П) грн. де Р % - відсоток рентабельності Р = 20 – 30% - для ринкових структур е Р % - відсоток рентабельності
13 Ціна виробника без ПДВ (Цв) грн. де Спов – повна собівартість П – прибуток де Спов – повна собівартість П – прибуток 14 Податок на додану вартість (ПДВ) грн. де ПДВ = 20% - податок на додану вартість податок на додану вартість Продовження таблиці 6.6 1 2 3 4 15 Ціна виробника з ПДВ (ЦвзПДВ) грн.
Таблиця 6.7 – Калькуляційна собівартість та ринкова ціна виробника складання двигуна (вузла ) Найменування статей витрат Сума витрат на програму, грн. Собівартість на одиницю виконаних робіт, грн. Відсоток витрат,% 1 2 3 4 1 Основна заробітна плата 93993,9 4,47 21,17 2 Додаткова ЗП 18798,78 0,89 4,2 3 Відрахування в бюджет 44011,7 2,09 9,9 4 Витрати на матеріали, сировину 23498,47 1,11 5,25 5 Витрати на запасні частини 37597,56 1,79 --- 6 Витрати на утримання та експлуатацію обладнання 150390,24 7,16 33,91 7 Загальновиробничі витрати 112792,68 5,37 25.43 8 Виробнича собівартість 443485,77 21,11 100
1 2 3 4 9 Адміністративні витрати 110871,44 5,27 --- 10 Витрати на збут 13304,57 0,63 --- 11 Повна собівартість 567661,78 27,03 --- 12 Прибуток 141915,44 6,75 --- 13 Ціна виробника без ПДВ 709577,22 33,78 --- 14 Податок на додану вартість ПДВ 141915,44 6,75 ---- 15 Ціна виробника з ПДВ 851492,66 40,54 ---
6.3 Визначення показників ефективності використання праці та рентабельності продукції
Таблиця 6.8 – Показники ефективності використання праці та рентабельності Назва показника Визначення Формула Розрахунок показника
Продуктивність праці Відношення вартості або кількості виготовленої продукції (ВП) до витрат живої праці, що
Продовження таблиці 6.8 Назва показника Визначення Формула Розрахунок показника
відображається кількістю відпрацьованих люд. – год. (ЖП), відображає кількість продукції, що виготовляться за одиницю робочого часу
Зарплатомісткість продукції Відношення фонду оплати праці (Фоп) до вартості виготовленої продукції ( у гуртових цінах) за певний період (ВП)
Рентабельність виробу Відношення прибутку (П) на одиницю виробу до собівартості (С)цього виробу
Для отримання правильного уявлення характеристики спроектованої виробничої дільниці необхідно мати комплекс показників, які характеризують організацію роботи дільниці.
Таблиця 6.9 – Техніко – економічні показники господарської діяльності дільниці Найменування показника Одиниці виміру Вираження показника 1 2 3 Річний випуск продукції у натуральних вимірниках шт.
Трудомісткість річного об’єму випуску нормо – год.
Загальна кількість працюючих чол.
Основних робітників чол.
Допоміжних робітників чол.
Керівники спеціалісти чол.
Некваліфіковані робітники чол.
Річний фонд ЗП робітників грн.
Основних робітників грн.
Допоміжних робітників грн.
Керівники спеціалісти грн.
Некваліфіковані робітники грн.
Середньомісячна заробітна плата по категоріям грн.
Основних робітників грн.
Допоміжних робітників грн.
Керівники спеціалісти грн.
Некваліфіковані робітники грн.
Витрати на одиницю продукції - - Трудомісткість нормо – год.
Собівартість одиниці продукції грн.
Продовження таблиці 6.9 1 2 3 Плановий прибуток - - Виручка від реалізації грн.
Рентабельність виробу грн.
Прибуток одиниці продукції грн.
Ціна одиниці продукції з ПДВ грн.
Висновки до дипломного проекту
Студент повинен проаналізувати позитивні та негативні показники, запропонувати шляхи вирішення та можливі методи вдосконалення спроектованого двигуна. Дати коротку характеристику спроектованій дільниці, обґрунтувати розміщення обладнання. Повинен описати основні техніко – економічні показники спроектованої дільниці.
Список рекомендованої літератури
1. Абрамчук, Ф. І., Гутаревич, Ю. Ф., Долганов, К. Є., Тимченко, І. І. Автомобільні двигуни: Підручник. – К.: Арістей, 2004. – 476с. 2. Автомобильные двигатели: Курсовое проектирование: учеб. пособие /М. Г. Шатров, И. В. Алексеев, С. Н. Богданов и др. ; под. ред. М. Г. Шатрова. – М.: Издательский центр “Академия”, 2011. – 256с. 3. Расчет автомобильных и тракторних двигателей: Учеб. пособие для вузов/ А. И. Колчин, В. П. Демидов. – 4е изд., стер. – М.: Высш.шк., 2008. – 469с.: ил. 4. Методичні вказівки до виконання дипломного проекту, Херсон – 2012. 5. Краткий автомобильный справочник. Гос. НИИ автомоб. трансп. 8-е изд. перераб. и доп. – М. Транспорт,1979,- 464с. ил. табл. 6. Електронний підручник. Краткий автомобильный справочник. – 10 изд., перераб. и доп. – М.: Транспорт, 1985. – 220с., ил., табл. – (Гос. науч.-ислед. ин-т. автомоб. трансп.) 7. Технология двигателестроения: Учебник/ А. Л. Карунин, О. А. Дащенко, В. И. Гладков и др.4 Под. ред.. А. И. Дащенко. – 3-е изд., перераб. и доп. – М.: Высш.шк., 2006. – 468с.: ил. 8. Двигуни внутрішнього згоряння: Серія підручників у 6 томах. Т.1. Розробка конструкцій форсованих двигунів наземних транспортних машин. /За редакцією проф. А.П. Марченка, засл. діяча науки України, проф. А.Ф. Шеховцова – Харків: Видавн. центр НТУ “ХПІ”, 2004. – 492 с. 9. Двигуни внутрішнього згоряння: Серія підручників у 6 томах. Т.2. Доводка конструкцій форсованих двигунів наземних транспортних машин. / За редакцією проф. А.П. Марченка, засл. діяча науки України проф. А.Ф. Шеховцова – Харків: Видавн. центр НТУ “ХПІ”, 2004. – 366 с. 10. Автомобильные двигатели: учебник для студ. высш. учеб. заведений / [М. Г. Шатров, К. А. Морозов, И. В. Алексеев и др.]; под ред. М. Г. Шатрова. – 2-е изд., испр. – М.: Издательский центр «Академия», 2011. – 464 с. 11. Ягудин М.Л. Технология производства двигателей внутреннего сгорания.М.-Машиностроение.1981. 12. Общемашиностроительные нормативы времени на слесарную обработку деталей и слесарно- сборочные работи по сборке машин и приборов в условиях массового, крупносерийного и среднесерийного типов производства..М. Экономика. 1991. 13. Проектирование машиностроительных заводов и цехов . Под общ. редак. Е.С. Ямпольского.М. 1975. 14. Справочная книга для проектирования электрического освещения. Под. ред. Г. М. Кнорринга. Л., «Энергия», 1976. 15. Архангельский Ю.А. Коган Э.И. Охорона труда и противопажарная защита на автомобильном транспорте. М. Транспорт.1979. 16. Юдин Е.Я. Охрана труда в машиностроении. М. Машиностроение.1977. 17. Правила устройства и безопасной эксплуатации грузоподъемных машин.М. Металлургия.1975. 18. Суханов Б.Н,Борзих И.О, Бедарев Ю.Ф. Техническое обслуживание и ремонт автомобилей. М. Транспорт. 1985 19. Тарасюк Г.М., Шваб Л.І. Планування діяльності підприємства. Навч. Посіб. – К.: «Каравела», 2003 – 432с 20. Тарасюк Г.М., Планування діяльності підприємства. Практикум: Навчальний посібник. – К.: Кондор, 2004 21. Петрович Й.М., Захарчин Г.М. Організація виробництва: Практикум. – К: Центр навчальної літератури,2005 22. Зінь Е.А.,Турченюк М.О. Планування діяльності підприємства: Підручник. – К.: ВД «Професіонал»,2004 23. Бондар Н.М., Економіка підприємства: Навч. Посіб. – К.: Видавництво АСК,2004 24. Плоткін Я.Д., Янушкевич О.К. Організація і планування виробництва на машинобудівному підприємстві: Навч. Видання. – Львів: Світ,1996
|
||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 5; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.93.198 (0.018 с.) |

 (4.1)
(4.1) , шт.
, шт. , шт.
, шт. , шт.
, шт. , шт.
, шт. , шт.
, шт. , шт.
, шт. , шт.
, шт.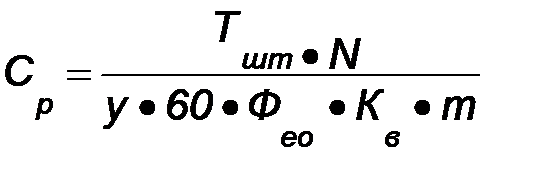 , (4.2)
, (4.2) (4.3)
(4.3)
 (4.4)
(4.4) ,чол.
,чол. ,чол
,чол ,чол
,чол ,чол
,чол
 , (4.5)
, (4.5)
 (4.6)
(4.6)
 (4.7)
(4.7)
 (5.1)
(5.1)
 , (6.1)
, (6.1) 3,443*21000=72303грн
3,443*21000=72303грн , (6.2)
, (6.2) (6.3)
(6.3)  , (6.4)
, (6.4) (72303*30)/100=21690,9грн
(72303*30)/100=21690,9грн 72303+21690,9=93993,9грн
72303+21690,9=93993,9грн , (6.5)
, (6.5)  ,
,  (6.6)
(6.6)
 , (6.7)
, (6.7)
 , (6.8)
, (6.8)
 , (6.9)
, (6.9)
 , (6.10)
, (6.10) ,
,  , (6.11)
, (6.11)
 , (6.12)
, (6.12)
 (6.13)
(6.13)
 , (6.14)
, (6.14)
 , (6.15)
, (6.15)
 , (6.16)
, (6.16)
 , (6.17)
, (6.17)
 , (6.18)
, (6.18)
 , (6.19)
, (6.19)

 , (6.21)
, (6.21)
 (6.22)
(6.22)

 ,
,
 де α дод% = 6 – 20% - відсоток додаткової заробітної плати
де α дод% = 6 – 20% - відсоток додаткової заробітної плати
 , де lвід = % - відсоток на соціальні відрахування та в бюджет
, де lвід = % - відсоток на соціальні відрахування та в бюджет
 де α з/ч % = 20 – 50% - відсоток запасних частин
де α з/ч % = 20 – 50% - відсоток запасних частин ,
,  = 120% - 200% - відсоток на утримання та експлуатацію обладнання
= 120% - 200% - відсоток на утримання та експлуатацію обладнання ,
,  =120% -200% - відсоток на утримання та експлуатацію обладнання
=120% -200% - відсоток на утримання та експлуатацію обладнання , де
, де  = 90% - 150% - відсоток ЗВВ
= 90% - 150% - відсоток ЗВВ , де
, де  =90% -150% - відсоток ЗВВ
=90% -150% - відсоток ЗВВ
 ,
, ,
,  ,
,  ,
,

 ,
, ,д
,д ,
, ,
, ,
, де ПДВ = 20% -
де ПДВ = 20% -