
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Описание устройства и принципа работы приспособления.Содержание книги
Поиск на нашем сайте
4. КОНСТРУКТОРСКАЯ РАЗРАБОТКА
Изм.
Лист № докум. Подпись Дата Лист
ДП.ПЗ
Разраб. Мороpов К.А Провер. Волхонов Р.М. Т. контр. Волхонов Р.М. Н. Контр. Волхонов Р.М.
Утверд. Курбатов А.Е.
Конструкторская разработка Лит. Листов
ФГОУ ВПО КГСХА
Изм. Лист № докум. Подпись Дата Лист ДП.7776.44.17.ПЗ 4.1. Анализ приспособлений для обжима гильзы. Известно устройство для центрирования обрабатываемых деталей, в котором узел центрирования состоит из шариков и упругого элемента в виде тонкостенной неметаллической гильзы с установочной поверхностью для базирования детали. Выбор зазора между установочной поверхностью гильзы и диаметром базирования обрабатываемой детали происходит за счет деформации гильзы. Эта деформация весьма мала и составляет обычно несколько сотых долей мм. Поэтому такие устройства предназначены для центрирования деталей с одинаковым диаметром базирования. Наиболее близким по технической сущности и достигаемым результатам является устройство, в котором узел центрирования состоит из шариков, расположенных в радиальных отверстиях корпуса и упругих пластин, снабженных антифрикционными накладками. Упругие пластины расположены в продольных пазах на внешней поверхности корпуса, соединенных с радиальными отверстиями. Упругие пластины в продольных пазах закреплены винтами, причем отверстия под винты выполнены в виде пазов в упругих пластинах, что обеспечивает некоторое перемещение их при воздействии на них шариков. Данное устройство имеет следующие недостатки: деформация упругих пластин, удерживаемых винтами, невелика, и поэтому диапазон диаметров базирования обрабатываемых деталей соответственно мал, сложность конструкции узла центрирования. Так, узел центрирования состоит из 30 деталей (12 шариков, 6 упругих пластин, 6 антифрикционных накладок, 6 удерживающих винтов). Конструкция требует фрезерования шести пазов под упругие пластины с антифрикционными накладками на внешней поверхности корпуса, причем глубина этих пазов должна быть выполнена с высокой точностью, а антифрикционные накладки требуют шлифования по установочным поверхностям. Кроме того, базирование осуществляется только по внутреннему диаметру обрабатываемой детали, что делает его не приемлемым для обработки отверстий.
Изм. Лист № докум. Подпись Дата Лист ДП.7776.44.17.ПЗ Так же существует такое приспособление как цанга (от нем. Zange), приспособление в виде пружинящей разрезной втулки для зажима цилиндрических или призматических предметов. Со стороны головки цанга имеет осевые прорези, разделяющие лепестки — зажимные кулачки. Зажим предмета происходит под действием осевого усилия, приложенного к наружной или внутренней (при зажиме предмета за его внутреннюю поверхность) конической части цанги. Недостатками являются сложность в изготовлении и дороговизна изделия. Наряду с установочными и зажимными устройствами применяют и установочно-зажимные конструкции. Их назначение — по возможности точно ориентировать деталь на станке по базовой поверхности и закрепить ее в этом положении. Распространенным установочно-зажимным элементом приспособления является разжимная цанга с фиксирующими поверхностями по наружному или по внутреннему диаметру. Цанга обеспечивает точность центрирования порядка 0,10—0,15 мм, Для успешной работы цанги необходимо, чтобы базовый диаметр был обработан с точностью не ниже 3-го класса.
Более совершенной конструкцией установочно-зажимных элементов, получившей широкое распространение в автомобильном производстве, являются оправки со специальным составом внутри — гидропластмассой, способным передавать зажимное усилие. Эти элементы приспособлений создаются для воздействия на наружный или внутренний базовый диаметры. Точность центрирования в гидропластмассовых зажимах значительно выше, чем в разжимных цангах и равна величине порядка 0,03 мм. Схема предлагаемого устройства приведена на рис 4,1.
Изм. Лист № докум. Подпись Дата Лист ДП.7776.44.17.ПЗ
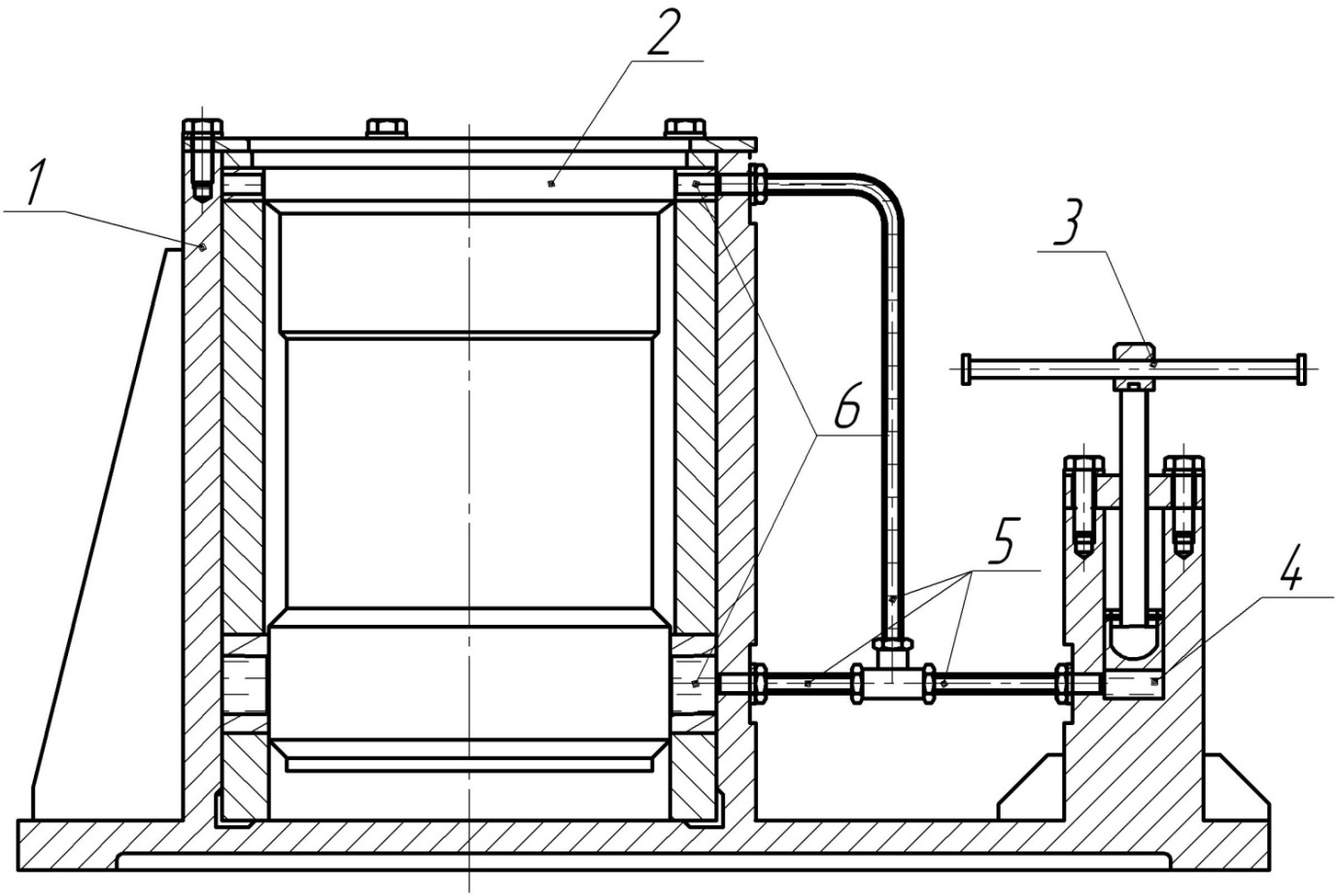
Рис 4.1. Оправка с тонкостенной гильзой. Устройство предназначено для центрирования и закрепления гильзы цилиндра при операциях растачивание и хонингование. Устройство состоит из металлического корпуса 1 в котором находится гильза 2. При закручивании винта 3 создаётся давление в рабочем цилиндре 4 которое по трубкам с гидропластом 5 передаётся на кольца гидропластмассы 6. Гидропластмассовые кольца в свою очередь центрируют и фиксируют гильзу цилиндра 7 с достаточной точностью на станке.
Гидропластмасса (гидропласт) представляет упругое тело, по внешнему виду напоминающее очень мягкую незавулканизированную резину светло-коричневого цвета. Существует несколько рецептов ее приготовления. Одна из марок гидропластмассы МАТИ-1-4 имеет следующий химический состав: полихлорвиниловая эмульсионная смола— 100 вес. частей; дибутил-фталат — 290 вес. частей; вакуумное масло марки ВМ-4— 100 вес. частей и стеарат кальция — 4 весовых части. Смесь этих материалов варится в глицериновой бане при температуре 150—160° С в течение 2,5—3 час.
Изм. Лист № докум. Подпись Дата Лист ДП.7776.44.17.ПЗ Гидропластмасса заливается в приспособления, предварительно подогретые до температуры 100° С. Перед заливкой массу подогревают также в глицериновой или масляной бане до 100°С (до расплавления) и в таком виде заливают в полость приспособления. Гидропластмассовые приспособления используют для обработки точных зубчатых колес, колец, втулок, гильз (в том числе тонкостенных) с цилиндрической базой. Гидропластмассовые приспособления точно центрируют и равномерно закрепляют заготовку, что позволяет получить хорошие соосность и цилиндричность. Гидропластмассовым приспособлениям присущи и недостатки. Изготовление наполнителя и заливка его в полость приспособления должны производиться в отдельном помещении и требуют специального оборудования. Созданное в гидропластмассе рабочее давление уменьшается из-за утечек воздуха, распределенного в объеме наполнителя. Эти приспособления требуют повышенного внимания рабочего. Если рабочее давление в гидропластмассе создается при снятой заготовке, приспособление выходит из строя. Гидропластмассовые оправки диаметром менее 40—50 мм имеют малую радиальную жесткость.
|
||||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 4; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.219.252 (0.011 с.) |




