Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Лабораторно-практична робота №Содержание книги
Поиск на нашем сайте
З технічних вимірювань
ЗВІТ Тема: Виконав _________________________ Факультет ___________________група________________________ Прийняв________________________ Львів 2010 ЛАБОРАТОРНО-ПРАКТИЧНА РОБОТА №5 КОНТРОЛЬ ДЕТАЛЕЙ КАЛІБРАМИ ТА ШАБЛОНАМИ Мета роботи - ознайомлення з плоскопаралельними кінцевими мірами довжини, калібрами та шаблонами, а також придбання практичних навиків користування плоскопаралельними кінцевими мірами довжини, калібрами, шаблонами та їх налагодження.
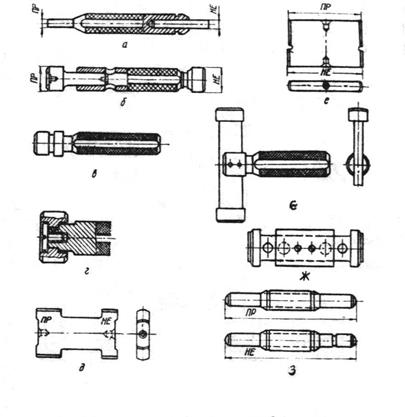
Загальні відомості На виробництві, особливо в масовому і великосерійному, контроль деталей здійснюють калібрами та шаблонами. Калібри та шаблони - це безшкальні вимірювальні інструменти, які слугують не для визначення числового значення контрольованого параметра, а для з’ясування того, чи знаходиться контрольований параметр між доступними границями або чи виходить за ці межі (деталь придатна або непридатна). Калібри класифікують: 1. За видом контрольованих виробів і параметрів: гладкі, різьбові, шліцьові, для контролю довжини, глибини, висоти, для взаємного розташування поверхонь тощо. 2. За кількістю одночасно контрольованих елементів: елементні, комплексні. 3. За умовами оцінки придатності деталі: нормальні і граничні (прохідні і непрохідні). Найбільш поширеними є гладкі граничні калібри для контролю циліндричних поверхонь деталей. 4. За технологічним призначенням: робочі і контрольні. Робочі калібри використовують для контролю деталей на робочих місцях у процесі їх виготовлення (ПР – прохідний робочий; НЕ – непрохідний робочий). Контрольні калібри використовують для контролю або регулювання робочих калібрів (К-ПР – контрольний калібр для контролю прохідного робочого калібра; К-НЕ – контрольний калібр для контролю непрохідного робочого калібра; К-С – контрольний калібр для контролю спрацювання прохідної сторони робочого калібра). 5. За конструктивними ознаками: жорсткі, регульовані, односторонні, двосторонні. Для контролю отвору слугують калібри-пробки; для контролю вала – калібри-скоби. Калібри–пробки (рис. 25) за конструкцією: а – граничні двосторонні (для розмірів Ø 1...3 мм); б – граничні двосторонні з вставками (для розмірів Ø 1...50 мм); в – граничні односторонні; г – пробки з насадками (для Ø 30...100 мм); д – листові двосторонні (для Ø 18...100 мм); е – листові односторонні (для Ø 50...300 мм); є – неповні однограничні (для Ø 50...150 мм); ж – неповні однограничні з накладками (для Ø 150...360 мм) з – штихмаси і нутроміри (для великих діаметрів отворів, понад Ø 250 мм).
Рис. 25. Калібри–пробки
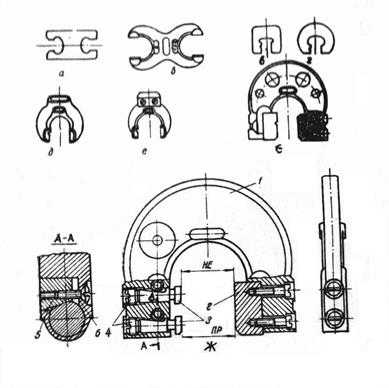
Калібри–скоби (рис. 26) за конструкцією: а – граничні двосторонні листові (для Ø 1...50 мм); б – граничні двосторонні штамповані (для Ø 3...100 мм); в – граничні односторонні прямокутні (для Ø 1...70 мм); г – граничні односторонні круглі (для Ø 1...180 мм); д – граничні односторонні штамповані (для Ø 3...50 мм); е – граничні односторонні штамповані (для Ø 50...170 мм); є – граничні односторонні виливок з вставками; ж – односторонні регульовані.
Рис. 26. Калібри–скоби
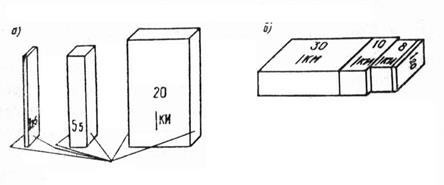
Наприклад, регульовані скоби (рис. 26, ж) дозволяють відтворення робочих розмірів, у зв’язку із спрацюванням. Вони допускають переналагодження на інший розмір (у незначних межах) і складаються з вилитого корпуса 1, до якого з одного боку гвинтами приєднано нерухому губку 2. Вставки 3 можна регулювати за прохідним і непрохідним розміром за допомогою гвинтів 4. Вставки стопоряться втулками 5 і гвинтами 6. Встановлення на розмір здійснюють за блоками плоскопаралельних кінцевих мір довжини. Кінцеві міри довжини (рис. 27) призначено для збереження одиниці довжини, перевірки, градуювання і встановлення вимірювальних приладів та систем на розмір, вимірювання точних виробів, пастування приладів тощо. Кінцеві міри довжини поділяють на взірцеві і робочі. Випускають їх у вигляді прямокутних паралелепіпедів із загартованої хромистої сталі або твердого сплаву. Робочі поверхні для них доводять до шорсткості (Rz = 0,1...0,05 мкм).
Рис. 27. Кінцеві міри довжини: а – окремі міри; б – блок мір
Стандартом передбачено 6 класів точності кінцевих мір довжини (0, 1, 2, 3, 4, 5). Найточніший – 0 клас. Інструментальна промисловість випускає набори кінцевих мір у спеціальних футлярах по 4, 10, 19, 38, 83, 112 штук, із необхідним спорядженням для них (рис. 28).
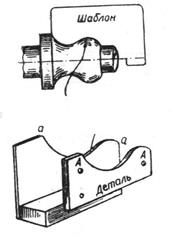
Рис. 28. Спорядження до кінцевих мір довжини: а – державка для вимірювання зовнішніх і внутрішніх розмірів; б – державка для розміточних робіт; в – боковики: плоскопаралельні, радіусні, центрові, рисувальні Шаблони (рис. 29) є калібрами нормального типу. Оцінка результатів вимірювань – за величиною просвіту між деталлю і шаблоном (візуально). Шаблони у більшості випадків мають спеціальне призначення (за винятком нормалізованих радіусних шаблонів – радіусомірів).
Рис. 29. Шаблони: а – вимірювання за величиною просвіту; б – вимірювання за формою контуру
Радіусні шаблони випускають також наборами. Вони слугують для контролю форми і розташування поверхонь деталей.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 563; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.231.160 (0.005 с.) |