Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Схема управления предприятияСодержание книги
Поиск на нашем сайте
Характеристика предприятия
Компания ООО «РосТурПласт» (ООО «РТП») была основана в 2005 году, как производственная компания по выпуску полимерных труб и фитингов для нужд Российского и зарубежных рынков. Завод компании находится в Московской области, Егорьевском районе, д.Лелечи д. 47, где в 2005 году был построен первый цех и установлена первая очередь современного европейского оборудования для производства полимерных труб и фитингов. Все технические специалисты завода ООО «РосТурПласт» (ООО «РТП») прошли подготовительные и обучающие курсы в Европе на заводах поставщиков оборудования и получили соответствующие сертификаты качества, также были приглашены зарубежные специалисты в данной области для работы на заводе. В производстве нашей продукции используются только лучшие исходные материалы, соблюдаются высочайшие стандарты производства и контроля качества продукции.
На сегодняшний день ООО «РосТурПласт» (ООО «РТП»):
· Имеет современное европейское оборудование: 25 экструзионных линий и 60 термопластавтоматов · Использует высококачественное сырье и комплектующие · Производит более 1200 видов продукции · Добилась существенного положения на рынке полимерных труб и фитингов; · Увеличило объемы производства в 15 раз · Ведет работу с проектными и строительными организациями · Работает с сетевыми компаниями
Схема управления предприятия
Ассортимент выпускаемой продукции
На сегодняшний день компания выпускает более 1200 наименований продукции: · Полипропиленовые трубы и фитинги, а также комбинированные фитинги для водоснабжения и отопления (максимальный диаметр трубы - 160мм) · Полипропиленовые трубы и соединительные части для систем внутренней (с 32 до 110-го диаметра) и наружной (до 200 диаметра) канализации · Трубы ПНД и компрессионные фитинги к ним (до 110 диаметра) · Труба PERT из термостойкого полиэтилена для теплого пола (диаметром 16мм и 20мм)
Сырье, поступающее в производство На сегодняшний день, заменой металлопластиковым трубам являются трубы из сшитого полиэтилена (PEX) и трубы из полиэтилена повышенной термостойкости (PE-RT). До недавнего времени, при производстве труб для систем «теплый пол» применялся, в основном, сшитый полиэтилен PEX. При всех весомых преимуществах труб из данного материала, он обладает значительным недостатком – невозможна вторичная переработка. C появлением на рынке нового экологичного материала - термостабильного полиэтилена PE-RT (тип II), популярность PEX-трубопроводов стала снижаться. И это не удивительно: при более низкой стоимости погонного метра трубы PE-RT, ее технические характеристики практически не уступают трубе из сшитого полиэтилена. Более того, трубы PE-RT технологичнее в производстве, т.к. сырье имеет неограниченный срок годности, допускается вторичная переработка сырья, нет необходимости промывки линейным полиэтиленом экструдеров во время технологических остановок. Полиэтилен повышенной термостойкости PE-RT – это этилен-октеновый сополимер, обладающий уникальной молекулярной структурой с контролируемым распределением боковых цепей, что позволяет достичь высоких показателей сопротивления гидростатическому напряжению в широком интервале температур эксплуатации (от –50 до +95 °C).
Экструзионные линии.
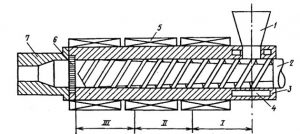
Экструзионные линии используются для непрерывного производства пластиковых или древесно-полимерных композитных (ДПК) пеллет, труб, профилей или листов. Толщина и диаметр могут варьироваться в зависимости от конкретных потребностей компании. Процесс экструзии начинается, когда пластиковые хлопья или порошок подаются в бункер. В качестве сырья можно использовать различные виды пластмасс, например, ПЭ, ПП, ПС, ПЭТ, АБС, ДВК и ПВХ.
1- бункер; 2- шнек; 3- цилиндр; 4- полость для циркуляции воды; 5- нагреватель; 6- решетка с сетками; 7- фильера; I,II, III – зоны обогрева После попадания в бункер, сырье соприкасается с вращающимся шнеком. Шнек проталкивает материал через цилиндр, в котором температура постепенно возрастает. Зоны обогрева необходимы для предотвращения перегрева полимера и его деградации. Тепло генерируется электродвигателем, а также трением и давлением внутри цилиндра. В некоторых случаях электродвигатель может быть даже отключен, так как температура, создаваемая трением и давлением, достаточно высока, чтобы расплавить полимер. Экструдеры также имеют охлаждающие вентиляторы,
В конце цилиндра установлен фильтр, который предназначен для удаления любых загрязнителей. Когда расплавленный полимер проходит через фильтр, он достигает экструзионной головки или фильеры. Фильера изготовлена из стали и придает пластику окончательную форму. Чтобы процесс шел плавно, а изделие получалось качественным, поток расплавленного пластика должен быть равномерным. Следующий шаг – охлаждение. Его осуществляют либо водой, либо воздухом в зависимости от свойств полимера. После этого этапа продукт (пеллеты, трубы, листы) можно разрезать и упаковывать. Однако, можно пойти дальше и подключить экструдер к линии термоформования или выдувного формования. В этом случае процесс продолжится и, вы сможете производить различные пластмассовые потребительские товары (например, контейнеры, чашки, пакеты, бутылки, тарелки, столовые приборы и т. д.) Обслуживание экструдера При правильном техническом обслуживании экструзионные линии могут длительное время работать с высокой производительностью и минимальным
Регулярные проверки означают, что экструзионные линии следует проверять еженедельно, ежеквартально и ежегодно. Еженедельные проверки выполняются во время работы экструзионной линии и подразумевают осмотр и фиксацию показаний давления и температуры, расхода масла, состояния пробок. Ежеквартальные и годовые проверки выполняются как во время работы экструдера, так и при запланированном отключении оборудования. Обычно оператор машины визуально проверяет линии, регистрирует уровень шума, ищет утечки масла, при необходимости меняет фильтры и другие детали. Подробное описание рекомендаций и требований по обслуживанию можно найти в руководстве экструдера.
Схема ремонта машин
5 Система технического обслуживания и ремонта (СТОиР)
Под стратегией СТОиР подразумевается обобщающая модель действий, необходимых для достижения поставленных целей путём координации и распределения соответствующих ресурсов предприятия [3]. По существу, стратегия СТОиР есть набор правил для принятия решений, которыми ремонтная служба (РС) предприятия руководствуется в своей деятельности по обеспечению работоспособности оборудования.
Под реактивными подразумеваются стратегии СТОиР, необходимость ремонтных воздействий в которых обуславливается наступлением некоторого критического в рамках этой стратегии события (отказа, достижения предельных величин регламентируемых параметров). Преве
Исторически первой (как наименее требовательная к уровню организации и культуры труда) сложилась стратегия эксплуатации до отказа, которая подразумевает осуществление операций по СТОиР оборудования по достижению критического состояния, которое, как правило, характеризуется невозможностью выполнения заданных функций, то есть утратой работоспособности. К основным достоинствам данной стратегии СТОиР следует отнести наибольшую длительность межремонтного периода, соответствующую сроку службы оборудования, и минимальные затраты на содержание ремонтной службы, доминирующей функцией которой в этом случае становится восстановление работоспособности оборудования после выхода его из строя. С другой стороны, отсутствие возможности планирования ресурсов (финансовых, временных, рабочей силы и прочих), необходимых для выполнения СТОиР, приводит к значительному увеличению продолжительности последних и к повышенным издержкам на ликвидацию аварий, в том числе к потерям производства. Создание складских запасов товарно-материальных ценностей, как правило, не является удовлетворительным решением, поскольку влечёт за собой снижение ликвидности предприятия. Объём таких запасов в ряде случаев (особенно в отраслях, где используется уникальное единичное оборудование) превышает экономически обоснованные пределы. Несмотря на указанные недостатки, в случае недорого резервируемого, а также типового оборудования, отказ которого не оказывает критического влияния на технологический процесс, не представляет опасность для окружающей среды, здоровья и жизни человека, данная стратегия успешно применяется и поныне.
В первой половине ХХ века с ростом серийности производства и повышением производительности промышленных предприятий потери в результате отказов оборудования приобрели критич
На границе 70-80-ых годов ХХ века в ремонтном обслуживании производства нашла применение мобильная и переносная виброизмерительная аппаратура, позволяющая осуществлять вибромониторинг оборудования на основе частотного анализа. В то же время происходило ускоренное развитие теории надёжности и исследований в области эксплуатационных свойств оборудования. Всё это предопределило возникновение новой научно-прикладной области знаний – технической диагностики, достижения которой были использованы как основание для реализации стратегии
6 Правила эксплуатации и организации ремонта оборудования
2.4.1. Эксплуатация оборудования должна осуществляться в соответствии с требованиями Правил технической эксплуатации (ПТЭ), Правил промышленной (производственной) безопасности (ППБ), ГОСТ и СНиП, в которых изложены основные организационные и технические требования к эксплуатации оборудования. Все действующие на предприятии нормативные технические документы по эксплуатации оборудования должны соответствовать требованиям указанных документов. 2.4.2. Вне зависимости от ведомственной принадлежности и форм собственности предприятий (государственные, акционерные, кооперативные, индивидуальные и т. д.) при использовании оборудования для выпуска продукции и оказания услуг на предприятии должна быть организована правильная эксплуатация оборудования, которая во многом определяет его исправность в течение всего срока службы. 2.4.3. Правильная эксплуатация оборудования предусматривает: разработку должностных и производственных инструкций для оперативного и оперативно-ремонтного персонала; правильный подбор и расстановку кадров; обучение всего персонала и проверку его знаний правил эксплуатации, производственной безопасности, должностных и производственных инструкций; содержание оборудования в исправном состоянии путем своевременного выполнения ТО и ППР; исключение выполнения оборудованием работ, отрицательно влияющих на окружающую среду; организацию достоверного учета и объективного анализа нарушений в работе оборудования, несчастных случаев и принятие мер по установлению причин их возникновения; выполнение предписаний органов Федерального надзора.
2.4.5. Руководители подразделений, в подчинении которых находится оперативный и оперативно-ремонтный персонал, должны иметь техническую подготовку по соответствующему оборудованию, осуществлять профессиональное руководство и контроль работы подчиненного им персонала. Перечень должностей инженерно-технического персонала утверждает руководитель предприятия. 2.4.6. Лица, не достигшие 18-летнего возраста, к работе на энергоустановках не допускаются. К самостоятельной работе не допускаются практиканты вузов и техникумов. Они могут находиться на рабочих местах только под надзором лица, имеющего соответствующую техническую подготовку. 2.4.7. До назначения на самостоятельную работу или при переходе на другую работу (должность), а также при перерыве в работе более одного года персонал обязан пройти медицинское освидетельствование и обучение на рабочем месте. По окончании обучения должна быть проведена проверка знаний работников, после чего им присваивается соответствующая группа по безопасности. 2.4.8. После проверки знаний каждый работник должен пройти стажировку на рабочем месте продолжительностью не менее двух недель под руководством опытного работника, после чего он может быть допущен к самостоятельной работе Допуск к стажировке и самостоятельной работе для инженерно-технического персонала оформляется распоряжением по предприятию, для рабочих – распоряжением по цеху. 2.4.9. Проверка знаний правил, должностных и производственных инструкций в соответствии с РД 03-444-02 производится: первичная – перед допуском к самостоятельной работе; очередная – один раз в год для оперативного и оперативно-ремонтного персонала, один раз в три года для инженерно-технического персонала; внеочередная – при нарушении работником правил и инструкций, по
2.4.10. Лица, не выдержавшие проверку знаний, проходят повторную проверку не ранее чем через 2 недели и не позднее чем через 1 месяц со дня последней проверки. Лицо, получившее неудовлетворительную оценку при третьей проверке знаний, отстраняется от работы; договор с ним должен быть расторгнут вследствие его недостаточной квалификации. 2.4.11. Проверку знаний инженерно-технического персонала осуществляют комиссии с участием территориального инспектора Федерального надзора, остального персонала – комиссии, состав которых определяет руководитель предприятия. Результат проверки знаний заносится в журнал определенной формы и подписывается всеми членами комиссии. Персоналу, успешно прошедшему проверку знаний, выдается удостоверение установленной формы. 2.4.12. Использование оборудования на рабочем месте должно производиться в соответствии с требованиями инструкции завода-изготовителя, приведенной в руководстве по эксплуатации (паспорте) соответствующего оборудования. При отсутствии заводской документации инструкции по эксплуатации оборудования необходимо разрабатывать непосредственно на предприятии. 2.4.13. Инструкции по эксплуатации должны содержать следующие сведения: порядок приема и сдачи смен, остановки и пуска оборудования, проведения ТО; перечисление мер, обеспечивающих бесперебойную, надежную и эффективную работу оборудования; перечисление характерных неисправностей, при которых оборудование должно быть остановлено; порядок остановки оборудования при аварийных ситуациях, перечень блокировочно-сигнализирующих устройств, отключающих оборудование при аварии; требования по производственной безопасности, производственной санитарии
Если имеется «Инструкция по рабочему месту», разработанная в соответствии с ГОСТ 2.601-68, то составление инструкций по эксплуатации не требуется. 2.4.14. В зависимости от характера производства, вида и назначения оборудования оно может закрепляться за оперативным и оперативно-ремонтным персоналом, который обязан: содержать оборудование в исправности, чистоте, своевременно производить его смазку, принимать меры по устранению неисправностей и предупреждать возможность их появления; соблюдать установленный режим работы оборудования; немедленно останавливать оборудование при появлении признаков неисправностей, ведущих к выходу оборудования из строя или создающих опасность для здоровья или жизни людей; по контрольно-измерительным приборам, визуально и на слух следить за исправной работой оборудования; не допускать перегрузок, исключать вредное влияние работающего оборудования на строительные конструкции, повышенные вибрации, паровыделение, пролив жидкостей, течи, температурные воздействия и т. д.; контролировать циркуляцию смазки, степень нагрева подшипников, не допускать утечки масла. При прекращении подачи масла в системах, не имеющих блокировки, необходимо остановить оборудование и доложить о происшествии сменному мастеру. 2.4.15. Основной задачей оперативного персонала цеха является обеспечение бесперебойной работы оборудования путем постоянного и в полном объеме постоянного и в полном объеме проведения ТО. Он несет персональную ответственность за поломки и отказы оборудования, возникшие по его вине. Допускается использование оперативного и оперативно-ремонтного персонала на работах по переключению технологических схем, подготовке оборудования к ремонту, а также при проведении всех видов ремонтно-профилактических работ. 2.4.16. Мастер цеха обязан помогать оператив
Мастер цеха контролирует соблюдение оперативным персоналом инструкции по эксплуатации оборудования, защитных приспособлений и устройств, ведет учет плановых и неплановых ремонтов, аварий и поломок, участвует в составлении актов об авариях и разработке рекомендаций по их предупреждению, осуществляет технический надзор за консервацией неиспользуемого оборудования. 2.4.17. Передача оборудования от смены к смене производится под расписку в сменном журнале (форма 1). При сдаче смены в сменный журнал по выявлению дефектов заносятся отказы и неисправности, имевшие место в течение смены, в том числе и устраненные. 2.4.18. Если оборудование временно не используется, то оно подлежит консервации и хранению на месте установки, а неустановленное – на складах. Перед консервацией оборудование очищают от загрязнений, сливают масла и охлаждающие жидкости, спускные краны и вентили оставляют в положении «Открыто». 2.4.19. Ответственность за неправильную эксплуатацию оборудования, тем более приведшую к отказам и авариям, несут непосредственные виновники в соответствии с действующим законодательством.
Упрочнение деталей. Применение синтетических смол, пластмасс и других композитных материалов для склеивания металлических элементов машин и механизмов, а также для наращивания изношенной поверхности резиновых и других эластичных конструкций является наиболее перспективной и экономически эффективной методикой ремонта оборудования различного класса и назначения. Подобная технология восстановления деталей дает возможность избежать применения дополнительного инструмента и вспомогательных метизов, утяжеляющих конструкцию, а также повысить защиту от эрозийных процессов. Кроме того, невысокая стоимость полимерных материалов и простота в использовании позволяет значительно снизить ремонтные издержки мастерской. Долговечные и износостойкие эластомеры производятся на основе двухкомпонентного состава, который наносится с помощью любого доступного инструмента и обладает высокой адгезионной способностью при покрытии им практически любых материалов. Наносится материал как простым покрытием, так и в виде инъекции при частичном разрушении и образовании раковин, сколов и трещин. Отличительной особенностью эластомеров торговой марки Belzona является повышенная износостойкость, механическая прочность, эластичность и сопротивление задиру. Благодаря этому данная продукция получила широкое распространение при ремонте насосов, диафрагм, приводных муфт, амортизаторов, направляющих подшипников, прокладок, транспортерных лент и корпусных фильтров.
Выбор смазочных материалов При выборе смазочного материала для определенной сборочной единицы машины необходимо учитывать удельные давления, скорости скольжения, температуру рабочих поверхностей и их состояние, расположение трущихся пар, характер нагрузок, особенности системы смазки. Сборочные единицы, работающие с большим удельным давлением, смазывают более вязкими смазочными материалами, так как под действием нагрузок смазка может выдавливаться. Чрезмерное повышение вязкости при больших скоростях приводит к перегреву деталей (например, подшипников). Поэтому с повышением скорости следует использовать смазочные материалы с пониженной вязкостью. С увеличением зазора в сопряжении и температуры рабочей поверхности вязкость смазочных материалов увеличивают. В системах смазки, обеспечивающих постоянный приток смазочных материалов к трущимся поверхностям, применяют масла с небольшой вязкостью, а в системах, которые должны удерживать смазку на поверхности детали, - консистентные смазки. Назначение смазочных материалов для сборочных единиц машин, как правило, производится в соответствии с инструкцией завода-изготовителя. В тех случаях, когда инструкция по смазке отсутствует, а по имеющейся документации нельзя установить сорт масла, его подбирают практическим путем. Для этого замеряют температуру, например, у подшипника после его 15 или 20-минутной работы с различными сортами масла. По минимальной полученной температуре определяют наиболее подходящий вид смазки.
Смазочные устройства. В зависимости от вида смазочной системы, а также смазочного материала смазочные устройства подразделяются на устройства для индивидуального и централизованного смазывания, проточные и циркуляционные, для жидких (минеральных) масел и густых(консистентных) смазок. Устройства для смазывания консистентными (иногда высоко-вязкими) смазочными материалами относятся к проточным. Это объясняется тем, что густые смазки, использованные однажды, теряют свои смазочные свойства и не могут быть использованы вторично. Густая смазка подается к комплексу трения под давлением - вручную шприцем, автоматически пружиной либо насосом.
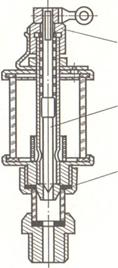
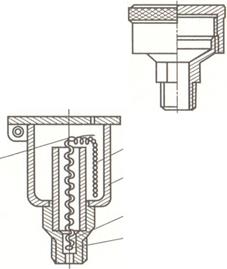
Устройства для индивидуального смазывания различают по способу - ручному и автоматическому. При ручном способе трущиеся поверхности поливают периодически смазкой из масленки или с помощью шприца через специально предусмотренные отверстия, которые часто для защиты от грязи закрывают масленками, например с шариковым клапаном (рис. 3.1, а). В данном случае смазка (густая или жидкая) подается с помощью шприца. К о л п а ч к о в а я масленка (рис. 3.1, б) применяется для подачи густой смазки; завинчиванием колпачка масленки создается давление, при котором смазка подается к смазываемой поверхности. Недостаток рассмотренных смазочных устройств заключается в том, что рабочему приходится часто повторять операцию смазывания. Масленки а в т о м а т и ч е с к о г о действия обеспечивают лучшие условия смазывания и сокращают время обслуживания оборудования. Непрерывно действующая ф и т и л ь н а я масленка показана на рис. 3.1, в. Из нее масло нужных количествах каплями попадает к смазываемому месту через фитиль 1, очищаясь с его помощью от грязи. Конец фитиля, помещенный у предназначенного для смазывания места, всегда расположен ниже конца, находящегося в резервуаре 2 масленки.
А)
 В) В) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| Поделиться: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||