Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование и свариваемые материалыСодержание книги
Поиск на нашем сайте
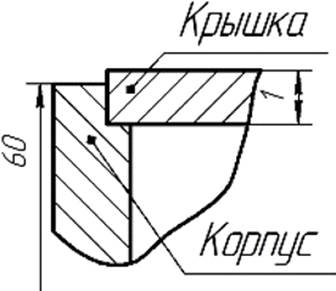
Сварка корпуса фильтра осуществлялась на лазерной установке LRS – 150AUS. Основные технические характеристики установки представлены в приложении 2. Сборка, прихватка и сварка осуществлялась с помощью приспособления. В качестве защитного газа при лазерной сварке применялся аргон высшего сорта. Описание изделия Данной сварной конструкцией является – корпус фильтра. Применяется в электронике. Сварное соединение – одностороннее стыковое. Шов – замкнутый. Корпус фильтра состоит из корпуса и крышки. Материал корпус – титан сплав ВТ20, крышка – сплав циркония Э – 125. Длина свариваемой траектории составляет 280 мм (4 х 5 мм + 2 х 70 мм + 2 х 60 мм). Характеристика материала и его свариваемости Титан и цирконий обладают близкими физико – химическими свойствами, и осуществляют предпосылки для их хорошей свариваемости. Однако различие температур плавления (Тпл. титана = 1668°С, Тпл. циркония = 1852°С) вызывает необходимость смещать тепловой источник на более тугоплавкий металл (цирконий). Титан и цирконий легко окисляются при нагреве и дают заметный угар даже при сварке в аргоне, так как очистить аргон от следов кислорода и азота весьма трудно и технический аргон содержит эти примеси. Металлургическая совместимость сплавов титана и циркония обеспечивает получение работоспособных сварных соединений. Сплав титана ВТ20 относится к группе среднепрочных титановых сплавов с гарантированным пределом прочности от 70 до 100 кгс/мм2. Сплав обладает хорошей свариваемостью. Одним из важных критериев свариваемости титановых сплавов является незначительная чувствительность к изменению режимов сварки. Это свидетельствует о возможности сварки сплавов этой группы на режимах в достаточно широком интервале. Для изготовления сборочных единиц был использован сплав циркония с ниобием Э125. Цирконий является аналогом титана по химическим свойствам и свариваемости. Поэтому для циркония применима та же технология и техника сварки и практически те же режимы, что и для титана. Однако цирконий более чувствителен к примесям внедрения, которые не только в большей степени ухудшают пластичность и вязкость швов, но резко снижают коррозионную стойкость сварных соединений. Химический состав сплавов титана и циркония представлен в приложении 3. Подбор режимов сварки Правильный выбор режимов сварки позволяет получить швы высокого качества при минимальном тепловложении. Процесс сварки не должен приводить к появлению деформации в узле, к выплескам металла из зоны сварки. Эскиз сварного соединения показан на рисунке 1.
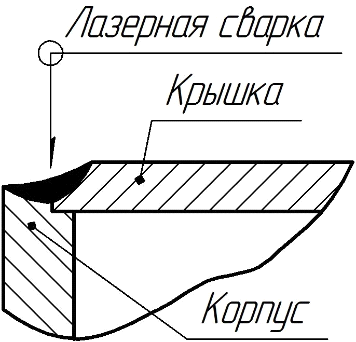
Основными параметрами режима лазерной сварки, обеспечивающими получение сварного соединения, являются: - U, В – рабочее напряжение; - L, мс – длительность импульса излучения; - r, дел. – расфокусировка; - Q, дел. – расход газа; - f, Гц – частота повторения импульсов излучения; - s, мм – расстояние между импульсами при сварке. При сварке опытных образцов были определены оптимальные значения режимов сварки, позволившие получить качественные сварные швы. Схема сварного соединения до сварки и после сварки показана на рисунке 2.
а – до сварки
б – после сварки Рисунок 2 – Схема сварного соединения
|
||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 87; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.119.119 (0.008 с.) |

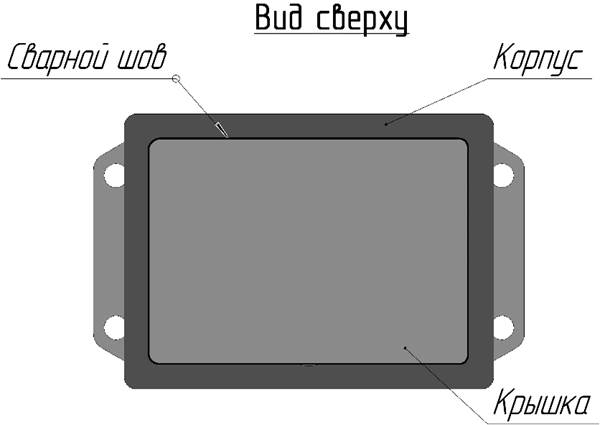 Рисунок 1–Сварное соединение
Рисунок 1–Сварное соединение