Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выполнение чертежа элементов литейной формы и отливки.
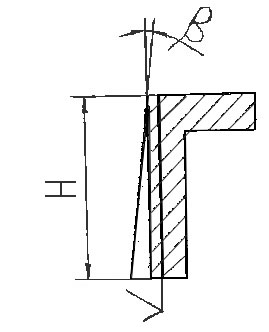
В соответствии с ГОСТ 3.1125-88 [5] чертежи элементов литейной формы и отливки выполняются на эскизе или копии чертежа детали. Студенты, делая настоящую курсовую работу, выполняют простым карандашом копию полученного в качестве задания чертежа детали на листе формата А3 или А2, согласовав с преподавателем масштаб изображаемой детали. Расстояние между проекциями следует увеличить, чтобы поместить между ними изображения литниковой системы. Лист оформляется стандартной основной надписью, в которую под названием детали записывается название «Элементы литейной формы и отливки». Далее приступают к вычерчиванию этих элементов, применяя цветные карандаши (красный и синий). Решается вопрос о выборе положения отливки в форме и плоскости разъема модели и формы. Положение отливки в форме при заливке обозначают буквами В (верх) и Н (низ), которые проставляют у стрелок, показывающих направление разъема формы. Разъем модели и формы показывают отрезком или ломанной штрихпунктирной линией, у которой указывается буквенное обозначение разъема – «МФ». С обоих концов линии разъема наносят отрезки сплошной основной линии длинной 10…15 мм. Направление разъема показывают стрелками, перпендикулярными к этим отрезкам, и обозначают буквами «В» (верх) и «Н» (низ). При применении неразъемных моделей указывают только разъем формы – «Ф». Разъем модели и формы сложных отливок указывают на минимально необходимом числе изображений. При использовании в конструкции модели отъемных частей их обозначают буквами ОЧМ и порядковым номером, например, ОЧМ1. Поверхность соприкосновения отъемной части с моделью показывают сплошной тонкой линией. Технологические припуски применяются для упрощения и облегчения процесса изготовления отливки. К ним относятся уклоны, напуски, приливы, усадочные ребра и стяжки, галтели. Формовочные уклоны служат для удобства извлечения модели из формы без разрушения формы. Уклоны назначают на поверхностях (стенках), перпендикулярных к плоскости разъема формы. Величины уклонов зависят от вида формовочной смеси, материала и высоты модели и определяются по ГОСТ 3212-92 [7]. Студенты должны выбрать для своих отливок все необходимые уклоны (табл. П. 6) и свести их в таблицу, которая в дальнейшем войдет в состав расчетно-пояснительной записки. На чертеже уклоны изображают величиной угла β или их можно не изображать, записав в технических указаниях к чертежу, что формовочные уклоны основных формообразующих поверхностей модельного комплекта выполняются по ГОСТ 3212-93.
Напуск служит для упрощения изготовления отливки и назначается взамен элементов, которые не выполняют при литье: небольшие отверстия, пазы, канавки, углубления, резьбы и т.п. Он изображается на чертеже перечеркиванием указанных элементов двумя сплошными тонкими линиями красного цвета. Приливы назначают для удобства крепления отливки в приспособлении при механической обработке или для удобства захвата при транспортировке. Ребра и стяжки предусматривают для предохранения отливки от коробления во время затвердевания, охлаждения и термической обработки. Конструирование этих элементов студенты должны обязательно согласовать с преподавателем. Радиусы галтелей и клиновые сопряжения студенты предусматривают в соответствии с П. 5 раздела 1 и изображают на выполняемом чертеже в заданном масштабе; радиусы указывают стрелкой и цифрой с буквой R (например, R10), клиновые сопряжения указывают их длиной и высотой. Прибыли применяются при изготовлении отливок из сталей, из белого и высокопрочного чугунов, а также в случае тяжелых, толстостенных отливок из серого чугуна с низким содержанием углерода. Прибылью называется специальный технологический прилив к поверхности отливки, затвердевающий позднее самой отливки; в прибыли формируется усадочная раковина, поэтому применение прибылей позволяет получить отливки без усадочных дефектов. Прибыли различают по месту расположения – верхние, боковые; по конфигурации – открытые, закрытые; по способу заливки – проточные, сливные, независимого действия; по способу воздействия на металл для его перемещения в отливку – гравитационные, газовые, атмосферные; по условиям обогрева – обычные, утепленные, подогреваемые; по способу отделения от отливок – отрезаемые и отбиваемые (легко отделяемые). Форма прибыли определяется геометрией питаемого теплового узла. Так, например, для цилиндрических отливок форма прибыли делается цилиндрической, для плоских – форма прибыли призматическая.
При конструировании прибылей руководствуются следующими требованиями: - прибыль должна застывать позже отливки и обеспечивать в течение всего периода затвердевания достаточное питание теплового узла; - прибыль следует размещать по возможности в верхней части отливки с тем, чтобы она выполняла еще и роль выпора; - конструкция прибыли должна обеспечивать удобство формовки и удаления ее при обрубке отливки. При упрощенном выборе прибыли (что допускается при выполнении настоящей работы) нижний диаметр прибыли берется в 1,3 раза больше толщины стенки питаемого узла. Высота принимается в 1,5 раза больше диаметра. Величина уклона стенок прибылей принимается равной 1:10. Прибыль на чертеже обозначают порядковым номером на линии-выноске, перед которым ставят слово «Прибыль». Если на отливке устанавливается несколько одинаковых прибылей, то им присваивают одинаковые номера и для одной из прибылей на полке линии-выноски после номера прибыли указывают общее число устанавливаемых на отливке прибылей этого номера (например, «Прибыль №1»; 3 шт.). Размеры прибылей указывают во всех случаях, за исключением применения прибылей, на которые имеются стандарты (в этом случае дается ссылка на стандарт). Прибыль изображают сплошной линией, которую допускается выполнять красным цветом. Выпоры предназначены для вывода воздуха и газа из полости формы при заливке, уменьшения динамического давления металла на форму. Выпоры располагают на самых высоких точках отливки со стороны, противоположной подводу металла. Не следует ставить выпоры на массивных частях, так как выпор, имея меньшее сечение и затвердевая раньше, будет питаться за счет отливки, и в результате под ним будет образовываться усадочная раковина или пористость. Сечение выпора у основания принимается равным 1/2-1/3 площади сечения стенки отливки. Для удобства отделения (обрубки) выпора от стенки отливки у его основания делается пережим. Если всю отливку помещают в нижней полуформе, следует ставить отводные (боковые) выпоры, которые не вызывают усадочной пористости в отливке. Конусность выпоров можно назначить по таблице уклонов (см. табл. П. 6). Выпоры, как и прибыли, выполняются на чертеже сплошными тонкими линиями в двух проекциях. Если есть возможность указать все их размеры на одной проекции, то вторая проекция для них не вычерчивается. Значения литейной усадки выбирают в соответствии с маркой применяемого литейного материала, используя справочные данные, приведенные в литературе (см. табл. П. 10). При единичном и мелкосерийном производстве для изготовления модельного комплекта применяются типовые усадочные метры, где средняя усадка для серого чугуна – 1%, для стали –2%. В этом случае на чертеже элементов литейной формы в примечании записывают: «Модель изготовить с учетом одного процента усадки», «Модель изготовить по двухпроцентному метру». Если размеры проставлены с учетом усадки, то записывают: «Модель изготовить по простому метру». Для получения крупных отверстий и полостей в отливке применяются стержни. Вопрос об их выборе студенты решают под руководством преподавателя. Стержни обозначают буквами ст. и порядковыми номерами (например, «ст.5»). Номер стержня проставляют на минимально необходимом числе изображений, достаточном для чтения и его однозначного понимания.
Места соединения литейной формы со стержнем называются знаковыми частями (знаками). Их функция заключается в обеспечении правильного и устойчивого положения стержней в форме. Стержни, их знаки и фиксаторы, знаки модели изображают в масштабе чертежа сплошной тонкой линией, которую допускается выполнять синим цветом. Поскольку внутри обрабатываемых отверстий или полостей контур стержня совпадает с красной линией припуска, то в этих местах надобность в синей линии отпадает, и ее не изображают. Если близкое расположение изображений на чертеже детали не позволяет показывать знаки в масштабе, то разрешается делать разрыв знака или изображать его не в масштабе. Контуры стержней и знаков следует наносить на минимальном числе изображений, обеспечивая при этом необходимое для изготовления модельного комплекса представление о контурах, расположении стержней и размерах знаков. Стержни в разрезе штрихуют только у контурных линий. Длина линии штриховки 3…30 мм, линии наносятся в один ряд с наклоном в противоположную сторону по отношению к штриховке детали. При небольшом количестве и простой конфигурации допускается стержни не штриховать. Размеры знаков стержней и зазоры между знаками стержней и модели принимают по ГОСТ 3606-80 [8] и наносят на выполняемый чертеж в соответствии с его масштабом (см. табл. П. 7 -П. 9), размерные линии зазоров в знаках наносятся простым карандашом. Размеры знаков имеют важное технологическое значение. Они определяются удобством сборки формы, требованием точной фиксации стержня, а также с учетом действующих на стержень усилий при заливке. В разработку литейной технологии входит конструирование и расчет литниковой системы, которая представляет собой совокупность каналов и элементов литейной формы для быстрого и плавного подвода расплавленного металла в полость формы, обеспечивая ее заполнение и питание отливки при затвердевании. Литниковая система должна обеспечивать также задержание шлаковых, неметаллических и засорных включений и предотвращение попадания их в полость формы; кратчайший путь металла в форму, чтобы уменьшить потерю его температуры; минимальное количество точек подвода металла к отливке с целью сокращения объема работ при обрубке литников и т.д. От способа и метода подвода расплавленного металла в форму существенно зависит качество отливок. В отливках коробчатой, прямоугольной формы расплав направляют вдоль стенок; при подводе расплава в полости, содержащие круглые стержни или выступы формы, его следует направлять по касательной, что снижает силу удара струи. Во избежание перегрева отдельных участков формы следует применить рассредоточенный подвод расплава в ее полость, располагая питатели по возможности равномерно по всему периметру формы. С этой целью расплав подводят не в массивные узлы, встречающиеся по периметру, а в более тонкие ее сечения.
Неправильно выбранный режим заполнения формы и ошибки в построении литниковых систем приводят к возникновению в отливках различных дефектов: неслитин, спаев, недоливов, газовых, земляных, усадочных раковин, рыхлот, пористости, трещин и коробления, ужимин, пригара и др. Тип и конструкцию литниковой системы студенты выбирают с помощью преподавателя. Наиболее распространенные литниковые системы, применяемые для заливки отливок широкой номенклатуры, состоят из литниковой чаши, стояка, литникового хода (шлакоуловителя в случае чугуна, коллектора - в случае стали), питателей (см. рис. П. 1). Выбрав конструкцию литниковой системы, студенты производят ее расчет, целью которого является определение размеров сечений основных элементов литниковой системы: питателей, шлакоуловителя (коллектора), стояка. Инженерные методы расчета литниковых систем основаны на законах гидравлики с использованием данных, полученных опытным путем. Для чугунных отливок применяют в основном заполненные литниковые системы, обеспечивающие спокойную заливку металла в форму и задержание шлака. Суммарная площадь поперечного сечения питателей определяется по формуле:
где М - суммарная масса отливки с прибылями и выпорами [кг]; γ – плотность жидкого металла [кг/м3]; μ – коэффициент расхода литниковой системы, учитывающий потери напора жидкого металла при его движении в литниковых каналах; τ – время заполнения формы металлом [с]; g – ускорение силы тяжести [м/с2]; Нр - расчетный напор жидкого металла при заливке формы [м]. С учетом того, что g = 9,8 м/с2, а для жидкого чугуна γ = 7000 кг/м3, формула (2.1) упрощается:
где М берется в килограммах, τ в секундах, Нр в метрах. Величина М является суммарной величиной отливки, прибылей и выпоров. Для упрощения выбора М можно принять М=1,3m, где m – масса отливки с учетом припусков на механообработку и технологических припусков, но без прибылей и выпоров. Для определения массы отливки m необходимо по чертежу определить ее объем и умножить на плотность сплава. Плотность серых чугунов составляет 7000…7300 кг/м3, легированных конструкционных сталей – 7800 кг/м3. Время заливки формы τ можно определить по формуле, полученной в результате обобщения опыта разных заводов
где t – характерная средняя толщина стенки отливки, мм; m - масса отливки, кг. Величина коэффициента μ принимается равной 0,3-0,5 для тонкостенных отливок (t ≤ 40 мм) и 0,7…0,8 – для толстостенных отливок. Расчетный напор жидкого металла Нр определяется по формуле:
где Нсm – высота стояка над питателями, м; Нотл – общая высота отливки, м; h – высота отливки выше места подвода металла (высота отливки над питателями), м. При отсутствии литниковой чаши и подводе металла по разъему формы высота стояка равна высоте выбранной верхней опоки. Площади поперечных сечений остальных элементов литниковой системы, шлакоуловителя F шл и стояка Fст, определяется из соотношений:
Если в конструкции литейной формы предусмотрены выпоры, то Fвып (площадь сечения у основания выпора) принимается ½ Fст. После нахождения площадей выбирается форма поперечных сечений этих элементов литниковой системы и определяются их размеры. Питатели и шлакоуловители делают обычно трапециевидного, а стояки круглого сечения. При определении характерных размеров сечения питателя необходимо величину ∑ Fпит разделить на число питателей, если в конструкции литниковой системы их применяется более одного. Диаметр стояка определяется в месте его контакта со шлакоуловителем, то есть в наиболее узком сечении стояка, имеющего конусность. У стали в сравнении с чугуном хуже литейные свойства. Ее усадка может составлять 2% и более; жидкая сталь плохо заполняет литейную форму и с понижением температуры быстро теряет жидкотекучесть, имеет склонность к трещинообразованию. Поэтому конструкции литниковых систем для стальных отливок выбирают наиболее простыми. При расчете литниковых систем для стальных отливок время заполнения формы определяется по формуле:
где S – коэффициент продолжительности заливки, принимаемый в зависимости от температуры металла и характера его подвода в форму:
Величина ∑ Fпит определяется по уже приведённой формуле (2.1), а поскольку плотности жидких чугуна и стали практически совпадают, то можно и для стали, пользоваться формулой (2.2). Соотношение площадей поперечных сечений всех элементов литниковой системы можно принять следующим:
где На чертеже элементов литейной формы и отливки литниковая система наносится в масштабе чертежа сплошными тонкими линиями красного цвета. Сечения всех элементов литниковой системы, необходимые для ее построения, выносят на поле чертежа и вычерчивают в одном масштабе, предпочтительно 1:1; сечения не штрихуют. У каждого из этих сечений рекомендуется указывать значение площади в квадратных сантиметрах и линейные размеры. Завершая выполнение чертежа элементов литейной формы и отливки, студенты выписывают на него технические условия в виде перечня следующих данных, необходимых для изготовления, контроля и приемки формы и отливки: - способ формовки и ее разновидность; - состав формовочной смеси; - величины формовочных уклонов; - марка метала, величина его линейной усадки; - температура и продолжительность заливки металла в форму. Чертеж подписывается студентом и представляется на подпись руководителю курсовой работы. ОФОРМЛЕНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ. Пояснительная записка к курсовой работе должна иметь обложку, оформленную как титульный лист (по образцу, приведенному в П. 11), далее следует аннотация, в которой кратко излагается состав курсовой работы. Рекомендуется придерживаться такого порядка содержания записки: Характеристика материала детали; здесь приводится марка металла, его механические и литейные свойства [10]; [11]; [12]. Эскиз детали и технологичность конструкции; приводится упрощенный рисунок детали, название и ее назначение; кратко описываются достоинства и недостатки конструкции с точки зрения основных технологических процессов литья, отмечаются необходимые изменения в конструкции. Выбор способа формовки и ее разновидности; обосновывается выбранный способ формовки, приводятся составы формовочных и стержневых смесей, их свойства, способы уплотнения. Выбор положения отливки в форме и плоскости разъема модели и формы; кратко обосновывается выбор положения отливки в форме при формовке и заливке, выбор плоскости разъема модели и формы; здесь же при необходимости описывается выбор конструкции отъемных частей модели. Припуски на механическую обработку и технологические припуски отливки; кратко обосновывается выбор припусков для обрабатываемых поверхностей; принятые цифровые значения припусков следует дать в виде таблицы, форма которой приведена в разделе 2.2.6. Выбор стержней; обосновывается выбор стержней для получения полостей в отливке; приводятся в виде таблицы их размеры и размеры знаковых частей и зазоров по контуру знаков со ссылкой на рисунок с эскизом литейной формы или на основной чертеж. Формовочные уклоны; кратко описывается их назначение и приводится таблица выбранных величин для соответствующих поверхностей. Прибыли, выпоры; кратко обосновываются места установки прибылей и выпоров, приводятся их выбранные размеры. Конструкция и расчет литниковой системы; обосновывается выбор конструкции литниковой системы, приводится ее рисунок и исходные данные для расчета; описывается ход расчета, его результаты, т.е. конкретные размеры сечений элементов литниковой системы. Эскиз литейной формы в сборе; приводится упрощенный эскиз литейной формы, содержащей изображение формы с литниковой системой и стержнями; к эскизу литейной формы дается краткое описание технологии ее изготовления (последовательности операций формовки). В конце пояснительной записки приводится список использованной литературы, на которую в тексте должно быть даны ссылки под соответствующими номерами источников списка. Оформленная в соответствии с вузовским стандартом [9] и сброшюрованная записка подписывается студентом, руководителем и вместе с чертежом элементов литейной формы и отливки предъявляется к защите.
СПИСОК ЛИТЕРАТУРЫ 1. Литейное производство: Учебник/ Под общ.ред. А.М.Михайлова, М.: Машиностроение, 1987. 256с. 2. Орлов П.И. Основы конструирования: Справочно-методическое пособие. Кн. 1/ Под ред. П.Н. Учаева. М.: Машиностроение, 1988. 560с.: ил. 3. Худокормов Д.Н. Производство отливок из чугуна: Учебное пособие. Минск: Высш.шк., 1987. 199с. 4. Миляев В.М. Особенности производства отливок из стали: Учебное пособие. Свердловск: УПИ им. С.М. Кирова, 1987. 80с. 5. ГОСТ 3.1125-88. Правила графического выполнения элементов литейных форм и отливок. М.: Издательство стандартов, 1988. 20с. 6. ГОСТ 26645-85. Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку. М.: Издательство стандартов, 1986. 18с. 7. ГОСТ 3112-80. Комплекты модельные. Стержневые знаки. Основные размеры. М.: Издательство стандартов, 1981. 12с. 8. ГОСТ 3606-80. Комплекты модельные. Стержневые знаки. Основные размеры. М.: Издательство стандартов, 1980. 24с. 9. Стандарт предприятия СТП УГТУ-УПИ 1-96. Общие требования и правила оформления дипломных и курсовых проектов (работ). Екатеринбург: Изд. УГТУ-УПИ, 1996. 33с. 10. Марочник сталей и сплавов/ В.Г. Сорокин, А.В. Волосникова, С.С Вяткин и др. М.: Машиностроение, 1989. 640с. 11. Конструкционные материалы: Справочник/ Б.Н. Арзамазов, В.А. Брострем, Н.А. Буше и др. М.: Машиностроение, 1990. 668с. 12. Журавлев В.Н., Николаева О.И. Машиностроительные стали: Справочник. 4-у изд., перераб. и доп. М.: Машиностроение, 1992, 480 с. 13. Единая система конструкторской документации: Справочное пособие /С.С. Борушек, А.А. Волков, М.М. Ефремова и др. 2-е изд., перераб. и доп. М.: Изд-во стандартов, 1989. 352 с.
ПРИЛОЖЕНИЯ
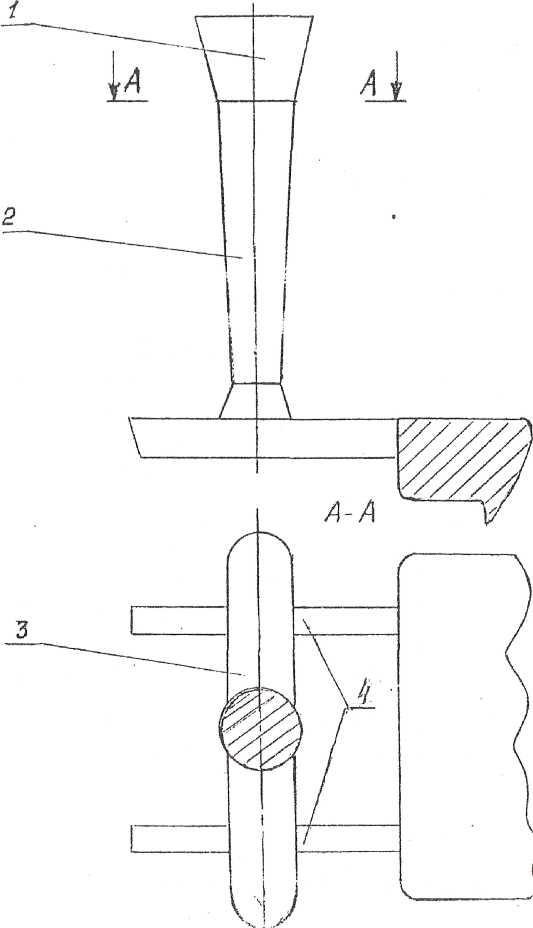
Рис. П. 1. Литниковая система
1 – чаша (воронка); 2 – стояк; 3 – литниковый ход (коллектор, шлакоуловитель); 4 – питатели.
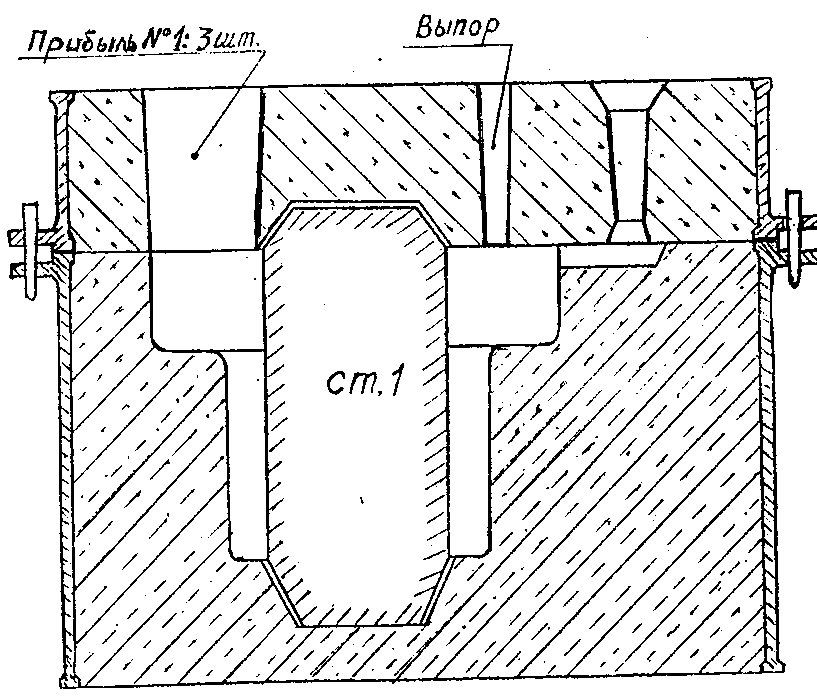
Рис. П. 2. Эскиз литейной формы
Таблица П. 1. Песчано-глинистые формовочные смеси для чугунных отливок
Таблица П. 2. Песчано-глинистые формовочные смеси для стальных отливок
Таблица П. 3. Классы точности размеров и ряды припусков на механическую обработку отливок для различных способов литья
Примечание. В числителе указаны классы точности размеров и масс, в знаменателе – ряды припусков. Меньшие их значения относятся к простым отливкам и условиям массового автоматизированного производства; большие значения – к сложным, мелкосерийно и индивидуально изготовленным отливкам; средние – к отливкам средней сложности и условиям механизированного серийного производства. Таблица П. 4. Допуски размеров отливок для классов точности
Таблица П. 5. Припуски размеров отливок.
Таблица П. 6. Формовочные уклоны основных формообразующих поверхностей модельного комплекта
Таблица П. 7. Длина горизонтальных знаков для сырых форм.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 [м2], (2.1)
[м2], (2.1) [мм2], (2.2)
[мм2], (2.2) [c], (2.3)
[c], (2.3) [м], (2.4)
[м], (2.4) , (2.5)
, (2.5) . (2.6)
. (2.6) (2.7)
(2.7) , (2.8)
, (2.8) – площадь сечения литникового хода (коллектора или шлакоуловителя).
– площадь сечения литникового хода (коллектора или шлакоуловителя).