Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 10. Встречающиеся виды брака и методы борьбы с ним ⇐ ПредыдущаяСтр 3 из 3
Готовою продукцию на предприятии бракуют по различным порокам: вкуса, запаха, консистенции, цвета, обусловленным, как правило, качеством используемого сырья и нарушением технологических режимов производства и условий хранения и транспортировки продукта. Основными из этих пороков являются: кормовые привкусы, нечистый затхлый запах, кислый вкус, прогорклый вкус, плесневелый вкус, штраф (поверхностное окисление масла). Бракуют масло и по порокам консистенции, а также цвету масла. При не соответствии масла данным параметрам партию либо часть её выбраковывается. По данным администрации количество брака масла составляет около 1,5-2%, бракованное масло перетапливается и впоследствии идёт как отдельный продукт. Брак второго основного продукта-сыра подвергается двум стадиям выбраковки: 1-головки сыра не соответствуют нужной плотности. Сырные головки не идут на посолку, а возвращаются на перепрессовку. После чего проводится анализ и решается вопрос о дальнейшем использовании продукта.2-сыр не соответствует органолептическим показателям. Головки сыра с таким видом брака идут на дальнейшую переработку, т.е. головки дробят в специальной машине и переплавляют в специальном котле, после чего сырную массу фасуют в колбасные сыры. Основной маркой такого сыра на заводе является сыр колбасный "Сливочный". Р11. Охрана труда, противопожарная защита и охрана окружающей среды на предприятии Охрана труда - это сложная система законодательных, социально - экономических, технических, санитарно - гигиенических и организационных мероприятий, направленных на обеспечение безопасности, сохранения здоровья и работоспособности человека в правилах труда. Законодательство РФ обязывает все предприятия соблюдать условия охраны труда. Основные положения в области труда закреплено законодательством о труде. Нормы по охране труда содержаться и в правилах трудового распорядка (коллективном договоре). Каждый работник, поступающий на предприятие, должен хорошо знать и постоянно выполнять правила, обеспечивающие безопасность своего труда и окружающих его работников. Проводятся следующие виды инструктажа рабочих по технике безопасности и производственной санитарии: вводный инструктаж, инструктаж на раб. месте (первичный, периодический повторный и внеплановый) и курсовое обучение. Вводный инструктаж проходят все вновь поступающие на предприятие рабочие, а также учащиеся. Инструктаж на рабочем месте проводится, как правило, индивидуально с каждым рабочим по программе, в форме беседы. Первичный инструктаж проводят перед допуском к работе вновь принятых рабочих, а также переведенных.
Ежедневно до начала работы мастер с общественным инспектором по охране труда осматривает рабочие места. Не реже одного раза в неделю, в твердо установленный день начальник цеха и представитель санитарной службы проверяют состояние ТБ и производственной санитарии в цехах и на участках одновременно проверяют правильность ведения технической документации. В области охраны труда на рабочих возлагаются следующие обязанности: полностью соблюдать требования по охране труда, ТБ, производственной санитарии, личной гигиене, гигиене труда, противопожарной охране, предусмотренные соответствующими правилами и инструкциями: пользоваться выданной спецодеждой, спец обувью и предохранительными средствами; содержать в порядке и чистоте свое рабочее место, а также соблюдать чистоту в цехе и на территории предприятия, передавать сменяющему работнику свое рабочее место, оборудование и приспособление в исправном состоянии, удовлетворяющие санитарным требованиям производства. За нарушение правил по охране труда на рабочего может быть наложено одно из следующих дисциплинарных взысканий: замечание, строгий выговор, перевод на нижеоплачиваемую работу на срок до 3 месяцев или смещение на низшую должность на тот же срок, а также увольнении с предприятия. Система пожарной защиты включает в себя следующие мероприятия: испытательный срок в пожарной сигнализации; ограниченное применение горючих веществ в технологии предприятия; применение конструкций с определенными пределами возгораемость и огнестойкости; организация пожарной охраны. Характеристика автомата АРМ. Конструктивно автоматы выполнены так, что все операции фасовки и упаковки продукта происходят по кругу: Основным связующим звеном между основными узлами является формующий стол с находящимся на нем
Восемью гнездами, расположенными по окружности под углом 45 Технологический цикл работы автомата состоит из следующих операций загрузки бункера продуктом; подачи упаковочного материала и нанесение даты дотатором; отрезки развертки для коробки из ленты упаковочного материала; переноса развертки на формующую матрицу; проверки наличия развертки на формующей матрице; образование коробки и укладки ее в гнездо формующего стола; дозировки определенной порции продукта в коробку. загибки краев брикета; подпрессовки, обеспечивающей плотность и окончательную заделку брикета; съёма готовых брикетов с формующего стола на переворачиватель, который переворачивает брикеты на 180 и подает их на транспортерную ленту.
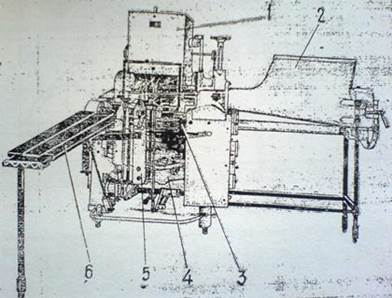
Рис 2-Общий вид автоматов АРМ
Автоматы состоят из следующих основных узлов, соответственно операциям технологического цикла: механизма образования коробки 1, дозатора 2, формующего стола 3, станины с главным приводом 4, механизма заделки 5, транспортера 6. Перед началом работы механизм образования коробки заправляется упаковочным материалом. Лента упаковочного материала с рулона, надетого на вал, разматывается механизмом предварительной размотки и проталкивается секторами между ножами, которые отрезают развертку для коробки. Отрезанная развёртка переносится на формующую матрицу сектором и валиком и подаётся с помощью рычагов под пуансон, передвигаясь внутри матрицы, образует коробку и подает ее в гнездо формующего стола. Стол, перемещаясь, переносит коробку к узлу дозировки. Дозатор наполняет коробку определенной порцией продукта. При дальнейшем повороте формующего стола брикет с продуктом перемещается к узлу заделки. После загибки краев гнездо с брикетом перемещается к прессу, который окончательно плотно заделывает брикет. Затем брикет перемещается к механизму съема и подается на переворачиватель, сбрасывающий его на транспортерную ленту.
Таблица 7-Технические данные автомата АРМ
|
||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 56; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.139.50 (0.011 с.) |