Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проверка токарного станка на геометрическую точность
Цель работы Выработка навыков оценки технического состояния металлообрабатывающего оборудования по показателям геометрической точности.
Задание - ознакомиться с методикой выполнения работы; - подготовить станок для проведения измерений; - провести измерение параметров согласно пункта 2.4; - выполнить оценку параметров геометрической точности станка, составить заключение и дать рекомендации.
Оборудование рабочего места.
Станок – токарный, модель 1К62. Контрольно-измерительные средства. Для проверки, согласно ГОСТ, рекомендуется следующая оснастка (см. рис.1.1).
Рис.2.1. Контрольно-измерительные средства: - штатив магнитный с индикатором (а); - штатив, закрепляемый в резцедержателе (б); - оправка центровая цилиндрическая (в); - жёсткий центр с конусом Морзе для установки в отверстие шпинделя (г); - оправка консольная с перпендикулярным торцом и наружным конусом Морзе (д); - оправка консольная цилиндрическая с наружным конусом Морзе (е). Контрольные оправки изготавливаются с высокой степенью точности и хранятся отдельно. Перед установкой, сопрягаемую поверхность (под оправку) необходимо тщательно протереть.
Измерительный прибор – многооборотный индикатор перемещения. Методика проведения работы Общие положения Погрешности изготовления и ремонта металлообрабатывающего оборудования, его износ в процессе эксплуатации обусловливают необходимость проведения периодической проверки на геометрическую точность. Проверка заключается в оценке взаимного расположения, перемещения и соотношения движений рабочих органов станка в ненагруженном состоянии. Перечень и значение параметров геометрической точности, процедура их определения регламентированы ГОСТ 22267-76 и ГОСТ 18097-93 [1,2]. В представленной работе рассмотрены вопросы оценки геометрической точности передней бабки и суппорта токарного станка.
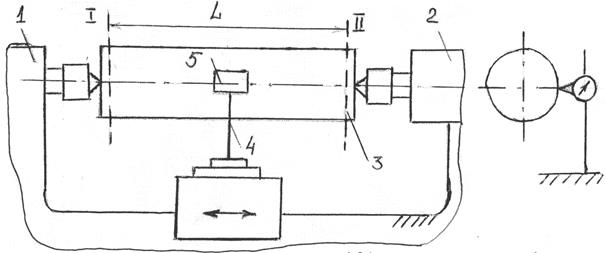
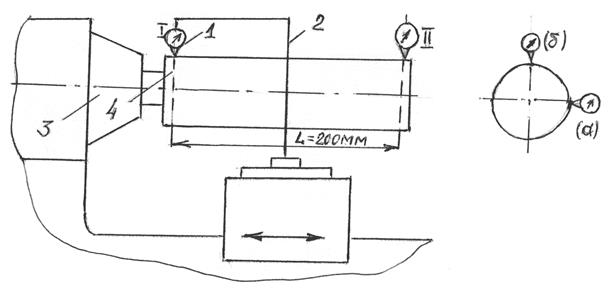
2.4.2. Проверка прямолинейности продольного перемещения суппорта в горизонтальной плоскости (схема рис.2.2).
Рис.2.2. Схема проверки по пункту 2.4.2 (пояснения в тексте) В центрах передней (1) и задней (2) бабок станка закрепляют цилиндрическую оправку (3) (рис.2.1в). На суппорте устанавливают стойку (4) с закреплённым индикатором (5). Измерительный штифт индикатора должен касаться боковой образующей оправки в горизонтальной плоскости и направлен перпендикулярно оси. Перед проведением замеров необходимо обеспечить равенство показаний индикатора в поз. I и поз. II, что достигается перемещением основания задней бабки в горизонтальной плоскости.
Измерения выполняют при перемещении суппорта в продольном направлении из поз. I в поз. II. Линейкой измеряют длину перемещения L =300 мм. Отклонения определяют, как наибольшую алгебраическую разность показаний индикатора. Полученные результаты сравнивают с допустимыми значениями по ГОСТ (0,02 мм на 1000 мм длины перемещения для станков нормальной группы точности Н).
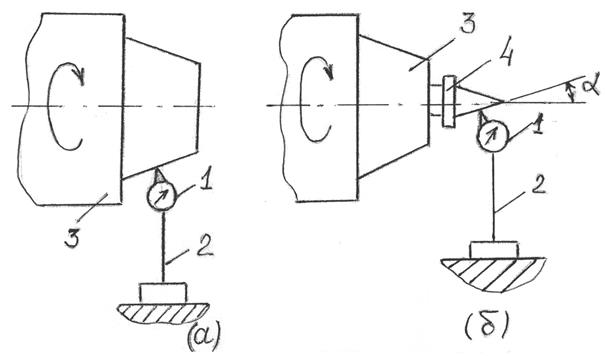
2.4.3. Проверка радиального биения центрирующей поверхности шпинделя передней бабки под патрон (схема рис.2.3)
Рис.2.3. Схема проверки по пункту 2.4.3 (пояснения в тексте). Индикатор (1), укреплённый на штативе (2), устанавливают на неподвижной части станка. Измерительный штифт индикатора устанавливается перпендикулярно образующей поверхности шпинделя (3) по направлению к оси (рис.2.3 а). Поворачивают шпиндель рукой в рабочем направлении и измеряют радиальное биение как алгебраическую разницу максимального и минимального показания индикатора. Проводят измерения в горизонтальной и вертикальной плоскости. Результаты сравнивают с допустимыми (0,01 мм.). Для оценки радиального биения упорного центра (4) (рис.2.1 г), устанавливаемого в отверстие шпинделя (3) (схема рис.2.3 б), измерительный штифт располагается так, чтобы его наконечник касался образующей конуса вблизи его середины, перпендикулярно к ней. За отклонение принимают результат измерения, делённый на cos α, где α – половина угла конуса. Допуск параметра равен 0,015 мм.
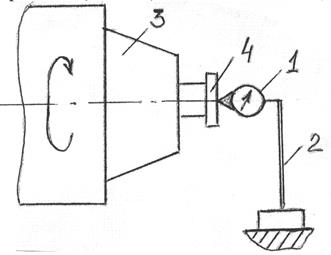
2.4.4. Проверка торцового (осевого) биения шпинделя (схема рис.2.4)
Рис.2.4. Схема проверки по пункту 2.4.4(пояснения в тексте). Для измерения используют оправку (4) (рис.2.1 д), устанавливаемую в отверстие переднего шпинделя (3). Индикатор (1) (укреплённый на штативе 2) устанавливают на неподвижной части станка. Измерительный штифт должен касаться центра торца оправки.
Измерения проводят, поворачивая шпиндель в рабочем направлении не менее чем на два оборота. Биение определяется как алгебраическая разность максимальных и минимальных показаний индикатора. Норма геометрической точности составляет 0,01 мм.
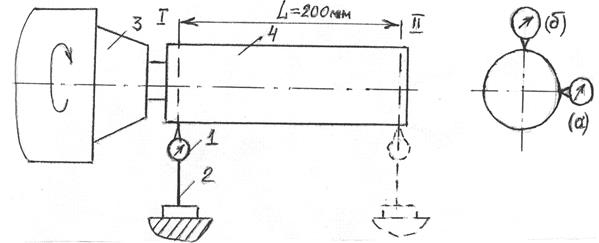
2.4.5. Проверка радиального биения конического отверстия шпинделя (схема рис.2.5).
Рис.2.5. Схема проверки по пункту 2.4.5(пояснения в тексте). В отверстие шпинделя (3) передней бабки устанавливается консольная цилиндрическая оправка (4) с наружным конусом Морзе (рис.2.1. е). Индикатор (1), укреплённый на штативе (2) устанавливают на неподвижной части станка таким образом, чтобы его измерительный штифт касался образующей оправки (поз. I у торца шпинделя) и был направлен перпендикулярно к её оси. Поворачивают шпиндель рукой в рабочем направлении и измеряют радиальное биение как алгебраическую разницу максимального и минимального показания индикатора. Повторяют измерение в поз. II. Замеры проводят в горизонтальной (а) и вертикальной (б) плоскости. Результаты сравнивают с допустимыми (0,01 мм в поз. I; 0,015 мм в поз. II) [4].
2.4.6. Проверка параллельности оси шпинделя передней бабки направлению продольного перемещения суппорта (схема рис.2.6)
Рис.2.6. Схема проверки по пункту 2.4.6(пояснения в тексте). В отверстие шпинделя (3) устанавливают цилиндрическую оправку (4) (рис.2.1 е) с конусом Морзе. На суппорте укрепляют штатив (2) с индикатором (1). Измерительный штифт должен быть направлен к оси и касаться образующей оправки последовательно в горизонтальной (а) и вертикальной (б) плоскости, перпендикулярно к ней. При выполнении измерений каретку перемещают вдоль направляющей на всю длину хода (поз. I – поз. II). Замеры проводят по двум диаметрально противоположным образующим (при повороте на 180º). Отклонение определяют, как среднее арифметическое результатов не менее чем двух измерений в каждой плоскости. Допускаемое отклонение составляет в горизонтальной плоскости 0,010мм, в вертикальной плоскости 0,015 мм. Правая сторона оправки может отклоняться вверх и по направлению к резцу [4]. Анализ результатов Сравнить полученные значения параметров с нормативными.
-подпункт 2.4.2 -подпункт 2.4.3 -подпункт 2.4.4 -подпункт 2.4.5 -подпункт 2.4.6 Заключение При превышении допуска указать возможные причины и дать рекомендации по использованию оборудования.
2.7. Контрольные вопросы 2.7.1Назначение токарного станка и область его применения. 2.7.2 Цель проверки станка на геометрическую точность. 2.7.3Объясните порядок подготовки и проведения измерений. 2.7.4Объясните, как геометрическая точность токарного станка влияет на параметры геометрической точности обрабатываемой поверхности (размеры, форма, взаимное расположение поверхностей). Лабораторная работа №2
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 168; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.189.180.76 (0.014 с.) |