Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Маркировка по гост, Характеристика и область применения высокопрочного чугуна. Технология получения
Чугун ВЧ50 ГОСТ 7293-85
Расшифровка маркировки Высокопрочный чугун маркируют в соответствии с ГОСТ 7293-85 "Чугун с шаровидным графитом для отливок. Марки". Марку высокопрочного чугуна обозначают буквами "ВЧ" и двумя цифрами, которые показывают его минимальное временное сопротивление в кгс/мм2. Например, маркировка ВЧ 50 означает, что этот чугун является высокопрочным и его =500 Н/мм2 (50 кгс/мм2). Для высокопрочных чугунов также используется система маркировки по механическим свойствам. В системе ASTM для таких чугунов указывают временное сопротивление в ksi - предел текучести в ksi - относительное удлинение в процентах. Например, ASTM A716 - 60-42-10 означает высокопрочный чугун по техническим условиям А716 с =60 ksi; =42 ksi; b=10 %.
Характеристика и технология получения Высокопрочными называют чугуны с шаровидным графитом, который образуется в литой структуре в процессе кристаллизации. Шаровидный графит, имеющий минимальную поверхность при данном объеме, значительно меньше ослабляет металлическую основу, чем пластинчатый графит, и не является активным концентратором напряжений. Для получения шаровидного графита чугун модифицируют чаще путем обработки жидкого металла магнием (0,03-0,07 %) или введением 8-10 % магниевых лигатур с никелем или ферросилицием. Под действием магния графит в процессе кристаллизации принимает не пластинчатую, а шаровидную форму. Чугуны с шаровидным графитом имеют более высокие механические свойства, не уступающие свойствам литой углеродистой стали, сохраняя при этом хорошие литейные свойства и обрабатываемость резанием, способность гасить вибрации, высокую износостойкость и т.д. Чугун ВЧ 50, имеет d=2 % и 180-260 HB. Вязкость разрушения перлитных чугунов составляет 180-250 Н´мм3/2. Температура плавления tпл"1200°С, sТ=35 кгс/мм2, теплоемкость (при 0°С) 0,129 ккал/кг´град, теплопроводность (при 20°С) 43 ккал/м´ч´град, плотность 7,4 г/см3, удельное сопротивление 0,5 Ом´мм2/м. Для повышения механических свойств (пластичности и вязкости) и снятия внутренних напряжений, отливки ЧШГ подвергают термической обработке (отжигу, нормализации, закалке и отпуску).
Применение Отливки из высокопрочного чугуна широко используют в различных отраслях народного хозяйства; в автостроении и дизелестроении для коленчатых валов, крышек цилиндров и других деталей; в тяжелом машиностроении - для многих деталей прокатных станов; в кузнечно-прессовом оборудовании (например, для шабот-молотов, траверс прессов, прокатных валков); в химической и нефтяной промышленности - для корпусов насосов, вентилей и т.д.
Высокопрочные чугуны применяют и для изготовления деталей станков, кузнечно-прессового оборудования, работающих в подшипниках и других узлах трения при повышенных и высоких давлениях (до 1200 МПа) Назначение и технология выполнения азотирования стали. Примеры деталей машин и механизмов, подвергающихся азотированию
Азотированием называют процесс диффузионного насыщения поверхности слоя стали азотом при нагреве ее в аммиаке. Азотирование очень сильно повышает твердость поверхностного слоя, его износостойкость, предел выносливости и сопротивление коррозии в таких средах, как атмосфера, вода, пар и т.д. Твердость азотированного слоя заметно выше, чем цементованной стали, и сохраняется при нагреве до высоких температур (500 - 600 ˚С); тогда как твердость цементованного слоя, имеющего мартенситную структуру, сохраняется только до 200 - 225 ˚С . Механизм образования азотированного слоя
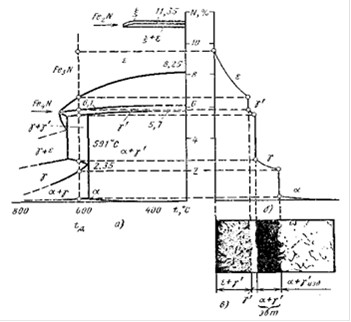
В сплавах железа с азотом образуется следующие фазы (рис.5): твердый раствор азота в α-железе (α-фаза); γ´-фаза - твердый раствор на основе нитрида железа Fe₄N (5,7 - 6,1% N); ε-фаза - твердый раствор на базе нитрида железа Fe₃N (8 - 11,2% N). В сплавах с 11,35% N при 450 ˚С возможно образование ξ-фазы Fe₂N. При температуре выше 591 ˚С существует γ-фаза, представляет собой твердый раствор азота в γ-железе. При 591 ˚С γ-фаза претерпевает эвтектоидный распад. Азотистый эвтектоид содержит 2,35% N и состоит из α-γ̒-фаз.
Рис.5. Диаграмма состояния Fe - N (а) и изменение содержания азота (б) и микроструктуры (в х 250) по толщине азотированного слоя, полученного при 600 ˚С на железе.
Азотирование проводят в атмосфере аммиака, который при нагреве диссоциирует [4] по уравнению 2NH₃ → 2N + 6H.
Образовавшийся атомарный азот диффундирует в железо. Если выполнять азотирование при температуре ниже эвтектоидной (591 ˚С), то в начальный момент насыщения на поверхности стали образуется α-фаза (рис.5, а). По достижении предела насыщения α-фазы начинается образование следующей фазы, стабильной при данной температуре, а именно γ´-фазы. При дальнейшем насыщении азотом образуется ε-фаза. Следовательно, в результате диффузии в азотированном слое располагаются в поверхностной зоне наиболее богатая азотом ε-фаза, несколько ниже γ´ - и α-фаза. С понижением температуры ε - и α-фазы в соответствии с диаграммой состояния (см. рис.6, в) распадаются, выделяя избыточную γ´-фазу. В связи с этим после медленного охлаждения фазы в диффузионном слое можно расположить в следующем порядке от поверхности к сердцевине: ε + γ´II → γ´ → α+ γ´II → α → сердцевина (с исходной структурой). При выполнении азотирования выше эвтектоидной температуры, например tд (рис.6), сначала возникает α-фаза, затем по достижении ее предела насыщения образуется γ-фаза, после насыщения которой на поверхности появляется γ´-фаза, и, наконец, ε-фаза. Таким образом, при температуре диффузии азотированный слой состоит из следующих фаз (от поверхности к сердцевине): ε → γ´ → γ´ → α. При медленном охлаждении ε - и α-фазы распадаются и выделяют избыточную γ´-фазу (Fe₄N), а γ-фаза претерпевает эвтектоидное превращение, распадаясь на эвтектоидную структуру α + γ´. Тогда при 20 ˚С азотированный слой будет состоять из ε + γ´ → γ´ → α + γ´ (эвтектоид) → α + γ´II → α (см. рис. 6). Переход от одной фазы к другой сопровождается резким перепадом концентрации азота, так как двухфазные слои (ε + γ´ или α + γ´) при температуре насыщения железа азотом существовать не могут (см. рис.5). При насыщении легированных сталей при температуре диффузии могут образовываться многофазные слои. Стали для азотирования
Твердость слоя, получаемого при азотировании железа, невелика, поэтому азотированию подвергают среднеуглеродистые легированные стали, которые приобретают особо высокую твердость и износостойкость. При азотировании легированных сталей образуются нитриды специальных элементов. При низких температурах азотирования в α - твердом растворе образуются сегрегации типа зон Гинье - Престона. При высоких температурах возникают дисперсные нитриды легирующих элементов (Cr₂N, Mo₂N, VN и др.). Зоны Гинье - Престона и обособленные выделения нитридов препятствуют движению дислокаций и тем самым повышают твердость азотированного слоя. Наиболее сильно повышают твердость алюминий, хром, молибден и ванадий. Стали, легированные хромом, вольфрамом, молибденом, ванадием и не содержащие алюминия, после азотирования имеют твердость HV 600 - 950. Эти стали часто применяют для азотирования. Если главным требованиям, предъявляемым к азотированному слою, является высокие твердость и износостойкость, то применяют сталь 38Х2МЮА, содержащую 0,35 - 0,42% С; 1,35 - 1,65% Cr; 0,7 - 1,10%Al и 0,15 - 0,25% Мо. Одновременно присутствие алюминия, хрома и молибдена позволяет повысить твердость азотированного слоя до HV 1200. Молибден, кроме того, устраняет отпускную хрупкость, которая может возникнуть при медленном охлаждении от температуры азотирования. Легирующие элементы, повышая твердость, одновременно уменьшают, при прочих равных условиях, толщину слоя. Для повышения коррозионной стойкости можно азотировать и углеродистые стали. Износостойкость азотированной стали выше, чем цементованной и закаленной. В азотированном слое возникают остаточные напряжения сжатия, величина которых на поверхности составляет 60 - 80 кгс/мм². Это повышает предел выносливости и переносит очаг усталостного разрушения под азотированный слой. Предел выносливости гладких образцов возрастает на 30 - 40%, а при наличии концентратов напряжений (острых надрезов) более чем на 100%.
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 613; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.1.136 (0.005 с.) |