Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Мікрометричними інструментами
Мета роботи – ознайомлення з конструкцією мікрометричних інструментів та методикою вимірювання лінійних і діаметральних розмірів деталей гладкими мікрометрами, мікрометричними глибиномірами і мікрометричними внутрішньомірами. Загальні відомості Метод вимірювання за допомогою мікрометричних інструментів контактний, абсолютний. Основним вузлом цих інструментів є гвинтова пара (гвинт – гайка), яка перетворює обертовий рух мікрогвинта на поступовий рух гайки. Мікрометричні інструменти мають дві шкали: поздовжню на стеблі і кругову 2 на барабані (рис. 6). Поздовжня шкала має два ряди штрихів, розміщені з двох боків горизонтальної лінії і зміщені між собою на 0,5 мм, тобто створено шкалу з ціною поділки 0,5 мм, що дорівнює кроку мікрогвинта. Кругова шкала має 50 поділок (ціна поділки – 0,01мм).
Рис. 6. Шкали мікрометричних інструментів (гладкого мікрометра)
По поздовжній шкалі відраховують цілі міліметри і 0,5 мм, по круговій шкалі - десяті і соті частки міліметрів. Приклад відліку розміру показано на рис. 6, де торець барабана 2 зайняв положення за вертикальною поділкою стебла 1, яка дорівнює 12,5 мм. З поздовжньою (горизонтальною) лінією збігається штрих 22 барабана. Заміряний розмір матиме: 12,5+0,22=12,72 мм. Сьогодні приладобудівна промисловість випускає такі мікрометричні інструменти: мікрометри гладкі, мікрометричні глибиноміри, мікрометричні нутроміри, спеціальні мікрометри – листові, трубні, зубомірні, різьбові. Перед вимірюванням завжди здійснюють перевірку нульового встановлення мікрометричних інструментів. а) Гладкий мікрометр (рис.7) застосовують для перевірки плоских і циліндричних деталей, а також для спеціальних вимірювань; при цьому перевірку правильності встановлення “на нуль” виконують у такій послідовності.
Рис. 7. Гладкий мікрометр
· обертають цифровий барабан 6 разом з мікрометричним гвинтом 5 за тріскачку 7 до змикання вимірювальних поверхонь торців мікрогвинта 5 і п’ятки 2 (до моменту прокручування тріскачки); · під час контакту вимірювальних поверхонь конусний торець цифрового барабана повинен зупинитися на початковій нульовій поділці шкали стебла, а нульова поділка цифрового барабана повинна розташуватись напроти поздовжнього штриха на стеблі 3. У стеблі запресовано різьбову гайку 4, для її стягування служить конусна гайка 9.
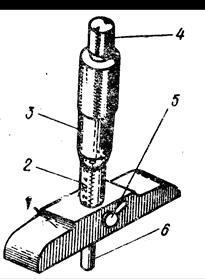
У разі неправильного налагодження „на нуль” мікрометра необхідно: · закріпити стопором 10 мікрогвинт 5; · звільнити корпус цифрового барабана 6 від мікрогвинта 5; для цього лівою рукою притримати скобу 1 і корпус барабана 6, а правою рукою відкрутити накидну гайку; · повернути корпус барабана 6, що вільно сидить на мікрогвинті 5, (повертають так, щоб здійснити встановлення „на нуль”); · з’єднати цифровий барабан 6 з мікрогвинтом 5, при цьому, притримуючи корпус барабана 6, закрутити накидну гайку 8. Під час перевірки мікрометрів з межами вимірювання 25...50, 75...50мм тощо торці мікрогвинта і п'ятки приводять до змикання зі спеціальною циліндричною встановлюваною мірою або з плоскопаралельною кінцевою мірою довжини розміром, рівним нижній межі вимірювання мікрометра, тобто 25, 50 мм тощо. Вимірювання гладким мікрометром виконують у такій послідовності: · встановлюють вимірювану деталь між поверхнями мікрогвинта 5 і п'ятки 2 і, обертаючи за тріскачку 7, доводять вимірювальні поверхні до контакту з поверхнею деталі; · закріплюють мікрогвинт 5 стопором 10; · здійснюють відлік розміру на стеблі 3 за шкалою з ціною поділки 0,5 мм навпроти торця цифрового барабана 6; · здійснюють відлік розміру за другим відліковим пристроєм за шкалою з ціною поділки 0, 01 мм, нанесеною на конусній поверхні барабана 6; · визначають розмір деталі сумуванням показів двох відлікових пристроїв (цілі і половини міліметра — за шкалою стебла, а соті частки міліметра — за шкалою барабана), а одержані результати заносять у звітну форму 2; · допустимі похибки показів мікрометрів з межами вимірювання до 25 мм, 50 мм, 75 мм, 100 мм становлять ±4 мкм, а з межами вимірювання 125 і 150 мм – 5 мкм. Для меж вимірювання до 175 і 200 мм допустимі похибки 6 мкм і для меж вимірювання 225, 250, 275 і 300 мм – 7 мкм. б) Мікрометричний глибиномір (рис. 8) призначено для вимірювання глибин пазів, глухих отворів, довжин і висот ступінчастих деталей. Перевірку його налагодження “на нуль” виконують у такій послідовності:
Рис.8. Мікрометричний глибиномір
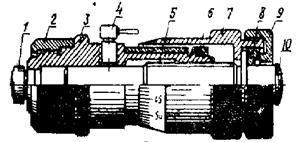
· встановлюють траверсу 1 глибиноміра на перевірну плиту; · вигвинчують вимірювальний стержень 6 до дотику з плитою; · обертають барабан 3 за допомогою тріскачки 4 і притискають траверсу до плити. При правильному налагодженні торець конусної поверхні барабана при дотику стержня 6 з плитою повинен зупинитися навпроти першого нульового штриха на стеблі 2, а нульовий штрих цифрового барабана 3 повинен зайняти положення навпроти поздовжнього штриха цього ж стебла. У разі неправильного налагодження необхідно: · закріпити вимірювальний стержень 6 за допомогою стопора 5; · відгвинтити накидну гайку з тріскачкою 4; · встановити барабан 3 так, щоб навпроти поздовжнього штриха стебла 2 розташувалася нульова поділка, при цьому лівою рукою необхідно притримувати корпус барабана 3; · загвинтити накидну гайку і повторно перевірити налагодження „на нуль” глибиноміра. Процедуру відліку розміру вимірюваного об’єкта здійснюють за аналогією вимірювання гладким мікрометром. До комплекту мікрометричного глибиноміра з межами вимірювання 0-100 мм входять встановлювані міри, виконані у вигляді циліндрів з плоскими вимірювальними торцями, число і розміри яких залежать від числа змінних стержнів, що встановлюють у торець вимірювального гвинта. в) Мікрометричний нутромір (рис. 9) призначено для вимірювання внутрішніх отворів середніх і великих діаметрів гільз, втулок, корпусних деталей тощо.
Рис. 9. Мікрометричний нутромір
Налагодження мікрометричного нутроміра „на нуль” здійснюють за кінцевими мірами або за спеціальною скобою так: · вводять у скобу мікрометричний нутромір з встановленою запобіжною гайкою 2; · вигвинчують мікрометричний гвинт 5 до контакту поверхонь сферичних наконечників 1 і 10 із поверхнями скоби або встановлювальних мір, при цьому притримують нутромір за стебло 3 і обертають барабани 7; · закріплюють мікрогвинт стопором 4; · перевіряють встановлення „на нуль”. При правильному встановленні навпроти поздовжнього штриха основної шкали повинна знаходитись нульова поділка шкали барабана. У разі неправильного налагодження необхідно: · закріпити мікрометричний гвинт 5 стопором 4; · відгвинтити накидну гайку 9 і відрегулювати положення цифрового барабана 7, добиваючись збігу нульового штриха цифрового барабана з поздовжнім штрихом стебла; · загвинтити накидну гайку 9 і перевірити встановлення „на нуль”. Вимірювання мікрометричним нутромітром виконують у такій послідовності: · збирають нутромір зі вставками регламентованих розмірів і перевіряють правильність встановлення „на нуль”; · вводять мікрометричний нутромір у вимірюваний отвір деталі; · обертають накладне кільце барабана 7 і підводять вимірювальні наконечники 1 і 10 до контакту зі стінками отвору; · фіксують мікрогвинт стопором 4; · здійснюють відлік внутрішнього розміру з урахуванням регламентованих вставок, а одержані результати заносять у звітну форму 2. Допустимі похибки показів нутроміра при контролі розмірів до 125 мм становлять ± 8 мкм, при розмірах більше 125 до 200 мм – 10 мкм, при розмірах більше 200 до 325 мм – 12 мкм, а для розмірів більше 325 до 500 мм – 15 мкм.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 592; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.42.196 (0.011 с.) |